換擋器面板字母流明控制開(kāi)發(fā)路線探索
2020-06-03 02:41:08楊希
汽車實(shí)用技術(shù) 2020年9期
楊希

摘?要:結(jié)合項(xiàng)目實(shí)際情況,探討了在換擋器面板總成字母流明的開(kāi)發(fā)路線,通過(guò)建立企業(yè)標(biāo)準(zhǔn),固化了流明成熟三步走、生產(chǎn)穩(wěn)定兩重點(diǎn)的探索經(jīng)驗(yàn),避免在從圖紙到產(chǎn)品的落地過(guò)程中走彎路,為類似項(xiàng)目提供了參考。
關(guān)鍵詞:面板;顯示;流明
中圖分類號(hào):U466 ?文獻(xiàn)標(biāo)識(shí)碼:A ?文章編號(hào):1671-7988(2020)09-113-04
The Maturation Routine of Letters Illumination of Shifter Panel Assembly
Yang Xi
( GHSP Shanghai Auto parts Co,?Ltd.,?Shanghai 201805?)
Abstract:?The customer has requirements on shifter panel letters illumination. To deliver products meet the drawing and specifications, meanwhile avoid wasting time and resources, we planned the routine. With the practice under the routine of 3 steps plus 2 key points, the lessons learned are summarized as enterprise standard. This experience will help with future programs.
Keywords: Panel;?Display; Illumination
CLC NO.:?U466??Document Code: A ?Article ID: 1671-7988(2020)09-113-04
引言
在換擋器總成中,面板擋位字母P、R、N、D、S、L的流明屬于外觀要求,受多個(gè)因素影響,為了滿足總成圖紙和客戶規(guī)范,需要在開(kāi)發(fā)階段制定明確的技術(shù)路線,在成熟階段對(duì)實(shí)際公差帶進(jìn)行評(píng)估,確保量產(chǎn)后的工藝穩(wěn)定性,產(chǎn)品一致性。在筆者參與的項(xiàng)目中,自項(xiàng)目啟動(dòng)就將此課題定位于項(xiàng)目難點(diǎn)之一,通過(guò)團(tuán)隊(duì)協(xié)作探索了擋位字母流明成熟的技術(shù)路線,建立了企業(yè)標(biāo)準(zhǔn)。為以后類似項(xiàng)目提供參考,在策劃階段關(guān)鍵路徑能更明確,風(fēng)險(xiǎn)預(yù)測(cè)更全面,為項(xiàng)目成熟節(jié)省時(shí)間和資源。
在換擋器總成中,面板擋位字母P、R、N、D、S、L的流明屬于外觀要求,不論外界環(huán)境如何變化,都要為駕駛員提供清晰有效的、柔和可讀的視覺(jué)反饋。供應(yīng)商負(fù)責(zé)各個(gè)零件的成熟,以及總成的裝配調(diào)試。需要從項(xiàng)目開(kāi)發(fā)初期就策劃好字母流明的成熟路線,以期在子零件成熟后,較短的時(shí)間內(nèi)完成標(biāo)定、外觀認(rèn)可,滿足客戶總成圖紙上對(duì)光強(qiáng)度的要求。
1 換擋器面板字母流明的影響因素
換擋器面板子總成由6個(gè)零件組成,如圖1自下而上依次是:面板殼體,電路板,分光欄,導(dǎo)光條,散光片,面板。面板殼體作用是固定電路板,并且為其他零件的裝配提供基準(zhǔn)面。分光欄的作用是將電路板上對(duì)應(yīng)選中擋位字母的LED光源隔離,避免相互干涉。這兩個(gè)零件尺寸成熟后,均不會(huì)影響字母流明。電路板上的LED是沿用成熟項(xiàng)目的型號(hào),燈珠芯片的穩(wěn)定性已經(jīng)得到驗(yàn)證。導(dǎo)光條材質(zhì)為PC/ABS,字母位置局部有皮紋,起到背光傳導(dǎo)作用。散光片材質(zhì)為PC/ABS,字母位置局部有移印顏色。面板是PC/ABS注塑件,在字母位置有移印顏色,如圖2。
綜上,對(duì)字母流明的影響因素有6個(gè),每個(gè)字母在總成上的流明為:
L總=?L殼體+LLED+L分光欄+L導(dǎo)光條+L散光片+L面板
2 項(xiàng)目前期擬定流明成熟的初步路線
以總成圖上對(duì)字母流明的要求如下表1,測(cè)點(diǎn)位置如下圖3:
基于流明算式和目標(biāo),擬定三步走的路線:
第一步,所有零件的尺寸成熟,這樣4個(gè)流明次要因素L殼體+LLED+L分光欄+L導(dǎo)光條形成了一個(gè)常量。
第二步,鎖定最后兩個(gè)變量中較貴的,面板零件單件成本為幾十元,數(shù)倍于散光片幾元的單件成本,故先標(biāo)定L面板印染顏色。鎖定最后的變量L散光片,印染顏色微調(diào),以達(dá)到目標(biāo)要求,形成標(biāo)準(zhǔn)總成樣件。
第三步,依據(jù)注塑件的模具穴號(hào),LED元件、移印件的生產(chǎn)批次,做交叉驗(yàn)證穩(wěn)定性。
以上三步工藝穩(wěn)定后,提交PPAP資料包,待客戶批準(zhǔn)后啟動(dòng)量產(chǎn)。
3 流明成熟的執(zhí)行
3.1?尺寸成熟
面板殼體和面板零件之間以卡扣形式組裝,其余零件由下而上依次組裝。注塑件面板和殼體在試模后間隙過(guò)大,分別經(jīng)過(guò)兩輪、三輪修模,符合了圖紙要求。
3.2?標(biāo)準(zhǔn)樣件的成熟
項(xiàng)目成熟的第1步,由于面板供應(yīng)商修模時(shí)間長(zhǎng)于原計(jì)劃,耽誤了4周時(shí)間。導(dǎo)致原計(jì)劃需要調(diào)整,以搶回耽誤的時(shí)間,確保關(guān)鍵路徑上的客戶節(jié)點(diǎn)。時(shí)間計(jì)劃的影響如表2:
先標(biāo)定顏色的供應(yīng)商壓力小,后標(biāo)定的是最后變量,承擔(dān)壓力大。面板供應(yīng)商在國(guó)內(nèi),散光片則是沿用之前項(xiàng)目的北美供應(yīng)商。鑒于臨近12月圣誕節(jié)假期,為避免北美供應(yīng)商因節(jié)日前夕人員、物流不準(zhǔn)時(shí)因素影響交付,不得不將第2、第3步對(duì)調(diào),由面板供應(yīng)商來(lái)承擔(dān)最后一塊拼圖的L面板標(biāo)定。面板二級(jí)供應(yīng)商由于尺寸成熟時(shí)自己耽誤了開(kāi)發(fā)周期,不得不在后期投入更多人力物力,加班調(diào)試。
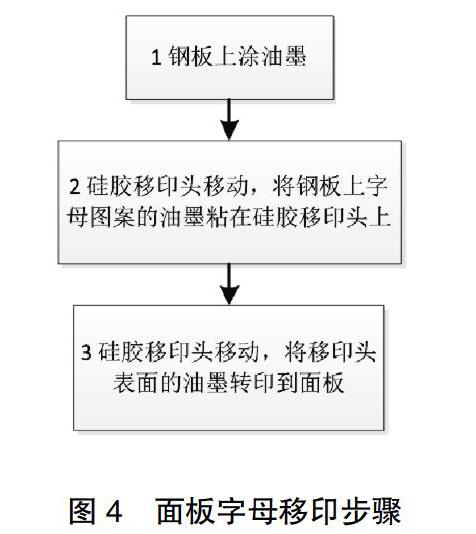
面板字母移印的步驟如下圖4,重點(diǎn)在于油墨粘度的控制。
油墨在過(guò)高的溫度下易變得干燥,這是導(dǎo)致紅色字母顏色偏深,流明低于下限偏暗的主因。為提高制程穩(wěn)定性,我們針對(duì)油墨粘度相關(guān)的4個(gè)因素做了試驗(yàn)設(shè)計(jì),限定工藝條件為:
(1)油墨開(kāi)封后使用時(shí)間。開(kāi)封加了固化劑充分?jǐn)嚢柚?小時(shí)內(nèi)用完。靜置久了會(huì)出現(xiàn)分層現(xiàn)象,比重大的成分會(huì)沉淀,導(dǎo)致質(zhì)量問(wèn)題。
(2)控制移印車間的溫度濕度——依不同季節(jié),設(shè)置溫度控制在18-28度,相對(duì)濕度在55%-65%。
(3)停機(jī)復(fù)機(jī)30分鐘以上時(shí),前3個(gè)移印作業(yè)不穩(wěn)定,如果印在產(chǎn)品上需要報(bào)廢,就移印在厚的紙上,節(jié)省待印的零件。
(4)移印膠頭壽命監(jiān)控——矩形膠頭的形狀規(guī)則,主要指標(biāo)是硬度。依胡克定律,膠頭的中心位置壓力大,邊緣位置壓力小。如果硬度太高,為確保邊緣位置印刷清晰,壓力需要設(shè)定很大,易導(dǎo)致印刷變形。如果硬度太低,膠頭易于老化,需要頻繁更換,報(bào)廢多、浪費(fèi)的時(shí)間多。
3.3?標(biāo)準(zhǔn)樣件的認(rèn)可
子零件的顏色狀態(tài)已鎖定,僅面板字母顏色還處于活動(dòng)狀態(tài)。參照移印油墨的推薦配方,調(diào)配了由淺入深5種顏色級(jí)別的面板樣件。搭配組裝為5個(gè)流明級(jí)別的總成,分別記作ABCDE提交客戶審核。經(jīng)審核批準(zhǔn)了C級(jí)別作為標(biāo)準(zhǔn)樣件,D和B級(jí)別分別作為最亮和最暗的邊界樣件。
3.4 交叉驗(yàn)證工藝穩(wěn)定
面板殼體和分光欄已經(jīng)視為結(jié)構(gòu)件,不影響字母亮度。為了確保任意零件搭配均能使面板字母的流明位于D和B區(qū)間內(nèi),我們隨機(jī)抽取了以下零件做驗(yàn)證:
(1)來(lái)自兩個(gè)生產(chǎn)批次、兩個(gè)模穴的面板,2X2=4種狀態(tài);
(2)使用兩個(gè)不同批次的燈珠芯片生產(chǎn)的PCBA,2種狀態(tài);
(3)兩個(gè)不同批次、4個(gè)模穴的導(dǎo)光條,2x4=8種狀態(tài);
(4)兩個(gè)不同批次的散光片,2種狀態(tài)。
合計(jì)4x2x8x2=128種組合。
經(jīng)過(guò)測(cè)量,捕捉出字母流明高于上限D(zhuǎn)、或者低于下限B的總成件,依編號(hào)追溯差異因素。提出一些離散度大的樣本后,推斷導(dǎo)致流明偏差的主要因素為:總成偏亮的均使用了來(lái)自模穴號(hào)#2的導(dǎo)光條零件,總成偏暗的均使用了來(lái)自模穴號(hào)#3的導(dǎo)光條零件。
表3為亮度儀對(duì)僅導(dǎo)光條零件測(cè)量的流明均值,佐證了上述推論:來(lái)自模穴#2 和#3 的導(dǎo)光條零件,在黑色字母R、D位置有明顯的偏差。
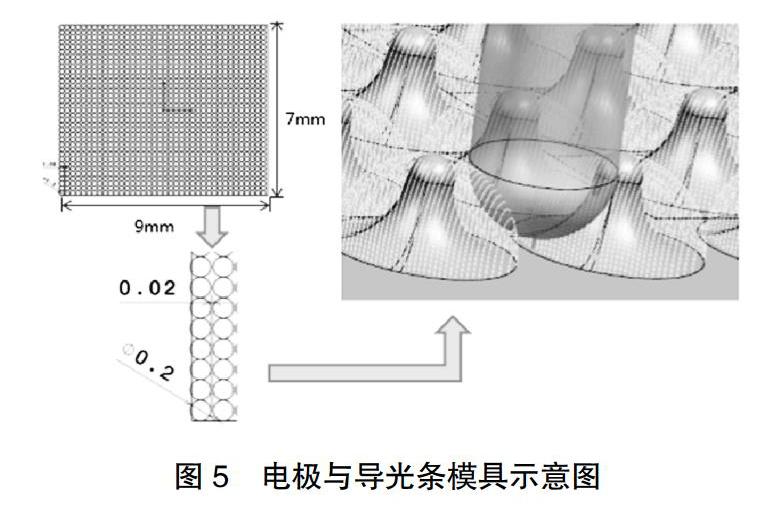
由于導(dǎo)光條零件含有表面復(fù)雜的皮紋,而電火花工藝可以在較低的電壓范圍內(nèi),在液體介質(zhì)中利用放電時(shí)產(chǎn)生火花,對(duì)另一極形成“腐蝕”,將工具電極的復(fù)雜形狀復(fù)制到模具上,非常適合導(dǎo)光條注塑模具的要求。故采用了電火花工藝加工模具。技術(shù)特點(diǎn)是工具電極和工件之間并不直接接觸,而是有一個(gè)火花放電間隙,這個(gè)間隙一般是在0.05~0.3mm之間,間隙中充滿工作液,加工時(shí)通過(guò)高壓脈沖放電,對(duì)工件進(jìn)行放電腐蝕。
采用5 why法分析原因:導(dǎo)光條零件#2和#3模穴達(dá)不到#1 和#4 穴一致性的現(xiàn)象→加工皮紋的電極尺寸不同,但都符合圖紙→電極在EDM電火花加工時(shí)有差異/同一個(gè)電極用來(lái)加工不同模穴的皮紋時(shí),因存在先后順序,后加工時(shí)磨損多→圖紙上對(duì)公差要求不夠嚴(yán)格→對(duì)此皮紋尺寸要求理解不夠深刻。
如圖5,黃色的電極在加工皮紋的過(guò)程中有輕微的磨損,由于直徑僅為0.18mm,輕微的磨損也會(huì)導(dǎo)致加工出的凸起皮紋尺寸偏大。經(jīng)過(guò)對(duì)新電極的壽命試驗(yàn),我們?nèi)?次行程作為上限,達(dá)到6次后強(qiáng)制更換新電極。
量產(chǎn)產(chǎn)品組裝時(shí),每個(gè)零件來(lái)源可能會(huì)受到模穴號(hào)固有差異影響,在PPAP前需要有針對(duì)性地做好驗(yàn)證。如果未能及時(shí)解決隨機(jī)匹配都符合檢驗(yàn)標(biāo)準(zhǔn),必須隔離不符合的零件,同時(shí)制訂修正方案,并報(bào)請(qǐng)OEM客戶批準(zhǔn)。模具皮紋面尺寸的改善,最終通過(guò)總成的流明得到驗(yàn)證。避免了報(bào)廢零件的成本風(fēng)險(xiǎn),以及潛在的產(chǎn)能風(fēng)險(xiǎn),在提交OEM在規(guī)定的時(shí)間節(jié)點(diǎn)順利完成PPAP認(rèn)可。
4 結(jié)論
在定義外觀零件成熟的要求時(shí),需要重視流明值的定義。用尺寸鏈的思路指導(dǎo)流明成熟的路線——“三步走,兩重點(diǎn)”。
我們作為一級(jí)供應(yīng)商,對(duì)總成零件的成熟向OEM客戶負(fù)責(zé)。向上了解客戶的需求,向下深入供應(yīng)商監(jiān)督了面板字母亮度成熟的移印標(biāo)準(zhǔn)化,并建立了企業(yè)標(biāo)準(zhǔn),既熟悉了零件模具的工藝難點(diǎn),也為后續(xù)類似項(xiàng)目提供了參考。
參考文獻(xiàn)
[1] 褚明輝,吳慶,王建.白光LED極限流明效率的計(jì)算.發(fā)光學(xué)報(bào),2009年01期.
[2] 田祥嶺.機(jī)械流明材料制備,性能及物理機(jī)理研究?2013/04/01?浙江師范大學(xué), 2013年.碩士學(xué)位論文.
[3] 陳穎.發(fā)光二極管光通量的測(cè)量研究.中國(guó)照明電器,2008年07期.
[4] 林方盛,李鐵成,黃必勇.積分球擋板對(duì)光通量測(cè)量的影響上海計(jì)量測(cè)試,2017年06.
