轉向架小直徑螺紋通孔焊修的工藝改善
2020-05-26 09:28:24倪宇峰賈榮輝郭文俊
大眾科學·上旬 2020年5期
倪宇峰 賈榮輝 郭文俊


摘 要:本論文主要介紹了一種小直徑螺紋通孔的焊修方法,針對轉向架生產檢修過程小直徑螺紋通孔焊修的焊接難度較高,焊接缺陷較多的問題,從螺紋孔直徑和通孔結構兩方面分析了問題存在的原因,并提出了擴孔和底部增加焊接墊片的改善方法,解決了焊接難度較大,焊接缺陷較多的問題,有效提高了產品質量。
關鍵詞:螺紋孔焊修;焊接缺陷;工藝改善
0.引言
轉向架構架組成作為機車車輛行走部的骨架,起到關鍵的承載和連接的作用,其結構設計較為復雜,且對焊接質量要求較高,在實際生產和檢修過程中易出現各類問題,其中螺紋孔與螺栓不匹配,或螺紋孔內部出現傷絲等情況,通常需要使用焊修的方式對螺紋孔填充,然后進行攻絲,但螺紋孔一般尺寸較小且多為通孔結構,直接焊接的難度較大且產生的焊接缺陷較多,易造成探傷不合格,影響產品質量[1,2]。
1.問題現狀
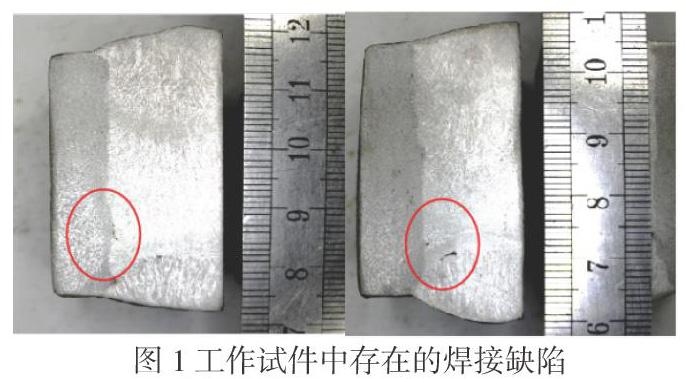
在轉向架實際生產過程中發現制動缸安裝座螺紋孔與安裝螺栓螺紋的螺距不匹配,從而導致安裝螺栓不能正常安裝,目前具備該螺紋孔的構架已生產18個,為節約成本和降低損耗,決定對其進行焊補后攻絲。使用傳統焊修方法通過工作試件對焊縫內部質量進行確認,發現圖中所示未融合,夾渣等缺陷,經多次嘗試,判定傳統的焊修方式不可行。
2.焊接缺陷原因分析及工藝改善
2.1 缺陷原因分析
該螺紋孔徑僅為30 mm而焊槍直徑最小為22 mm,焊縫空間深且狹小,人員在焊接過程中要求焊槍轉換角度較快,且在焊接過程中焊槍噴嘴會阻擋觀察熔池,對員工操作水平要求較高,是造成焊接缺陷的一大原因[3]。
此外該螺紋孔為通孔結構,焊槍在螺紋壁處起弧容易產生未熔合的焊接缺陷,且在焊接過程中容易出現熔滴滴落的問題,焊接的難度較大。
2.2相應工藝改善
為解決螺紋孔較小,焊槍難以深入造成的操作不便,設計對原螺紋孔進行擴孔處理,擴孔后焊槍的擺動和旋轉更加容易,更便于焊接人員操作。
為解決焊接過程中容易出現熔滴從螺紋孔滴落的問題,設計在焊接前將一塊帶坡口的焊接墊板通過支撐工裝放置在螺紋孔底部,并采用單點點固的方式將焊接墊片固定在螺紋孔底部,焊接過程中由墊板中心起弧,可有效避免焊接時的熔滴滴落并減少焊接缺陷。
3.工藝流程及焊修結果
3.1工藝流程
本次焊修及加工的主流程為:擴孔→焊補→打磨→脫漆→加工→攻絲、溜絲、清理、打磨→探傷,各流程的具體施工要求如下。
擴孔:對原制動缸安裝座螺紋孔由M30×3.5-6H擴孔至Φ35。
焊補:①焊補前需要對制動缸安裝座螺紋孔焊接區域周邊打磨部位、螺紋孔、加工部位等進行防護,防止焊接、打磨飛濺對其造成損傷;焊接前注意對焊接位置及周圍進行清理,清除焊接區域內影響焊接質量的油漆、水、油污、鐵屑等雜質。②為保證焊接質量,焊接前在Φ35孔底部增加Φ31周邊55°坡口的焊接墊板。③采用MAG焊進行補焊,焊絲采用CH2-50C6,焊接電流:1層(170-190)A、二層及以上(200-220)A;焊接電壓:一層(19-21)V,二層及以上(24-26)V;保護氣體為80% Ar+20%CO2,氣體流量為(18~22)L/min。 ④嚴格控制層間溫度不大于200℃。焊補過程中每焊完一層都要使用風鏟對焊層進行清理,風鏟還起到去應力的作用,每層清理完成后目視檢查焊縫表面無缺陷。⑤焊接完成后對母材進行清理,目視檢查焊縫及母材表面無缺陷。
打磨:焊接后進行打磨,保證焊補部分與周邊母材圓滑過渡,打磨盡量不要傷母材。
脫漆:為保證焊接質量,對于已完成底面漆的轉向架要對焊接部位周圍進行脫漆處理后才能焊接。
加工:對制動缸安裝座重新加工出M30×2-6H螺紋孔。
攻絲、溜絲、清理、打磨:為保證螺紋孔質量,對加工好的螺紋孔進行手工攻絲、溜絲、清理和打磨。
探傷:對除螺紋部分之外的加工部位進行磁粉探傷檢查,要求探傷部位不得有缺陷痕跡顯示。
3.2焊修結果
采用上述工藝對舊螺紋孔進行焊修和加工,經探傷檢查,18個構架共計36個孔,一次探傷合格。在保證產品質量的同時避免了因螺距不符問題造成的工件報廢,降低了對生產進度的影響。
4.結語
本文針轉向架小直徑螺紋通孔焊修難度較高,焊修后存在較多焊接缺陷的問題進行了工藝改善,通過擴孔和底部增加焊接墊片的方法解決了焊修過程中焊槍擺動、旋轉困難以及熔滴滴落的問題,降低了焊修過程中的操作難度,提升了焊接質量,本文還對焊修過程中需要注意的項點及焊修后相關的加工流程進行了全面的介紹,對于實際生產具有較大的參考意義。
參考文獻
[1] 徐力. 構架螺紋孔檢修工藝探析[J]. 現代工業經濟和信息化.
[2] 龍占云, 張罡. 焊接缺陷對結構強度的影響[J]. 無損探傷(03):10-13+20.
[3] 楊敏杰, 賈榮輝, 商浩, et al. A型地鐵側梁密封焊縫焊接工藝優化[J]. 科技與創新, 2017(5):124-125.