高氮無鎳奧氏體不銹鋼的激光輻照組織
2020-05-29 09:44:16翁建寅寧小智鮑賢勇
上海金屬 2020年3期
關鍵詞:不銹鋼
翁建寅 彭 偉 寧小智 鮑賢勇 李 北 董 瀚,
(1. 鋼鐵研究總院,北京 100081; 2. 飛亞達(集團)股份有限公司,廣東 深圳 518057;3. 上海大學材料科學與工程學院,上海 200444)
眾所周知,在工礦領域及餐具、首飾、手表、醫(yī)療器械等的制造方面,不銹鋼的應用均非常廣泛。在不銹鋼發(fā)展的早期,含氮不銹鋼的研究并沒有得到重視,直到1912年才有氮對鋼力學性能和奧氏體穩(wěn)定性的影響的文獻報道。1926年,有研究者報道了氮對鉻和鐵鉻合金的影響。從20世紀30年代開始,陸續(xù)有人進行了將氮加入鐵鉻合金以提高其強度的研究。二戰(zhàn)期間,鎳資源的短缺使以氮代鎳穩(wěn)定奧氏體成為研究的熱點。采用AOD爐法(氬氧脫碳法)能使氮作為合金元素,從而使含氮不銹鋼得到了推廣應用,氮的加入和控制問題也基本解決。特別是在奧氏體不銹鋼中,通過調(diào)整氮和錳的含量來替代鎳,甚至將鎳的質(zhì)量分數(shù)降低至0.1%以下,可生產(chǎn)出質(zhì)優(yōu)價廉的高氮不銹鋼,即高氮無鎳奧氏體不銹鋼。近年來的研究表明鎳對人體有潛在的危害,所以對用于制造手表、首飾等生活用品的不銹鋼,規(guī)定每周滲入皮膚的鎳量不得超過0.5 μg/cm2[1]。
高氮CrMnMo奧氏體不銹鋼是一種新型結(jié)構(gòu)材料[2],具有優(yōu)異的強韌性、耐點蝕和應力腐蝕性能,且無磁性[3],但強度提高的同時其塑性和韌性將降低[4]。氮以間隙固溶原子的形式存在,有顯著的固溶強化作用。氮含量的不同會影響鋼的奧氏體穩(wěn)定性、熱膨脹性及磁性等[5]。目前,對節(jié)鎳型含氮不銹鋼的研究主要集中在冶煉環(huán)節(jié)[6- 9],有關加工和焊接性能的研究較少。
對于高氮無鎳奧氏體不銹鋼的研究,除要關注其沖壓成形性能、機加工性能外,零件之間的連接也應予以關注,如手表的表耳與表殼之間的激光焊接等。無鎳高氮奧氏體不銹鋼的焊接比較復雜。東北大學李磊等[10]研究了攪拌摩擦焊接的高氮奧氏體不銹鋼的組織和性能。然而,對于儀表等精密零件,需要采用精細的激光焊接工藝。
本文對無鎳高氮奧氏體不銹鋼試樣進行了激光輻照,采用金相檢驗和EBSD分析了熔化區(qū)和熱影響區(qū)的組織,可為高氮無鎳奧氏體不銹鋼的激光焊接提供參考。
1 試驗材料與方法
采用50 kg真空增壓感應爐冶煉試驗用鋼電極,然后進行電渣重熔。研究用鋼的化學成分如表1所示。為了消除偏析,將鋼錠在1 250 ℃保溫10 h后鍛成40 mm×40 mm的棒料。將試棒在1 100 ℃保溫1 h水冷固溶處理,隨后冷軋,壓下量為40%。對冷軋后的試樣進行激光輻照。

表1 試驗用鋼的化學成分(質(zhì)量分數(shù))Table 1 Chemical composition of the tested steel (mass fraction) %
將冷軋態(tài)試樣打磨并用酒精清洗。激光輻照的功率分別為1、1.5和2 kW,激光束的移動速度為45 mm/s,離焦量為0 mm,氬氣保護,流量為25 L/min。將經(jīng)激光輻照的試樣橫向(垂直于輻照方向)切斷,打磨、拋光,用王水腐蝕,進行金相檢驗。采用TSL- OIM- Analysis軟件對輻照區(qū)進行背散射電子衍射(EBSD)分析。采用FM- ARS9000型顯微硬度計測定輻照區(qū)的硬度,試驗力50 g,測10點取平均值。
2 試驗結(jié)果與討論
2.1 顯微組織
圖1為經(jīng)不同功率激光輻照射的試樣的橫截面組織。從圖1(a)可以看出,顏色較深、上寬下窄的區(qū)域為熔池,為鑄態(tài)組織。熔池與淺色區(qū)域的分界線為熔合區(qū)。與熔合區(qū)鄰近的為熱影響區(qū)(再結(jié)晶區(qū)),其寬度隨著熔池寬度的增大而增大。熱影響區(qū)之外的部位有許多滑移帶。以1.5 kW激光輻照的試樣,熔池的深度和寬度都顯著增大(圖1(b))。繼續(xù)增大激光功率至2 kW,熔池深度沒有顯著變化。
圖1中典型區(qū)域的尺寸如表2所示。顯然,隨著激光功率的增大,輻照區(qū)熔池的最大寬度和深度均增大。
圖2為用1 kW激光輻照的試樣的熔池組織。圖2(a)的鑄態(tài)組織特征明顯,柱狀晶垂直于熔合線向熔池中心生長。圖2(b)表明,鑄態(tài)組織中有很多精細結(jié)構(gòu),大多呈圓球狀,有些呈條狀。
圖3為熔合區(qū)組織。圖3(a)為熱影響區(qū)較寬的部位,熔合區(qū)也較寬,約10 μm;熔合區(qū)之外是再結(jié)晶等軸晶粒,還有孿晶。而在熱影響區(qū)較窄的部位(圖3(b)),熔合區(qū)另一側(cè)的變形組織中有柱狀晶。
圖1~圖3中典型區(qū)域的硬度如表3所示。顯然,用不同功率激光輻照的試樣,其硬度都是熔池區(qū)最低,熔合區(qū)次之,再結(jié)晶區(qū)最高。
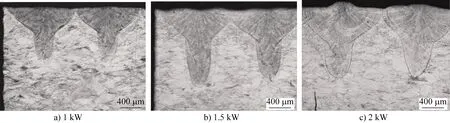
圖1 以不同功率激光輻照的試樣的橫截面形貌Fig.1 Marcrographs of cross- section of the specimens irradiated by different powers of lasers

表2 激光輻照區(qū)典型部位的尺寸Table 2 Size of typical positions in the laser irradiated area
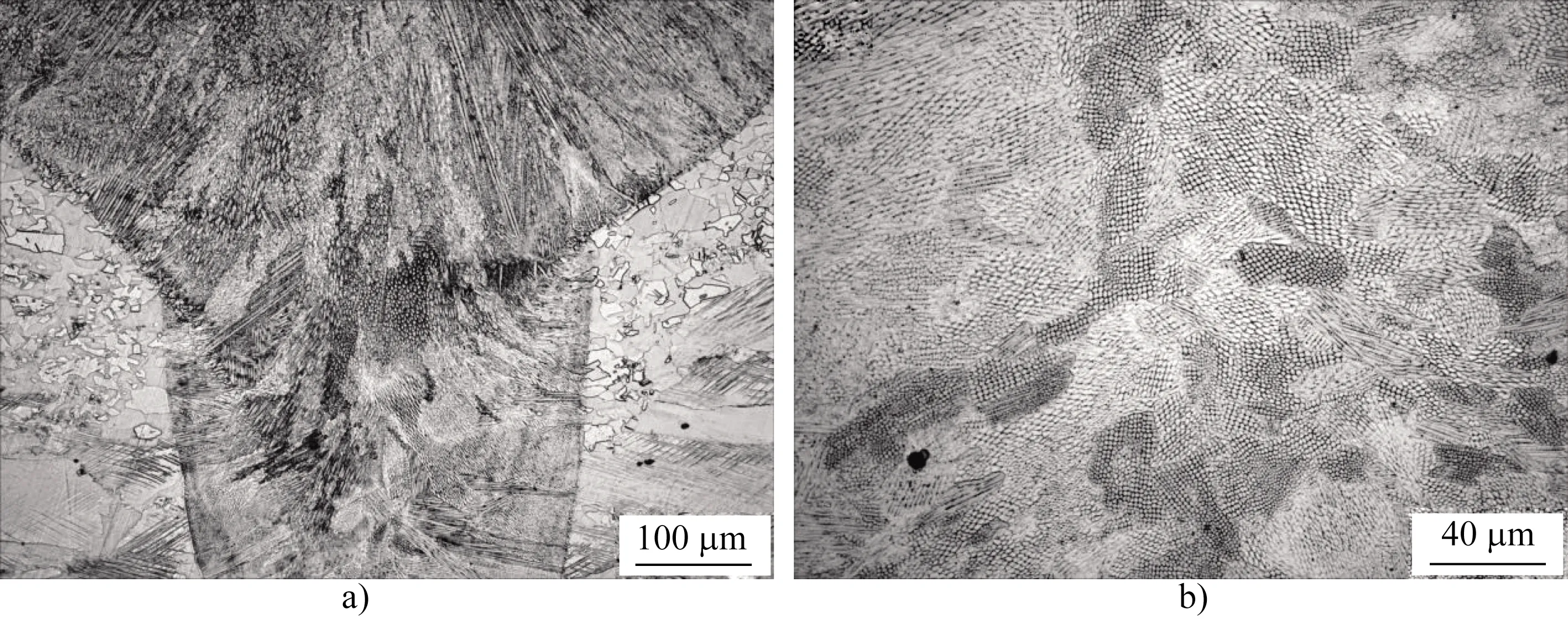
圖2 熔池內(nèi)組織Fig.2 Microstructures in the weld pool
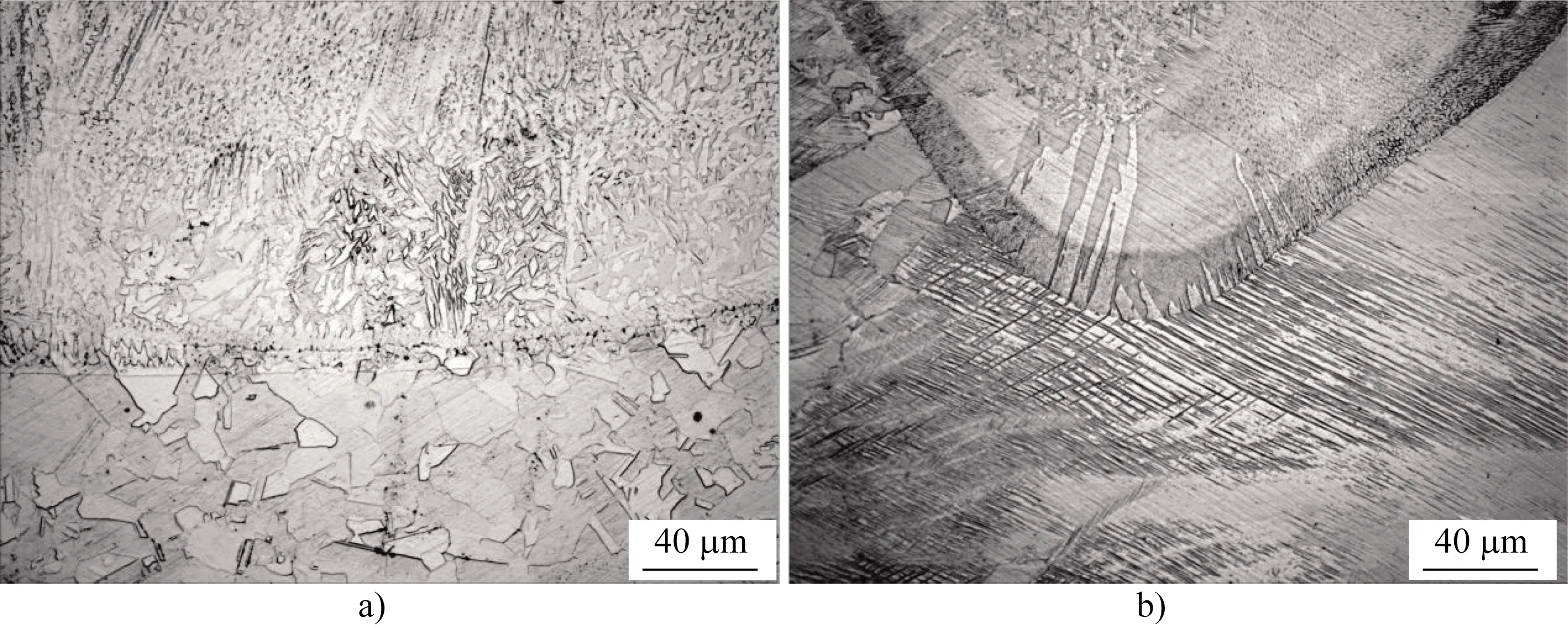
圖3 熔合區(qū)組織Fig.3 Microstructures in the fusion area

表3 激光輻照區(qū)不同部位的硬度Table 3 Hardness of different positions in the laser irradiated area HV0.2
2.2 背散射電子衍射(EBSD)圖
為了更清晰地表征激光輻照組織,對試樣進行了EBSD分析,結(jié)果如圖4~圖8所示。
圖4為用1 kW激光輻照的試樣熔池底部的電子背散射衍射圖。圖4(a)為菊池襯度圖,熱影響區(qū)之外晶粒內(nèi)有大量的滑移帶。由于晶格扭曲嚴重,菊池襯度圖顏色較深。圖4(a)上部為熔池區(qū),由于位錯密度較低,晶界原子排布較規(guī)律,襯度較淺。圖4(b)為對應的取向波動圖,與圖4(a)相符,變形區(qū)的取向波動值較大,熔池區(qū)的較小。圖4(c)為對應的IPF圖,可以清晰地區(qū)分變形基體、細小等軸晶的熱影響區(qū)和柱狀晶嚴重的熔池區(qū)。圖4(d)為顯示晶界的IPF圖,大角晶界為黑色線條,小角晶界(2°~15°)為灰色線條,孿晶界為白色線條。用五角星表示的晶粒是在變形基體中長大的,一部分為變形態(tài),另一部分為鑄態(tài)。
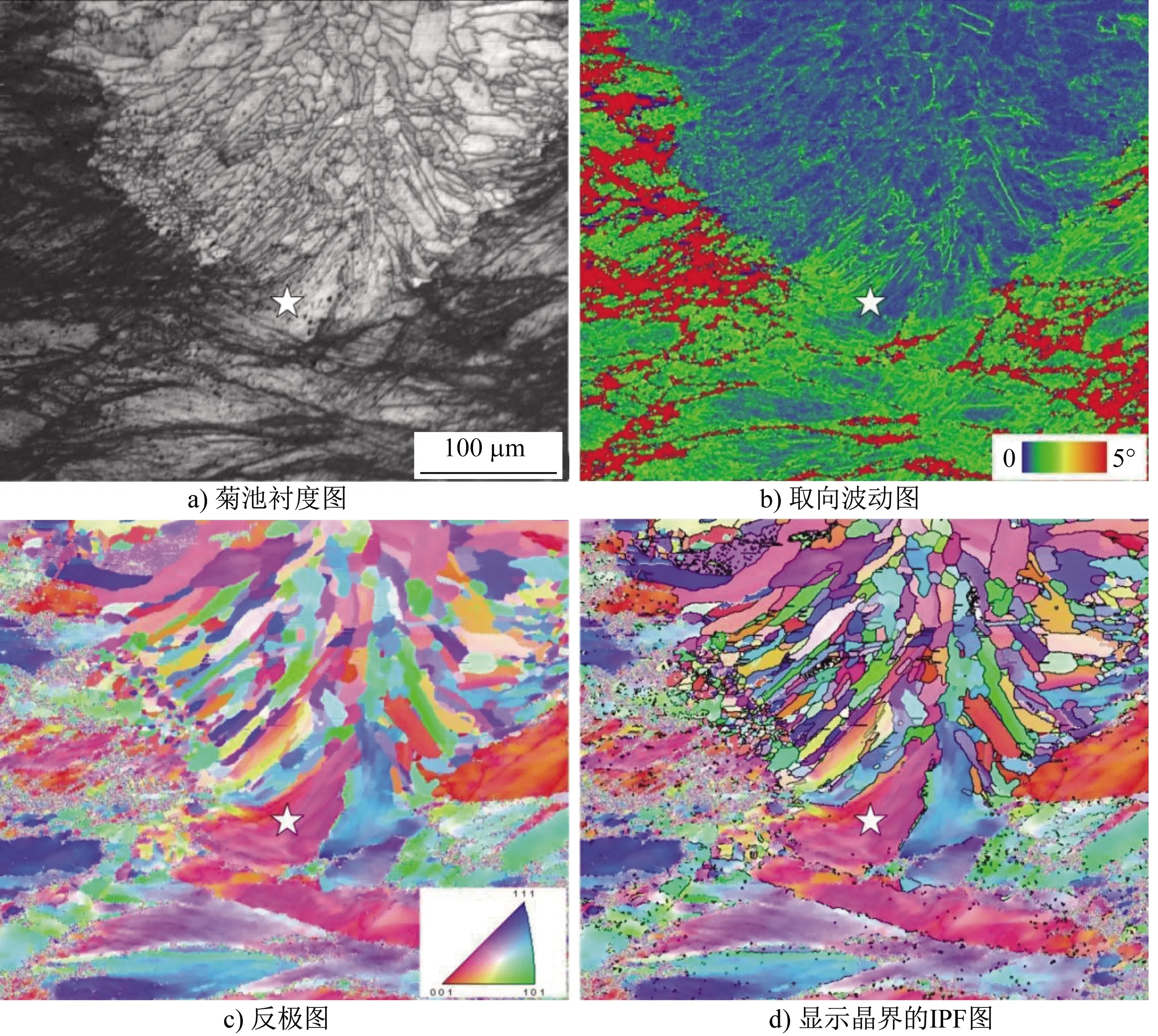
圖4 激光輻照熔合區(qū)的電子背散射衍射圖Fig.4 EBSD patterns of fusion area in the laser irradiated zone
圖5為熔池的EBSD圖,大致與圖2(b)的域?qū)D5(a)為菊池襯度圖,有很多的精細結(jié)構(gòu),基本呈球狀,直徑2~10 μm,這與圖2(b)中的形貌和尺寸相符,但尚不能確定是晶粒還是亞晶。圖5(b)為對應的取向波動圖,黃色區(qū)域的取向波動值較大,通常這種黃色線條對應晶界、孿晶界和亞晶界。由圖5(c)所示的IPF圖可知,大部分區(qū)域的晶體取向相近,反映在其顏色相近。圖5(d)為顯示晶界的IPF圖,表明有大量的亞晶,這些亞晶組成了尺寸較大的晶粒,孿晶界很少。
圖6為圖5所示區(qū)域的取向差分布圖。從圖6可知,2°~15°的小角晶界約占50%以上,60°左右的孿晶界很少。
圖7為熔池內(nèi)另一視場的EBSD圖,組織特征與圖5中的類似。圖8為圖7對應區(qū)域的取向差分布圖。從圖8可知,2°~15°的小角晶界約占50%以上,60°左右附近的孿晶界也很少。
2.3 討論
激光焊接的能量密度高、熱影響區(qū)窄,因此可以不留間隙、不開坡口、不添加或少添加填充金屬。本文研究獲得的激光輻照區(qū)的顯微組織可供激光焊接時參考。由圖2~圖4可知,高氮無鎳奧氏體不銹鋼激光輻照區(qū)熔池內(nèi)無氣孔,熔池和熔合區(qū)均無裂紋。這表明其原理類似激光輻照的激光焊接適用于高氮無鎳奧氏體不銹鋼。
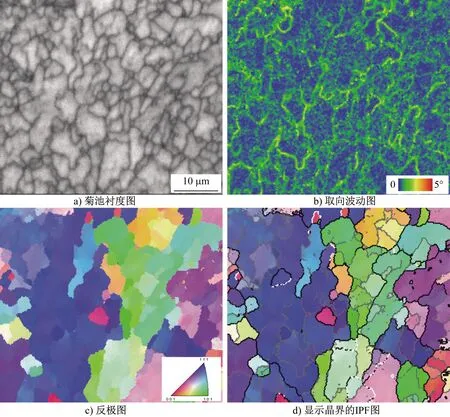
圖5 激光輻照區(qū)熔池的電子背散射衍射圖Fig.5 EBSD patterns of weld pool in the laser irradiated zone
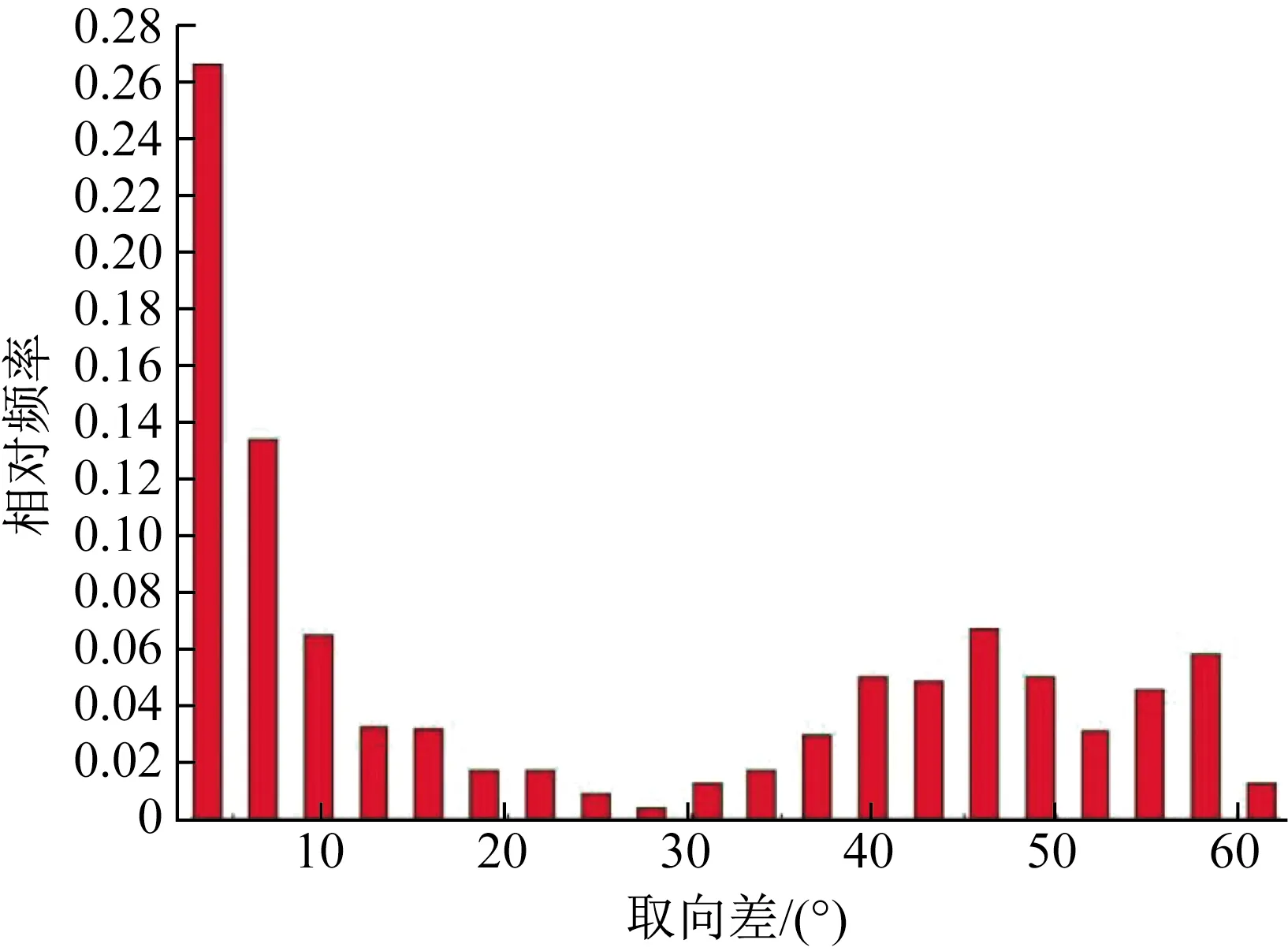
圖6 熔池內(nèi)的取向差分布圖Fig.6 Distribution map of orientation difference in the weld pool
熔池的最大深度就是激光輻照的最大尺寸。由表2可知,功率為1 kW的激光輻照高氮無鎳奧氏體不銹鋼的輻照深度達2.7 mm,而2 kW的激光輻照深度可達3.9 mm。然而,由圖1可知,熔池和熱影響區(qū)的寬度均為上寬下窄,這樣的熔池形狀易造成激光焊接焊縫不同部位的溫度不均勻,從而產(chǎn)生熱應力,甚至導致焊件翹曲。因此,精密的高氮無鎳奧氏體不銹鋼結(jié)構(gòu)可采用雙面焊工藝焊接。
由表3可知,熔池區(qū)域柱狀晶的硬度最低。雖然熔池區(qū)有大量亞晶,但取向差較小(圖6和圖8),加之晶粒較粗大,所以硬度較低。圖3和圖4均表明熔池凝固時柱狀晶向焊縫中心生長,因此,如果基體的晶粒細小,熔池區(qū)的晶粒也將細小。
3 結(jié)論
(1)激光輻照的高氮無鎳奧氏體不銹鋼熔池形狀為上寬下窄;以1和2 kW功率激光輻照的鋼,熔池的最大深度分別為2.7和3.9 mm。該結(jié)果可供表殼等產(chǎn)品的激光焊接參考。
(2)以不同功率激光輻照的高氮無鎳奧氏體不銹鋼,熔池區(qū)的硬度最低,為320 HV0.2左右;熱影響再結(jié)晶區(qū)硬度較高,為350 HV0.2左右。熔池內(nèi)有大量的亞晶,大部分取向差為2°~5°。
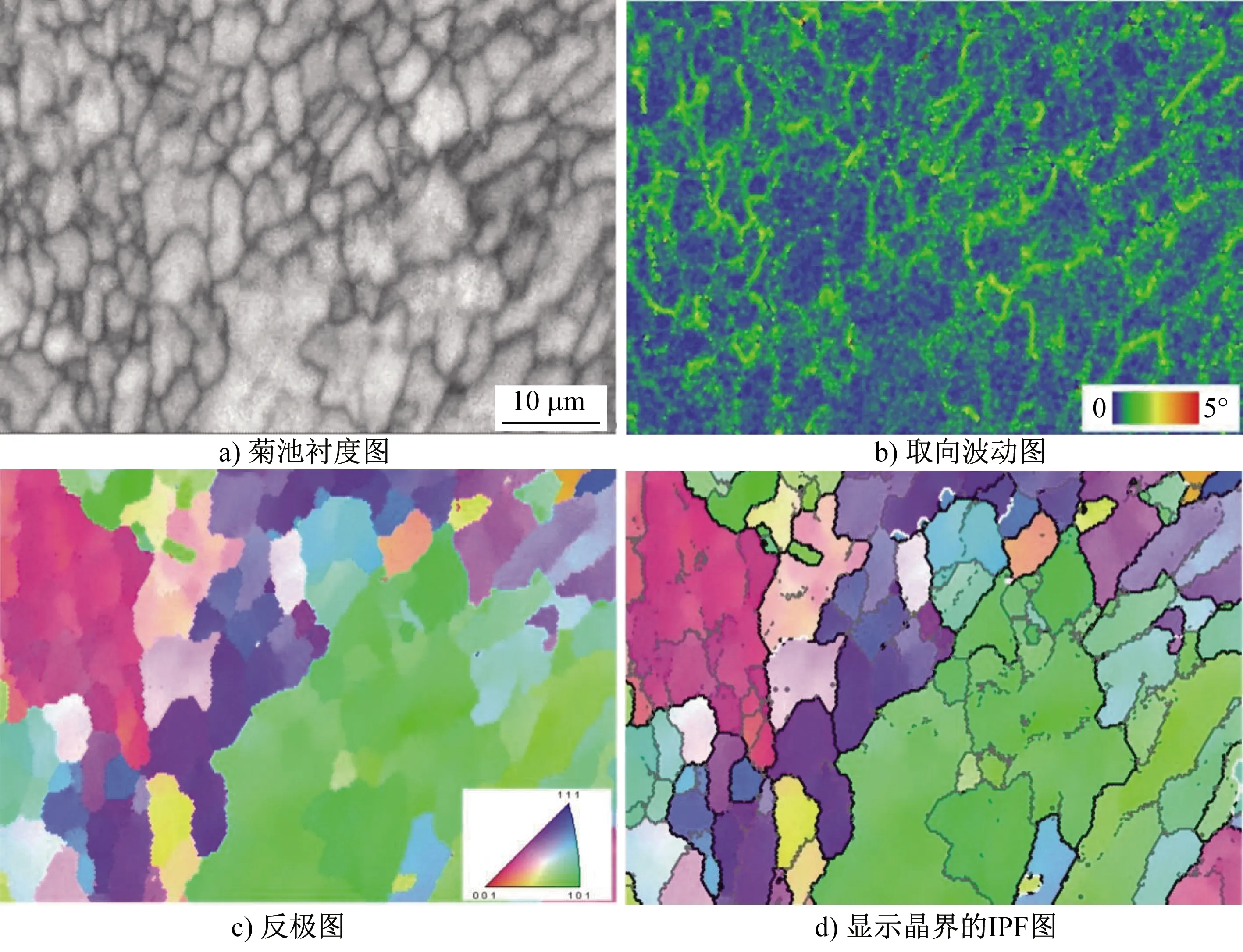
圖7 激光輻照區(qū)熔池的EBSD圖Fig.7 EBSD patterns of weld pool in the laser irradiated zone
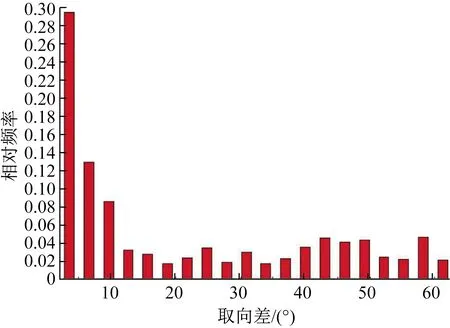
圖8 取向差分布圖Fig.8 Distribution map of orientation difference
(3)激光輻照區(qū)熔池以柱狀晶向焊縫中心生長的方式凝固,因此細化基體晶粒有利于細化熔池晶粒,使熔池區(qū)的硬度與熱影響區(qū)的硬度接近,有利于打磨拋光,從而有效提高手表殼等產(chǎn)品的外觀質(zhì)量。
猜你喜歡
趣味(數(shù)學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16