低屈強(qiáng)比石油套管用700 MPa級(jí)鋼的開發(fā)
2020-05-29 09:44:18馬玉喜
上海金屬 2020年3期
關(guān)鍵詞:焊縫
馬玉喜
(1.南昌航空大學(xué) 航空制造工程學(xué)院,江西 南昌 330063; 2.武漢科技大學(xué)省部共建耐火材料與冶金國(guó)家重點(diǎn)實(shí)驗(yàn)室,武漢科技大學(xué)國(guó)際鋼鐵研究院,湖北 武漢 430081)
在石油天然氣開采中,石油套管的消耗量很大。石油套管有無縫管和焊管,產(chǎn)品的附加值較高[1- 3]。焊管的尺寸精度高,規(guī)格范圍寬,韌性好且成本低[2- 4]。目前,用熱軋板卷制的焊接套管正逐漸替代傳統(tǒng)的無縫管,一些發(fā)達(dá)國(guó)家焊接套管的使用率已占套管總用量的60%以上,石油套管的消耗量也在相應(yīng)增加[3- 5]。考慮到套管使用的安全性,低屈強(qiáng)比套管的研發(fā)一直是石油開采行業(yè)的需求。按照API Spec 5CT要求,700 MPa級(jí)直縫焊石油套管用鋼要求屈服強(qiáng)度379~552 MPa,抗拉強(qiáng)度大于655 MPa,屈強(qiáng)比小于0.84[4- 6]。為了達(dá)到低屈強(qiáng)比的要求,國(guó)際上廣泛采用含碳量較高的鋼種[7- 9],如37Mn5鋼,其含碳量約為0.37%(質(zhì)量分?jǐn)?shù),下同),添加了鈮、釩等貴重合金元素以改善強(qiáng)化效果,成品管的力學(xué)性能良好,屈服強(qiáng)度約450 MPa,抗拉強(qiáng)度約700 MPa。但其缺點(diǎn)是碳當(dāng)量過高,超過了0.6,焊接性能惡化,導(dǎo)致焊接套管沿焊縫開裂。近年來,有企業(yè)在低合金鋼的基礎(chǔ)上研發(fā)了相應(yīng)級(jí)別的焊接套管用鋼,其含碳量約0.20%,并添加了微量的氮、鈦等元素,以利用細(xì)小第二相粒子的析出強(qiáng)化和釘軋晶界的作用提高鋼的強(qiáng)度,避免添加鉬、鈮、鎳等貴重元素[10- 12]。但是這種鋼的碳含量仍然較高,仍有優(yōu)化成分的空間。本文應(yīng)國(guó)外某制管廠的要求,提出了一種含碳量不高于0.15%、屈服強(qiáng)度大于410 MPa、抗拉強(qiáng)度大于700 MPa的鋼板的生產(chǎn)方法,進(jìn)一步降低了碳含量,改善了可焊性,最終采用軋制工藝生產(chǎn)出了強(qiáng)度、韌性及屈強(qiáng)比均高于API Spec 5CT要求的熱軋鋼板。
1 工藝流程與成分設(shè)計(jì)
為滿足700 MPa級(jí)直縫焊石油套管用鋼的性能要求,根據(jù)美國(guó)石油協(xié)會(huì)API Spec 5CT,并結(jié)合某企業(yè)以往的生產(chǎn)經(jīng)驗(yàn),研制了直縫焊石油套管用700 MPa級(jí)熱軋鋼板。工藝流程為鐵水預(yù)處理→250 t頂?shù)讖?fù)吹轉(zhuǎn)爐煉鋼→真空處理→連鑄成中厚板坯→傳統(tǒng)熱軋機(jī)組軋制→層流冷卻→卷取成最終尺寸的板卷或中寬帶鋼。成分設(shè)計(jì):(1)復(fù)合添加碳、氮元素,以有效提高鋼的強(qiáng)度。但為了保證焊接性能,碳含量不宜過高,需要添加一定量的鈦、氮來改善焊接性。(2)降低硫、磷等有害元素的含量,并喂Ca- Si線對(duì)夾雜物變性處理,提高鋼水純凈度,改善鋼的韌性和耐蝕性能。(3)添加適量的鈦以細(xì)化鋼在高溫段的奧氏體,保證鋼軋制后獲得足夠高的強(qiáng)度。(4)軋制后進(jìn)行兩段冷卻(即慢冷+空冷+快冷),以控制鐵素體和貝氏體的比例,使屈強(qiáng)比不大于0.70。這種軋制工藝還能改變碳化物的形狀和類型,提高鋼的組織穩(wěn)定性,改善析出強(qiáng)化效果。
700 MPa級(jí)石油套管用鋼的設(shè)計(jì)成分見表1。
2 生產(chǎn)工藝

表1 700 MPa級(jí)石油套管用鋼的設(shè)計(jì)成分(質(zhì)量分?jǐn)?shù))Table 1 Designed composition of the 700 MPa- grade steel for oil casings(mass fraction) %
冶煉時(shí),對(duì)鐵水進(jìn)行深脫硫處理,嚴(yán)格控制進(jìn)入轉(zhuǎn)爐的鐵水溫度及出鋼溫度。采用兩段冷卻的軋制工藝。主要步驟為:(1)轉(zhuǎn)爐冶煉和常規(guī)真空處理后澆注,澆注溫度1 510~1 535 ℃,并在5 min內(nèi)完成澆注;(2)將鋼坯加熱至1 280~1 380 ℃保溫2.5~3.0 h;(3)高壓除鱗后粗軋,粗軋溫度為1 050~1 100 ℃,前兩道次壓下量均不小于30%,其余道次壓下量控制在19%~21%,累計(jì)壓下量為70%~78%;(4)精軋,精軋入口溫度890~940 ℃,累計(jì)壓下率70%~88%,終軋溫度780~850 ℃;(5)冷卻,先以20~35 ℃/s冷卻至590~650 ℃,然后空冷3~10 s;最后以40~60 ℃/s冷卻至400~480 ℃卷取,并在400~480 ℃保溫48 h后自然冷卻至室溫。
3 檢驗(yàn)方法
在熱軋卷板上截取縱向金相試樣,經(jīng)打磨、拋光后,采用體積分?jǐn)?shù)為4%的硝酸酒精溶液侵蝕15~20 s,在奧林巴斯CX31顯微鏡下觀察其顯微組織。按GB/T 229—2009在試制卷板上取樣,試樣經(jīng)酒精超聲清洗后,用Quanta 400掃描電鏡觀察0 ℃沖擊試樣的斷口形貌。按GB/T 228—2002用INSTRON 4204電子機(jī)械試驗(yàn)機(jī)檢測(cè)試制卷板的力學(xué)性能,并按GB/T 229—2009和GB/T 232—1999分別進(jìn)行夏比沖擊和彎曲試驗(yàn)。為了解生產(chǎn)季節(jié)是否影響鋼板性能,對(duì)冬季和夏季生產(chǎn)的鋼板各抽取50件樣進(jìn)行拉伸試驗(yàn)。
在生產(chǎn)現(xiàn)場(chǎng)對(duì)鋼板進(jìn)行焊接試驗(yàn),采用平板對(duì)接,不開坡口,焊接試驗(yàn)工藝參數(shù)見表2。保護(hù)氣體采用20%CO2+80%Ar(體積分?jǐn)?shù))的混合氣體,熱輸入約8 kJ/cm。最后對(duì)焊縫進(jìn)行拉伸、沖擊、彎曲力學(xué)性能測(cè)試,并對(duì)焊縫區(qū)域進(jìn)行顯微組織觀察。沖擊試驗(yàn)進(jìn)行3次,取平均值。
4 工業(yè)試驗(yàn)結(jié)果與分析
4.1 化學(xué)成分
對(duì)208爐鋼、2 496件產(chǎn)品進(jìn)行了統(tǒng)計(jì)分析。鋼材檢驗(yàn)按批進(jìn)行,每批為同一爐號(hào)、同一軋制工藝、同一質(zhì)量等級(jí)、同一規(guī)格的產(chǎn)品。鋼的化學(xué)成分見表3。試制的700 MPa級(jí)直縫焊石油套管用鋼的化學(xué)成分全部合格。

表2 700 MPa級(jí)石油套管用鋼板的焊接工藝參數(shù)Table 2 Welding process parameters for the 700 MPa- grade steel plates for oil casings
注:環(huán)境溫度為20 ℃,相對(duì)濕度為70%

表3 700 MPa級(jí)石油套管用鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù))Table 3 Chemical composition of the 700 MPa- grade steel for oil casings(mass fraction) %
4.2 顯微組織
700 MPa級(jí)直縫焊石油套管用鋼熱軋卷板的顯微組織如圖1所示。鋼的夾雜物為B1級(jí),顯微組織為鐵素體、珠光體和貝氏體。由于鋼的含碳量約為0.12%,含錳量約1.4%,硫、磷含量均較低,因此珠光體均勻,條帶組織不明顯。根據(jù)相變強(qiáng)化原理,鐵素體、珠光體和貝氏體共存的鋼,控制前段冷卻速度可有效增加貝氏體和鐵素體量,適當(dāng)減少珠光體量,有利于減小屈強(qiáng)比。本文研制的鋼的貝氏體轉(zhuǎn)變開始溫度約為600 ℃,軋制后分兩段冷卻,先以23~33 ℃/S冷卻至590~650 ℃,目的是得到一定量的鐵素體和貝氏體(見圖1(c)),然后再以40~60 ℃/S冷卻至400~480 ℃卷取,得到的鐵素體和貝氏體體積分?jǐn)?shù)分別為15%~20%、30%~35%,其余為珠光體,這種組織的鋼板屈強(qiáng)比不大于0.70。

圖1 700 MPa級(jí)石油套管用鋼的夾雜物(a)和顯微組織(b、c)Fig.1 Inclutions (a) and microstructures (b,c) in the 700 MPa- grade steel for oil casings
4.3 斷口形貌
700 MPa級(jí)石油套管用鋼0 ℃沖擊試驗(yàn)試樣的斷口形貌如圖2所示。由圖2可見,低倍斷口有少量塑性變形(見圖2(a)),斷口四周微觀形貌具有韌窩特征(見圖2(b)),斷口心部微觀形貌具有解理特征(見圖2(c))。總體上,試制卷板的0 ℃沖擊斷口四周均具有韌窩特征,僅心部為準(zhǔn)解理斷口,因此試制卷板的沖擊韌性較好。

圖2 700 MPa級(jí)石油套管用鋼0 ℃沖擊試驗(yàn)試樣的斷口形貌Fig.2 Patterns of fracture of impact specimen of the 700 MPa- grade steel for oil casings after impact testing at 0 ℃
4.4 力學(xué)性能
試制卷板的力學(xué)性能如表4所示。不難看出,與夏季生產(chǎn)的鋼板相比,冬季生產(chǎn)的鋼板抗拉強(qiáng)度、屈服強(qiáng)度較高,沖擊韌性和斷后伸長(zhǎng)率有所降低。但二者的抗拉強(qiáng)度都達(dá)到了710 MPa以上,屈服強(qiáng)度420 MPa以上,屈強(qiáng)比均不大于0.70,硬度約280 HB,斷后伸長(zhǎng)率均穩(wěn)定,韌性也較好,冷彎試驗(yàn)全部合格。該卷板要求在降低屈強(qiáng)比的同時(shí)達(dá)到700 MPa級(jí)的強(qiáng)度,因此應(yīng)以提高鋼的抗拉強(qiáng)度為主。抗拉強(qiáng)度一般取決于屈服強(qiáng)度,其次與形變強(qiáng)化作用有關(guān)[13- 14]。鐵素體與貝氏體都有較大的形變強(qiáng)化率,因此控制鐵素體和貝氏體量即可獲得較低的屈強(qiáng)比,本文結(jié)果證實(shí)了這一點(diǎn)。

表4 700 MPa級(jí)石油套管用鋼板的力學(xué)性能Table 4 Mechanical properties of the 700 MPa- grade steel plates for oil casings
本文研制的鋼是通過軋后冷卻工藝調(diào)控鐵素體和貝氏體的比例以降低屈強(qiáng)比的,其機(jī)制為:鋼板在外力作用下,由于晶粒取向不同,與外力方向相差較小的鐵素體晶粒先滑移,隨后開動(dòng)相鄰晶粒中的位錯(cuò)源或使不動(dòng)位錯(cuò)變?yōu)榭蓜?dòng)位錯(cuò),產(chǎn)生變形初期的屈服延伸。當(dāng)位錯(cuò)運(yùn)動(dòng)至晶界受阻,在晶界產(chǎn)生應(yīng)力集中時(shí),位錯(cuò)滑移難以繼續(xù),易在第二相產(chǎn)生空洞,形成頸縮。當(dāng)遇到強(qiáng)度較高的硬相貝氏體時(shí),軟相產(chǎn)生的應(yīng)力集中達(dá)到了硬相形變所需應(yīng)力,將使硬相屈服,這時(shí)軟相應(yīng)力集中得到釋放,推遲了頸縮的形成,使斷裂不易發(fā)生,斷裂前的形變量也較大,表現(xiàn)為斷后伸長(zhǎng)率的增大。因硬相貝氏體強(qiáng)度高,使材料流變應(yīng)力增大,即提高了材料的屈服強(qiáng)度,也就降低了屈強(qiáng)比,達(dá)到小于0.70的目標(biāo)。
5 焊接性能
鋼板焊接接頭的宏觀形貌和不同部位的顯微組織見圖3、圖4。焊縫的形貌規(guī)則,顯微組織由先共析體鐵素體和貝氏體組成(見圖4(a))。圖4(b)為熱影響區(qū)微觀組織,由鐵素體、貝氏體和少量馬氏體相組成,貝氏體明顯粗大,馬氏體呈板條狀。圖4(c)為母材組織,為鐵素體、珠光體和貝氏體,其形態(tài)與軋制工藝密切相關(guān)。
焊縫的力學(xué)性能檢驗(yàn)結(jié)果如表5所示。表5數(shù)據(jù)表明:焊接件斷裂在母材部位,抗拉強(qiáng)度大于730 MPa,焊縫沖擊吸收能量大于60 J,正反彎曲試驗(yàn)均合格(d=25 mm,彎曲角度180°),說明焊縫部位和熱影響區(qū)性能優(yōu)異,高于母材,具有實(shí)用價(jià)值,可批量用于實(shí)際工程。
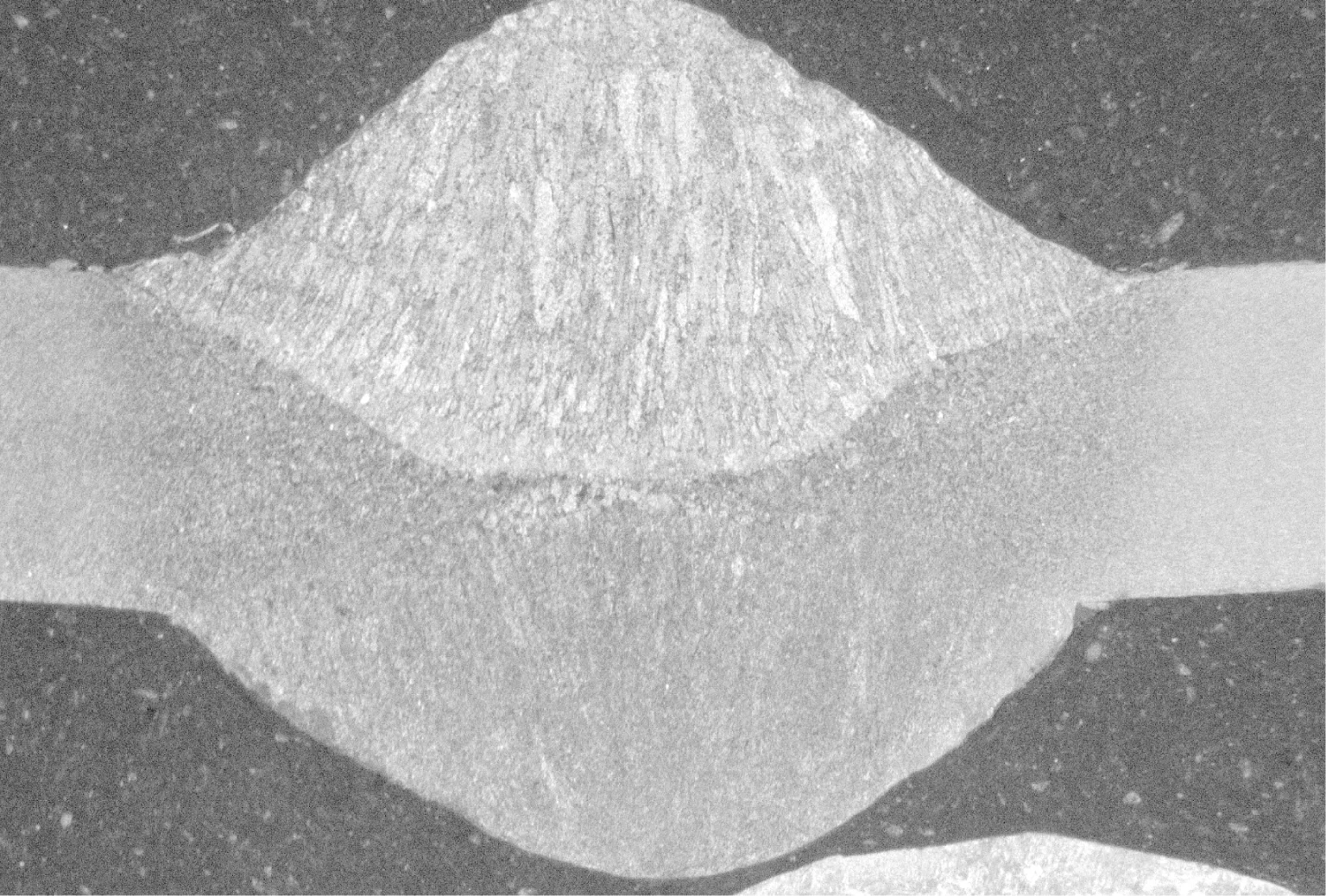
圖3 700 MPa級(jí)石油套管用鋼板焊接接頭的宏觀形貌Fig.3 Macrograph of welded joint of the 700 MPa- grade steel plate for oil casings

圖4 700 MPa石油套管用鋼板焊縫(a)、熱影響區(qū)(b)和母材(c)的顯微組織Fig.4 Microstructures of weld (a), HAZ (b) and base metal (c) of the 700 MPa- grade steel plate for oil casings

表5 700 MPa級(jí)石油套管用鋼板焊縫的力學(xué)性能Table 5 Mechanical properties of weld of the 700 MPa- grade steel plate for oil casings
6 結(jié)論
(1)700 MPa級(jí)石油套管用鋼板采用低碳設(shè)計(jì),添加鈦、氮等微合金化;采用軋后兩段冷卻工藝,可有效控制鋼板的鐵素體、貝氏體和珠光體量。
(2)試制鋼板的顯微組織為鐵素體、珠光體和貝氏體,鐵素體和貝氏體的體積分?jǐn)?shù)分別為15%~20%和30%~35%,可使鋼的屈強(qiáng)比小于0.70。
(3)試制鋼板力學(xué)性能良好,沖擊試樣斷口形貌以韌窩、少量準(zhǔn)解理為主,采用低碳成分有效提升了鋼板的焊接性能,氣保焊焊件的焊縫組織均勻,拉伸斷裂在母材部位,可批量應(yīng)用于實(shí)際工程。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07