一種變壓器分層式半匝連續式線圈的制造方法及設計應用
2020-05-27 12:15:10李祖
通信電源技術 2020年6期
李 祖
(河北保定天威集團特變電氣有限公司,河北 保定 071056)
0 引言
隨著國家電力系統的建設速度加快、建設規模加大,變壓器行業競爭也越發激烈,國內變壓器制造企業也在迅速增長,這給設計、制造過程帶來了許多新的挑戰。優化結構設計,引進新設備、新工藝,推進標準化制造是現階段制造變壓器降低成本、提高質量的有效手段。在設計線圈結構時,不拘泥于傳統的連續式線圈的設計方法和繞制方法,改進普通連續式線圈的先匝、并聯導線的排列方式,不僅能降低線圈輻向、軸向等尺寸減少材料使用量,而且能進一步推進線圈設計的標準化。但是新方法操作和制作過程較傳統連續式線圈有所不同,所以本文就將具體的制造方法進行介紹和闡述。
1 繞制過程
線圈繞制過程根據具體線圈結構(半匝連續段與普通連續段交替方式)不同,通常有兩種繞制方式,本文繞制方式圖解里為簡化理解和講述,將2n根并聯導線的n取值為1 進行講解說明。另本文介紹方法為采用立式繞線機繞制過程,有與臥式繞線機繞制不同處,文中單獨進行說明。
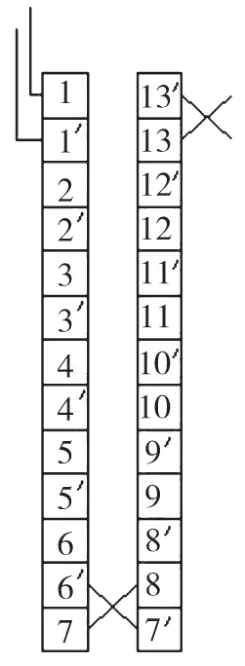
圖1 半匝連續式匝數示意圖
1.1 方法1
1.1.1 反餅繞制方法
先取出并聯導線(總并繞根數2)1 根延繞線模繞制一圈(即0.5 匝),然后將另外的1 根導線同時并聯繞制(見圖2),直至繞制到圖紙中要求匝數,換位翻餅,拉緊線餅后此反餅繞制完成。
1.1.2 正餅繞制方法
并聯導線底部交叉換位,2 根導線同時并聯繞制正餅,在繞制到比規定匝數多0.5 匝時,將外徑側1 根并聯導線取下(臥式繞線機先換位,然后將外徑側1根導線放楔形墊條上繞制一圈,作為下一個反餅的0.5匝),此時取下的1 根并聯導線作為下一個反餅的第一個0.5 匝(見圖3),然后對正餅的2 根并聯導線進行換位,這時半匝連續式的一個連續單元繞制完畢。

圖3 方法1 的正餅繞制示意圖
1.2 方法2
1.2.1 反餅繞制方法
將2 根并聯導線一起固定在繞線模上,繞制反餅臨時餅,繞制到要求繞匝數多0.5 匝時并聯導線不換位,直接翻餅,將線餅最內側的2 根并聯導線分成1 根拿出一圈作為下一正餅側的0.5 匝(見圖4),再對所有并聯導線底部交叉換位,線餅拉緊。

圖4 方法2 的反餅繞制示意圖
1.2.2 正餅繞制方法
所有并聯導線同時繞制正餅,繞制到規定匝數,然后導線線交叉換位,這時半匝連續式的一個連續單元繞制完畢。
2 應用實例
以一臺SFPSZ9-120000/220 變壓器為例,該產品需要改變高低壓變比,為了節約改造成本只更換高壓線圈,高壓線圈總匝數減少到746 匝,在不改變線圈整體結構的情況下如果采用之前的普通連續式結構線圈高度會大幅縮減,影響電抗高度,在此臺產品中采用了38 段分層式半匝連續式線餅與78 段普通連續式結構,通過細微調整導線線規做到了改造前線圈相同的電抗尺寸,極大地減少了重新設計的時間,降低了修造成本。
3 結論
變壓器結構的優化和制作技術的提高是相輔相成的,新的設計理念也要相應的伴隨著新的制造方法,尤其是變壓器線圈結構種類眾多,改進、創新點也有很多值得深耕細作進行發掘的地方。本文介紹的半匝連續式線圈只是此種類型線圈的一種基本制造結構單元,它還能與屏蔽、糾結等形式線圈進行結合設計制造,演變出更多的應用方法,依托不斷的改進和創新提高生產效率和產品質量、降低產品制造成本。
猜你喜歡
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
藝術啟蒙(2018年7期)2018-08-23 09:14:18
通信電源技術(2018年3期)2018-06-26 06:33:30
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56