基于FSM的件煙劃箱機控制系統設計與實現
2020-06-02 03:56:18鐘亮
物流技術 2020年4期
鐘 亮
(湖南省煙草公司衡陽市公司,湖南 衡陽 421000)
1 概述
煙草商業系統物流卷煙分揀環節中,采用自動劃箱機實現件煙箱皮打開保證條煙快速補給、高速分揀已成為新的行業趨勢,傳統的人工劃箱方式不僅速度慢、勞動強度高,而且存在人員數量多、用工成本高等問題,為此需要設計一種高度自動化的劃箱機,其關鍵在于控制系統。工業控制領域可編程控制器(PLC)具有無可比擬的優勢,它不僅可以通過編程連接傳統輸入/輸出設備(電機、傳感器),還可以通過現場總線構成分布式網絡系統,使用范圍涉及工業自動化全部領域。
2 劃箱機系統結構
2.1 機械結構
劃箱機機械系統主要包括:①減速電機;②刺刀;③劃刀;④劃刀機構;⑤對中機構;⑥吸盤,如圖1所示。其工作流程為:件煙通過滾筒輸送至劃箱機,劃箱機啟動對中機構調整件煙姿態至合適位置,減速電機動作壓緊煙箱,吸盤將煙箱皮吸起,刺刀突刺后啟動劃刀機構劃箱,劃刀機構收回后啟動劃刀,劃刀機構帶著劃刀劃膠帶邊緣部分,劃箱完成后破真空,將件煙輸送離開等待下一個件煙到達。
2.2 電氣系統
電氣系統通過控制電機、電磁閥從而完成相應的劃箱動作。電氣系統核心控制器PLC選用SIMENS 314C-2 DP,其中一個DP接口用于連接Festo閥島(氣動設備),控制13個氣缸,另一個DP接口連接上級PLC件煙輸送系統,實現信息交互。除了自帶的24位輸入點、16個輸出點,另擴展32位輸入模塊2個、32位輸出模塊2個,控制器硬件組態如圖2所示,部分地址定義如圖3所示。另外為便于操作設置一個7寸觸摸屏SIMATIC Panel,主要實現手動控制各環節,自動運行下狀態顯示、報警復位等。
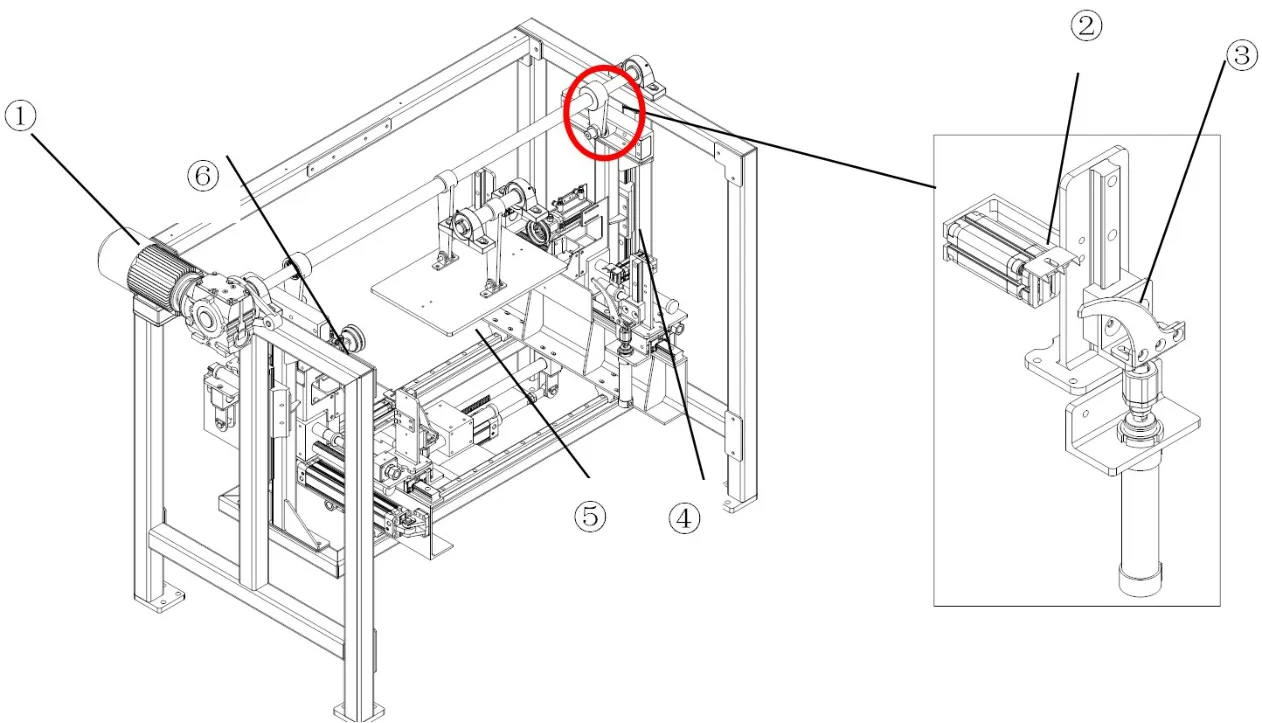
圖1 劃箱結構示意圖

圖2 硬件組態
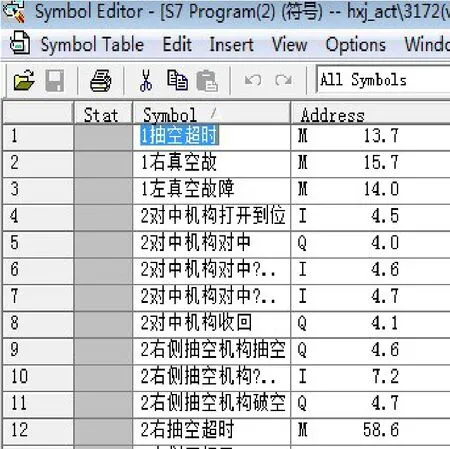
圖3 部分地址定義
3 控制系統實現
3.1 狀態劃分
有限狀態機FSM(finite state machine)是一種描述有窮狀態及狀態轉移的數學模型,其最大的特點在于狀態數量有限且系統某時刻只能處于其中一個狀態。狀態之間的轉移驅動稱為事件。系統在不同階段的狀態,根據當前時刻的狀態及事件,就能判斷出下一時刻系統狀態。其示意圖如圖4所示。圖中所示FSM包含3個狀態,當前狀態為S1,通過事件2可轉移到狀態S2。
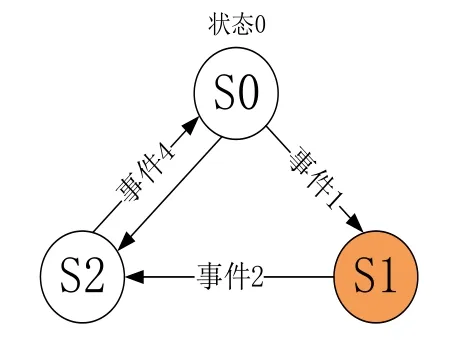
圖4 有限狀態機示意圖
常用的有限狀態機有Moore和Mealy兩種,其區別在于Moore型狀態機輸出僅與當前狀態有關,Mealy型輸出與當前狀態和輸入都有關。現實中Mealy型有限狀態機應用更為普遍。兩者的數學表達式如下:
基于此理論,將控制系統所有狀態劃分為4個頂層狀態,即:初始化-S0、手動運行-S1、自動運行-S2、故障指示-S3,各頂層狀態下設計包含多個子狀態,見表1,狀態之間轉移如圖5所示。
(1)初始化-S0:包含初始化一個狀態,在劃箱機上電后,系統進行初始化引導、顯示設備自檢進度、參數寫入的一個重要狀態。
(2)手動運行-S1:允許手動操作劃箱機各個動作機構,如滾筒啟動停止、刺刀突刺收回、真空發生與破真空、對中、劃刀開閉,此部分主要為調試、維修設計,也可用作每天設備的日常點檢。
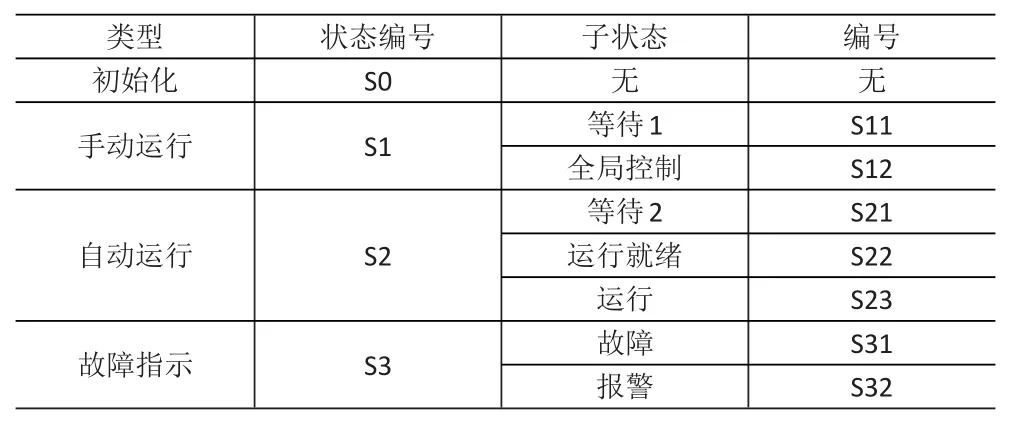
表1 控制系統狀態表
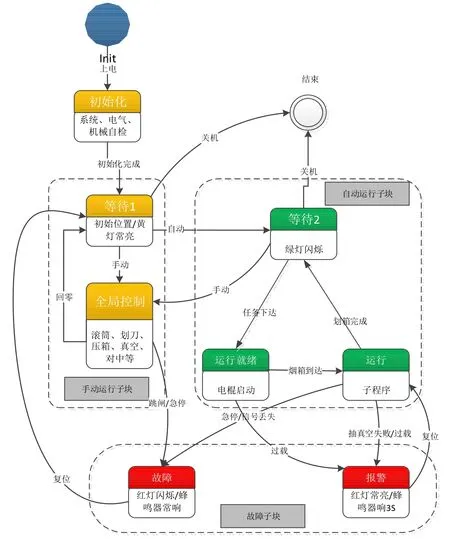
圖5 狀態轉移圖
①等待1狀態:此狀態是初始化完成后的一個狀態,等待操作者的下一步指令。
②全局控制狀態:手動控制劃箱機任何動作機構的狀態,但是為了保護某些器件,控制某部分機構時需提前完成一些別的動作,如劃刀打開需要先把劃刀伸出后才可執行。
(3)自動運行-S2:又稱為工作狀態,包括劃箱機劃箱過程的各個狀態,為保證安全,除了外部安置的急停按鈕,不允許人員進行設備操作。
①等待2狀態:設備進入自動運行,但當前上位系統還未下達任務。
②運行就緒狀態:上位系統下達任務后,件煙還未到達劃箱機劃箱位置。
③運行狀態:設備處于自動劃箱運行中,該運行狀態包含諸多子運行狀態,如圖6所示。
(4)故障指示-S3:故障部分包含2個子狀態:故障狀態和報警狀態。區別在于:故障狀態不可直接返回到自動運行部分,報警則可以。
3.2 有限狀態機的PLC實現
有限狀態機程序設計的關鍵,在于整個系統的狀態劃分、狀態轉換條件、狀態動作之間的邏輯關系。PLC程序執行過程大致可以分為輸入采樣、程序執行、輸出刷新三個階段。結合兩者,PLC控制程序采用模塊化的設計思路,PLC主循環OB1里運行狀態機,實現各個狀態之間的切換,具體功能的實現由子程序完成。故障和報警狀態主要在“運行”狀態子程序產生,為了減少嵌套深度和維護方便,將之合并為一個子程序并置于主循環,即每個掃描周期都檢測是否故障或報警,提高安全性。其程序結構如圖7所示。
(1)狀態定義。將各個狀態以具體數字定義,便于程序編寫,具體見表2。

圖6 運行狀態內部狀態轉移圖
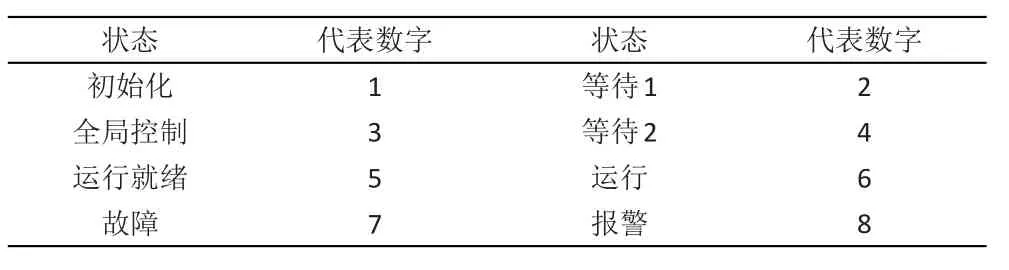
表2 各狀態定義
(2)特殊狀態處理。初始化狀態是一個較為特殊的狀態,在整個系統運行過程中,僅上電后出現一次。因此,在程序中,在OB100塊中直接置位該狀態為1。OB100程序塊僅在系統啟動后執行一個掃描周期。
(3)狀態執行。程序編輯采用梯形圖編程語言,其優點在于直觀、調試方便。假定當前控制系統已經完成初始化,即系統狀態為1。結合圖4,很容易轉化為PLC梯形圖。
4 結論
本文從劃箱機硬件結構、電氣系統、控制系統軟件設計三個方面介紹了自動劃箱機。在控制系統軟件設計里,結合有限狀態機理論,對劃箱機各個狀態進行了定義,繪制了狀態轉移圖,同時給出了核心狀態(運行狀態)的狀態轉移圖,在此基礎上,利用PLC梯形圖實現該有限狀態機。目前,自動劃箱機成品已在某煙草物流配送中心使用1年以上,劃箱效率達到10 600條/h。后續將進一步優化狀態機,配合設備維保方面,體現更多的智能特性,如維保提示、零件更換提示等方面數據采集與應用。
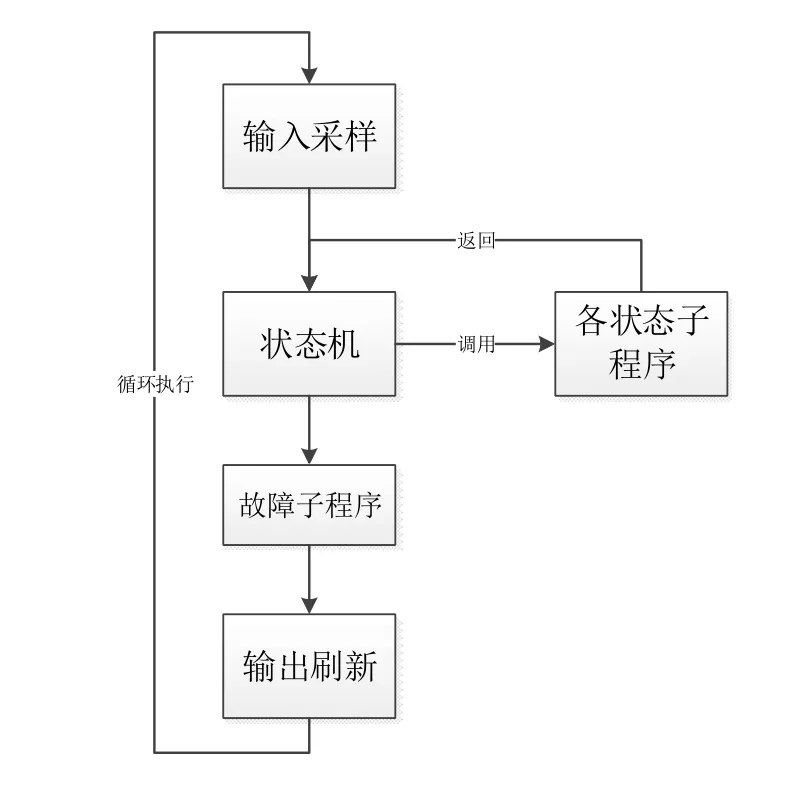
圖7 程序結構框圖
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
山東青年(2016年1期)2016-02-28 14:25:25
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
消費者報道(2014年7期)2014-07-31 11:23:57
當代修辭學(2014年3期)2014-01-21 02:30:44