三相交流1 140 V/660 V 自適應直流逆變弧焊機的原理分析
2020-05-27 12:15:32史永輝祝大焦劉懷蓮
通信電源技術 2020年6期
關鍵詞:信號
史永輝,祝大焦,劉懷蓮
(棗礦集團供電工程處,山東 棗莊 277000)
1 1 140 V/660 V 電焊機原理分析
1.1 電焊機工作原理
目前,在1140 V 電壓電源上還沒有正式的逆變焊接電源產品,針對使用該電源的用戶,研發設計專用電壓等級的逆變焊接電源,滿足用戶在1 140 V 電壓的情況能夠進行焊接工作,減少了用戶增加1 140/380 V變壓器及增設380 V 供電線路的困擾。
該機具有良好的電氣性能,如恒流輸出,使輸出電弧平穩;動態反應快、對電網波動具有自動補償作用;精確的無級電流預設定,數顯表顯示;焊機設有推力、弧長、熱起弧、焊條防粘等功能。
逆變焊機的原理是將三相380 V 電源進行整流濾波形成平穩的直流,經過IGBT 逆變形成高頻的電源,再經過中頻變壓器降壓升流,最后整流形成直流供焊接。在逆變環節采用PWM 控制IGBT 的通斷而進行電流調節[1]。
逆變焊機各模塊構成如圖1 所示。
本焊機具有如下特點:
(1)采用了串聯降壓的方式重新構建整流橋堆;
(2)結合IGBT 的分壓特點,及1140 V 的電壓等級采用串聯分壓的方式構成逆變器件;
(3)濾波回路由原來的電解電容濾波改為無極性電容的濾波方式,提高了功率因數;
(4)驅動方式由原來的驅動板直接驅動改為負電壓驅動。
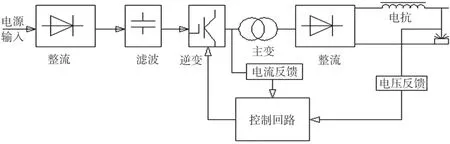
圖1 電焊機各模塊構成圖
2 逆變焊機中常用的主電路結構形式分析
2.1 單端正激式電路
許多小功率逆變焊機主電路采用單端正激電路,電路結構如圖2 所示。
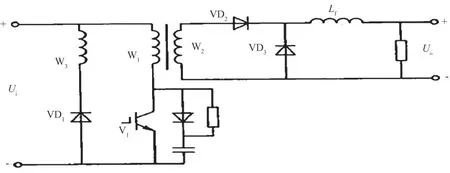
圖2 單端正激電路
此電路的特點是電路中僅有一個功率開關器件,電路簡單,功率開關器件不會發生直通現象,易于保護,但功率變壓器工作于一個象限中,利用率較低,功率容量不易做大,鉗位繞組的漏抗會在功率開關器件上引起較高的電壓尖峰[2]。
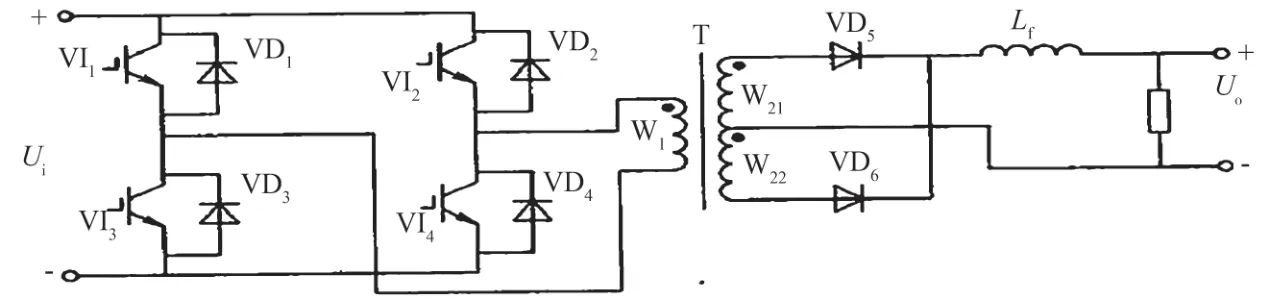
圖3 橋式逆變電路
2.2 橋式電路
橋式逆變電路結構如圖3 所示。
橋式逆變電路由4個功率開關器件和變壓器組成,每個功率開關器件中的電流相比半橋式電路都減少一半,可以做成較大功率的逆變焊接電源,輸出400 A以上的焊接電源基本上采用了這種電路結構。
3 電焊機控制分析
逆變電焊機是隨著電力電子技術發展起來的,總的控制方式采用了脈沖寬度調節PWM 技術,控制逆變后波形的占空比,從而改變輸出電流大小的控制。脈沖寬度調制是一種模擬控制方式,其根據相應載荷的變化來調制晶體管基極或MOS 管柵極的偏置,來實現晶體管或MOS 管導通時間的改變,從而實現開關穩壓電源輸出的改變。
PWM 控制技術以其控制簡單,靈活和動態響應好的優點而成為電力電子技術最廣泛應用的控制方式,也是人們研究的熱點[3]。
對于控制系統,實時性保護是電焊機可靠工作的必要保證。該保護具有反應快,在保護動作后,電焊機即可停止工作。
3.1 電流調節原理分析
該弧焊機,有開始的調節電流電壓給定Ug,推力電流給定Ut,電壓反饋信號U0,構成電流的初始調節信號Ua。其相加的數學模型為Ua=K1Ug+K2Ut+K3U0。其中的參數K1、K2、K3由電路參數決定。當合成的信號經過PI 放大延遲后換相后,生成信號Ug1,與反饋的電流信號(經過分流器轉換為的電壓信號)Ui相加后,再經過PI 延遲生成PWM 的輸入信號U2。其相加的數學模型為U2=k4Ug1+k5Ui。其中的參數k4、k5電路參數決定。
3.2 電流顯示電路原理分析
取得電流調節電壓給定Ug1,調節最小電流給定電壓Ux,最大電流調節給定電壓Ud,構成電流顯示信號U3。其相加的數學模型為U3=k6Ug1+k7Ux。其中的參數k6、k7由電路參數決定。當合成的信號經過PI 放大延遲后換相后,生成信號Ug2,與最大電流調節信號相加后,再經過PI 延遲生成電流表顯示的輸入信號U4。其相加的數學模型為U4=k8Ug2+k9Ud。其中的參數k8、k9電路參數決定。
3.3 電壓反饋回路原理分析
電壓反饋回路是直接從電焊機的輸出端取電壓信號,經過濾波,電阻分壓,穩壓后,輸入由二個運放比較器構成的比較電路,每個比較器都有各自的參考電壓。推力軟開關控制,當反饋的電壓信號大于5.9 V時,此電路輸出低電平,將軟開關關斷。防粘回路控制,當反饋信號小于3.54 V 時,將電流給定信號拉低。
3.4 驅動電路原理分析
電焊機的驅動板采用單端正激電路加電路轉換的工作方式,用PWM 兩個通道的驅動信號,驅動兩個場效應管(MOSFET),產生兩個驅動信號經隔離變壓器后傳給下級變換電路,隔離變壓器變比為1:1:1。由于PWM 的兩個通道的驅動信號相差4 μs,又由于每個隔離變的二個二次線圈都是相同繞指方向,因此只是時間上相差4 μs。
4 結論
本文介紹了一種在1 140 V/660 V 電壓電源逆變焊機的原理,該焊機適應于煤礦專用電壓等級。從1 140 V/660 V 電焊機的整體機構入手,通過介紹電焊機主電路工作形式、控制電路、驅動電路、保護電路的工作原理,對該電壓等級下的電焊機原理進行了分析,能夠解決電焊機電壓與煤礦電壓等級不一致的問題,為工業生產做出貢獻。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06