基于神經(jīng)網(wǎng)絡(luò)的葉絲填充率影響因子量化研究
2020-06-04 10:03:58裴莉莉戶媛姣
江西農(nóng)業(yè)學(xué)報(bào) 2020年5期
裴莉莉,余 婷,李 偉,戶媛姣,石 麗
(長安大學(xué),陜西 西安 710000)
0 引言
制絲環(huán)節(jié)是卷煙加工過程中重要的一步[1-3],由于其工藝流程復(fù)雜,涉及參數(shù)眾多,使得葉絲填充率常常處于波動中[4]。不穩(wěn)定的葉絲填充率將嚴(yán)重影響后期煙絲填充值,而煙絲填充值是卷煙質(zhì)量評價(jià)中的重要指標(biāo)之一[5],因此該問題會導(dǎo)致品牌卷煙質(zhì)量穩(wěn)定性下降。成品葉絲填充率在一定程度上能夠決定卷煙的耗絲量,其值的大小和波動直接影響到煙支的質(zhì)量及其穩(wěn)定性[6-7]。近些年來,國內(nèi)對煙絲填充值和葉絲填充率都積極地開展了研究[8]。2014年,唐軍等[9]對煙絲填充值和煙支質(zhì)量及其穩(wěn)定性做了相關(guān)性分析,結(jié)果表明兩者呈線性相關(guān)。2017年,崔升[10]首次探討了HXD工藝參數(shù)對煙絲質(zhì)量的影響。2018年,張明文等[11]利用離子色譜儀開展了葉絲干燥工序?qū)熃z成分含量影響的研究;同年,邱承宇等[12]設(shè)計(jì)正交試驗(yàn)分析了制絲溫度對葉絲質(zhì)量的影響。2019年,張雯等[13]利用相似性原理對煙絲結(jié)構(gòu)分布穩(wěn)定性評價(jià);同年,方利梅等[14]提出了一種結(jié)合K均值聚類算法和改進(jìn)遺傳算法的自動煙絲摻配工藝。雖然國內(nèi)對葉絲的重視程度也在逐漸上升,但從研究量來說還是很少的,并且結(jié)合當(dāng)下高效而準(zhǔn)確的人工智能手段的文獻(xiàn)也極為有限。為了進(jìn)一步提升煙支質(zhì)量并保持其穩(wěn)定性,利用人工智能中常用的數(shù)據(jù)分析模型,深入挖掘制絲工藝中各個(gè)流程參數(shù)對葉絲填充率的影響是極為必要的[15]。
本文主要對卷煙廠生產(chǎn)數(shù)據(jù)進(jìn)行多源異構(gòu)數(shù)據(jù)融合與數(shù)據(jù)清洗,之后采用相關(guān)性分析和機(jī)器學(xué)習(xí)中MLP神經(jīng)網(wǎng)絡(luò),分析制絲過程中的生產(chǎn)參數(shù)對葉絲填充率的影響,為葉絲生產(chǎn)過程提供了科學(xué)、有效的參數(shù)優(yōu)化及重點(diǎn)參數(shù)穩(wěn)定性監(jiān)控的指導(dǎo)。
1 數(shù)據(jù)集構(gòu)建
1.1 原始數(shù)據(jù)
浙江某卷煙廠提供其制絲階段工藝流程和制絲全過程各工序數(shù)據(jù)參數(shù),以及不同批次工單的生產(chǎn)數(shù)據(jù),共四類數(shù)據(jù)表,分別為生產(chǎn)過程統(tǒng)計(jì)數(shù)據(jù)表、葉片過程檢驗(yàn)數(shù)據(jù)表、葉絲過程檢驗(yàn)數(shù)據(jù)表以及批次工單對應(yīng)關(guān)系數(shù)據(jù)表,具體原始數(shù)據(jù)表的基本信息如表1所示。
1.2 葉絲填充率數(shù)據(jù)集構(gòu)建
卷煙廠制絲階段的工藝流程圖如圖1所示,本試驗(yàn)探究的是“自動開包→葉絲裝箱”的全過程。由圖1可以看出,流程分A、B、C 3個(gè)生產(chǎn)流水線,雖然數(shù)據(jù)分為3塊,但實(shí)際只有2個(gè)工段,其中松散一次加料和二次加料為制葉段,烘絲為制絲段。再通過1.1和1.2介紹的方法,構(gòu)建數(shù)據(jù)表,得到28個(gè)生產(chǎn)過程參數(shù),1776組批次數(shù)據(jù)用于分析,其中包括A線294組、B線754組、C線728組。

表1 原始生產(chǎn)數(shù)據(jù)
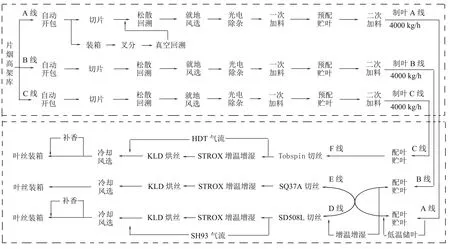
圖1 制絲階段工藝流程圖
2 數(shù)據(jù)質(zhì)量的提升與相關(guān)性分析
2.1 多源異構(gòu)制絲數(shù)據(jù)的融合及數(shù)據(jù)的清洗
由表1可以看出,每種表的結(jié)構(gòu)以及特征是不同的,因此需要利用多源異構(gòu)數(shù)據(jù)融合技術(shù)對表進(jìn)行整合,同時(shí)為了探究制絲工藝中各個(gè)參數(shù)的變化對葉絲填充率穩(wěn)定性的影響。本試驗(yàn)對全線數(shù)據(jù)進(jìn)行差分處理,從而得到最終可用于相關(guān)性分析的數(shù)據(jù)表。由于四類生產(chǎn)及檢驗(yàn)數(shù)據(jù)表中都存在著缺失數(shù)據(jù)和異常數(shù)據(jù),因此需要運(yùn)用數(shù)據(jù)清洗手段將這些異常值找到并采用“人機(jī)協(xié)作”的方式對錯(cuò)誤數(shù)據(jù)進(jìn)行檢測與消除。
2.2 相關(guān)性分析與特征選擇
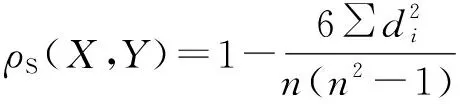
相關(guān)性分析是數(shù)據(jù)挖掘的一種重要方法,結(jié)合該方法可以給出特征因子之間的相關(guān)性,也可以得到特征因子與待測指標(biāo)之間的相關(guān)性,并進(jìn)行特征選擇。由于制絲階段工藝復(fù)雜、需要分析的參數(shù)較多,利用目前較為流行的數(shù)學(xué)統(tǒng)計(jì)模型較為合理,同時(shí)本試驗(yàn)所采用的數(shù)據(jù)量上萬條,也確實(shí)能夠滿足統(tǒng)計(jì)分析的要求。因此分別采用Pearson、Spearman相關(guān)性指數(shù)對葉絲填充率的影響因子進(jìn)行分析,最終對相關(guān)性進(jìn)行量化,Pearson、Spearman相關(guān)性指數(shù)的計(jì)算公式分別為:

(1)
(2)
式中X、Y分別為特征因子數(shù)據(jù)集,cov(X,Y)為X,Y的協(xié)方差,E表示數(shù)據(jù)集的數(shù)學(xué)期望;n為X、Y兩變量的等級對字?jǐn)?shù),即樣本含量;di為同對等級之差(i=1,2,3,…,n)。
對A、B、C線和整體分別進(jìn)行相關(guān)性分析,由圖2可以看出,2種相關(guān)性分析方法分析出的結(jié)果較為一致,不存在需要單獨(dú)討論的參數(shù)值。
為了更好地完成參數(shù)重要性權(quán)值的量化,本試驗(yàn)選取2個(gè)指數(shù)的平均值作為整體不分線時(shí)的重要性權(quán)值,具體的權(quán)值量化表如表2所示。同時(shí)將影響因子進(jìn)行排序,由圖3可以看出,制絲過程參數(shù)對葉絲填充值穩(wěn)定性影響的變化。KLD排潮風(fēng)門開度、SIROX蒸汽薄膜閥開度、KLD總蒸汽壓力、KLD熱風(fēng)風(fēng)門開度、冷卻溫度、1區(qū)蒸汽薄膜閥開度、KLD熱風(fēng)蒸汽薄膜閥開度、冷卻水分、2區(qū)蒸汽薄膜閥開度、SIROX后溫度對葉絲填充值穩(wěn)定性的影響較大,因此在生產(chǎn)過程中應(yīng)嚴(yán)格控制該指標(biāo),從而保證葉絲生產(chǎn)的穩(wěn)定性。

圖2 制絲過程參數(shù)對葉絲填充率的相關(guān)性分析

表2 制絲過程參數(shù)量化權(quán)值
3 MLP神經(jīng)網(wǎng)絡(luò)模型對葉絲填充率影響因子的量化
3.1 MLP神經(jīng)網(wǎng)絡(luò)原理的概述
利用MLP神經(jīng)網(wǎng)絡(luò)對葉絲填充率進(jìn)行量化與驗(yàn)證,利用真實(shí)值與預(yù)測值的平均絕對誤差及線性相關(guān)系數(shù)對結(jié)果進(jìn)行評價(jià),所用神經(jīng)網(wǎng)絡(luò)結(jié)構(gòu)如圖4所示。

圖3 制絲過程參數(shù)對葉絲填充率的影響
MLP神經(jīng)網(wǎng)絡(luò)最突出的特點(diǎn)是通過誤差的反向傳播來反復(fù)修正權(quán)值和閾值,使得誤差函數(shù)值達(dá)到最小,準(zhǔn)確度達(dá)到預(yù)期標(biāo)準(zhǔn)。式(3)表示了MLP神經(jīng)網(wǎng)絡(luò)的誤差函數(shù):
(3)
式(3)中,dj表示輸出節(jié)點(diǎn)預(yù)測值,yj表示真實(shí)值;n為測量值的總個(gè)數(shù)。
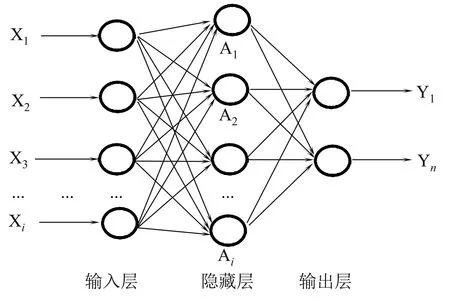
圖4 MLP神經(jīng)網(wǎng)絡(luò)模型
在反向傳播的過程中,最常用的誤差最小化方法為梯度下降算法,即沿著相對誤差平方和的最快下降方向,對網(wǎng)絡(luò)超參數(shù)進(jìn)行調(diào)整。在網(wǎng)絡(luò)訓(xùn)練過程中,通過學(xué)習(xí)率的設(shè)定使得每次反向傳播迭代后總體的誤差逐漸減小,最終達(dá)到系統(tǒng)可以接受的范圍,即獲得最優(yōu)權(quán)值。以上過程具體實(shí)現(xiàn)可由圖5表示。
為了更加準(zhǔn)確地得到制絲過程中不同的流程對葉絲填充率的影響,需要在計(jì)算模型訓(xùn)練完成后對有影響的主導(dǎo)因素再次利用模型訓(xùn)練的方式進(jìn)行分析。本項(xiàng)目采用敏感性分析的方法,通過影響的權(quán)重大小來衡量不同過程參數(shù)對葉絲填充率的影響程度。實(shí)現(xiàn)框圖如圖6所示。
具體實(shí)現(xiàn)方法為:
(1)使用影響特征變量進(jìn)行模型訓(xùn)練,得到最優(yōu)模型M1,記錄準(zhǔn)確率為P1;
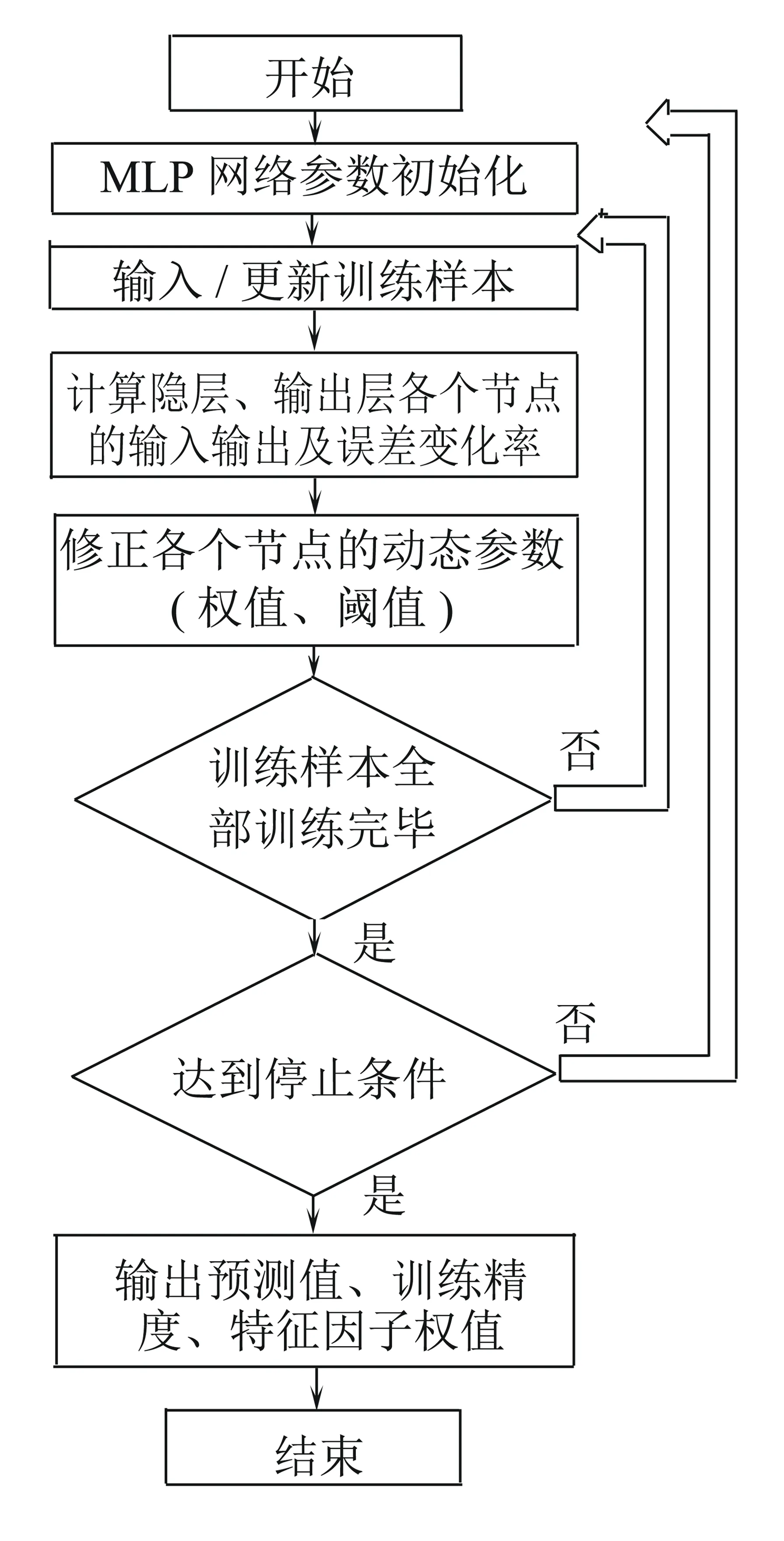
圖5 MLP算法模型優(yōu)化流程
(2)對M1權(quán)重系數(shù)進(jìn)行分析,舍棄權(quán)重系數(shù)最小的3%的值(非主導(dǎo)因素)對應(yīng)的因素變量;
(3)對第2步中非主導(dǎo)因素去除后的因素重新進(jìn)行模型訓(xùn)練,得到最優(yōu)模型M2,記錄其準(zhǔn)確率為P2;
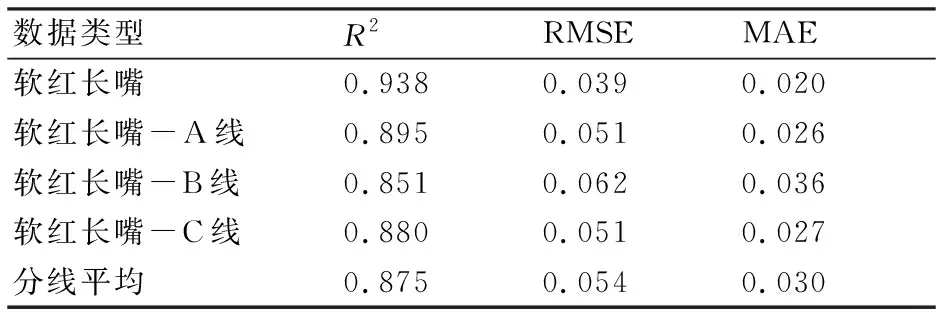
(4)判斷若P1>P2,則M1傳入第7步;若P1 (5)對M2重復(fù)第二步分析,并繼續(xù)第三步,得到M3和P3順序執(zhí)行第4步,判斷P2與P3的關(guān)系; (6)迭代以上步驟,得到精度最高的模型Mi; (7)認(rèn)為此模型中的權(quán)重系數(shù)均為顯著影響因素。可認(rèn)為這些因素為主導(dǎo)因素,并分析各自因素影響的大小。 用MLP神經(jīng)網(wǎng)絡(luò)模型對填充率進(jìn)行量化,并對相關(guān)性分析結(jié)果進(jìn)行驗(yàn)證,分線及整體準(zhǔn)確率如表3所示。由表3可以看出,整體不分線將數(shù)據(jù)放入模型時(shí)的驗(yàn)證精度明顯高于分線時(shí)的精度,可見數(shù)據(jù)量越大,結(jié)果越準(zhǔn)確。 表3 MLP神經(jīng)網(wǎng)絡(luò)模型性能結(jié)果 真實(shí)值及驗(yàn)證值的對比如圖7所示,從圖7中可以看出,輸入28個(gè)變量時(shí),軟紅長嘴整體分析的R2為0.938,均方根誤差為0.039,平均絕對誤差為0.020。預(yù)測結(jié)果誤差相對較小,具有較高精度。軟紅長嘴分為A、B、C三個(gè)生產(chǎn)流水線分析時(shí),A線的R2為0.895,均方根誤差為0.051,平均絕對誤差為0.026;B線的R2為0.851,均方根誤差為0.062,平均絕對誤差為0.036;C線的R2為0.880,均方根誤差為0.051,平均絕對誤差為0.027。同時(shí)由圖8也可以看出真實(shí)值與驗(yàn)證值的變化趨勢一致,說明實(shí)驗(yàn)結(jié)果合理準(zhǔn)確。 圖8 MLP神經(jīng)網(wǎng)絡(luò)模型的預(yù)測結(jié)果對比 本文基于制絲工藝流程及多源異構(gòu)的煙廠生產(chǎn)線數(shù)據(jù),首先利用數(shù)據(jù)融合及數(shù)據(jù)清洗技術(shù)構(gòu)建制絲工藝過程參數(shù)數(shù)據(jù)集,之后利用2種不同的相關(guān)性分析方法對浙江某卷煙廠軟紅長嘴的制絲流程中各個(gè)參數(shù)及葉絲填充率進(jìn)行了相關(guān)性分析,得到制絲過程參數(shù)的相關(guān)性指數(shù)及其量化后的重要性權(quán)值。最后,利用機(jī)器學(xué)習(xí)中MLP神經(jīng)網(wǎng)絡(luò)模型對葉絲填充率的參數(shù)因子的權(quán)重進(jìn)行量化并對結(jié)果進(jìn)行驗(yàn)證。結(jié)果表明,葉絲填充率的真實(shí)值與驗(yàn)證值平均絕對誤差僅為0.020,說明本研究得到的相關(guān)性排序及其量化結(jié)果是很有意義的,通過改善以上重點(diǎn)影響因子的波動能夠很好地指導(dǎo)制絲過程,提高葉絲填充率的穩(wěn)定性,從而提升品牌煙支質(zhì)量。3.2 基于MLP神經(jīng)網(wǎng)絡(luò)的填充率影響因子量化與驗(yàn)證結(jié)果

4 結(jié)論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
中國塑料(2016年3期)2016-06-15 20:30:00