高壓壓氣機盤間螺母裝配方法研究
2020-05-25 02:54:34牛孝霞
科技風 2020年15期
牛孝霞
摘 要:針對航空發動機高壓壓氣機盤間螺母裝配困難、效率低的問題,通過對裝配空間進行分析,總結出小直徑深盤腔結構的特點和限制參數,并確定限制裝配的主要原因。根據TRIZ時間分離原理,將螺母裝配分步進行,在每一階段選擇合適的方法,創造性的將鋼絲結構應用于螺母認帽。解決了小直徑深盤腔結構對于扳手尺寸的限制,同時解除了螺母安裝及擰緊操作對于單次扳擰角度的要求;大幅度提高裝配效率和人機性;并為其他狹小操作空間螺母的安裝提供了參考,具有一定指導意義。
關鍵詞:盤間螺母裝配;扳手;認帽;狹小裝配空間
1 緒論
航空發動機高壓壓氣機盤間連接螺母的裝配,通常依靠手持螺母深入盤腔內部進行配戴后,用普通扳手進行限力。隨著發動機性能要求越來越高,結構更加緊湊,進而減小了裝配可操作空間,具體表現為:盤腔深,盤心直徑及盤間距小,導致人手不可達,扳手難以進入操作位置,傳統工藝無法實現裝分操作。目前通過2套驅動接口角向位置相差30的C型扳手交替使用進行裝配,認帽成功率及擰緊效率極低。
本文以某型發動機盤間連接螺栓的操作空間進行分析,得到影響認帽操作的主要原因,并據此開展小直徑、深盤腔、人手不可達連接螺帽高效的認帽工藝研究,提高螺栓連接穩定性及裝分效率[1]-[3]。
2 結構特點及裝配性分析
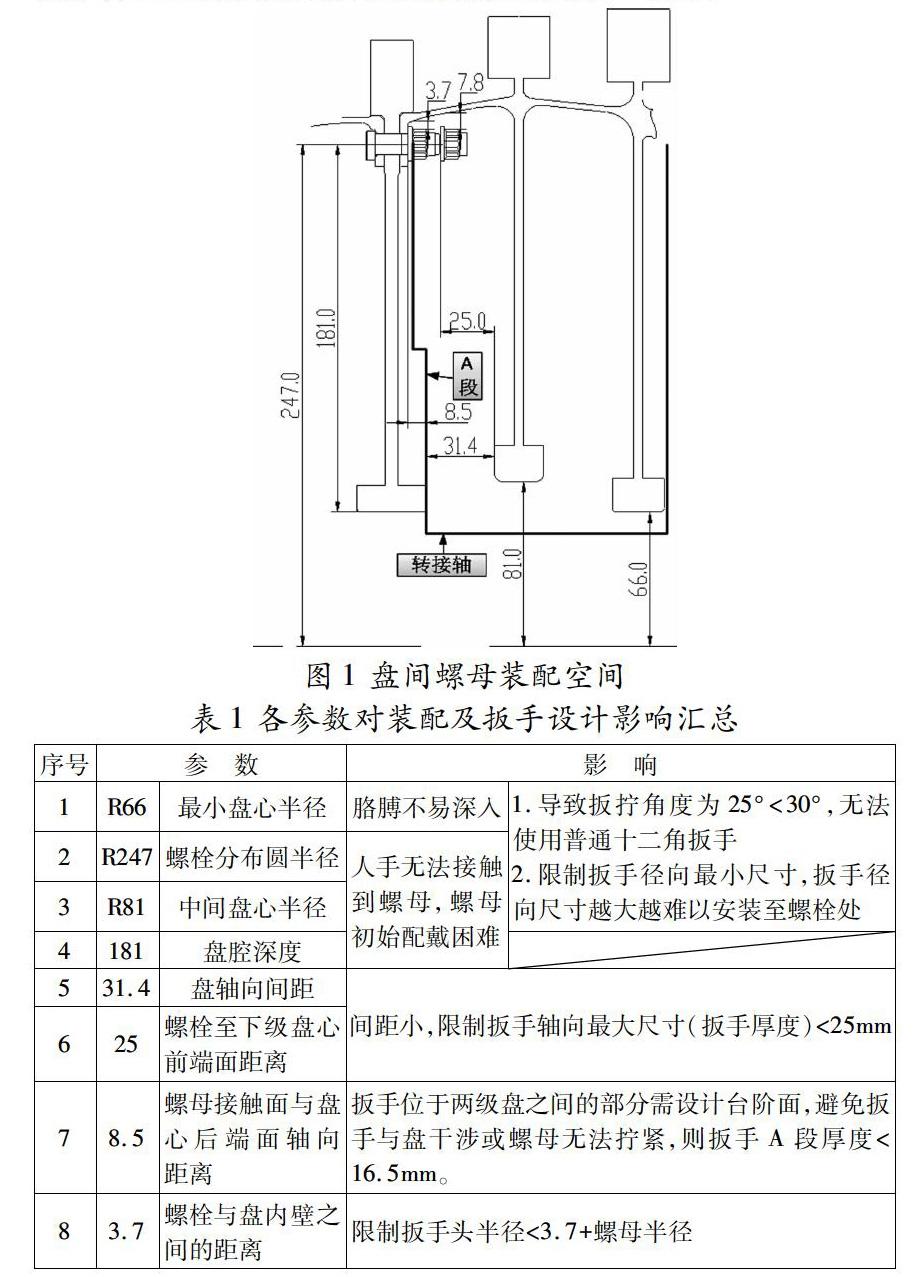
壓氣機盤間螺栓的裝配問題,根本上是操作空間的問題。因此為確定導致該螺栓裝配困難的根本原因,首先對螺栓操作空間進行分析,以某型發動機盤間連接螺栓為例,如圖1所示,圖示各參數對裝配及扳手設計的影響見表1所示。
因此,小直徑深盤腔結構對扳手的限制為扳手尺寸緊湊導致的扳手安裝、扳擰角度和限力強度不足的問題。其中,扳手強度和安裝可通過合理選擇材料、熱處理、分體結構實現。傳統工藝無法使用的最主要原因,是盤心直徑與螺栓分布圓直徑比值小,導致的扳擰角度太小。
3 裝配工藝方案設計
3.1 方案選擇
為解決扳擰角度同時兼顧限力等問題,本研究將螺栓擰緊分為直接驅動與主從間接驅動,提出以下方案。
方案一:普通扳手
普通扳手設計靈活、結構簡單,完全可以滿足周向及徑向尺寸的要求。通過設計2套角向位置不同的扳手頭,也可以解決連續擰緊的問題,但需要在2個扳手之間進行高頻更換。當扳擰角度為25°時,擰緊一圈至少需要更換23次,效率極低。且不能滿足螺母配戴的要求。
方案二:棘輪扳手
棘輪扳手具有自鎖功能,擰緊角度不受扳擰空間的限制,可在小角度范圍內無限次往復旋轉。然而,經試驗驗證,棘輪扳手單次擰緊40°,當棘輪扳手反向旋轉時,由于螺紋配合角度小,尚未連接可靠沒有產生足夠的摩擦力,使得螺母隨棘輪反向旋轉即松開,棘輪無法起到反向止動的作用。其次,棘輪扳手承載能力比較低,一般不超過20N.m。
方案三:鋼絲傳動扳手
鋼絲扳手單次擰緊角度完全由鋼絲纏繞于大輪轂的圈數決定,不受扳擰角度影響。且質量輕、傳動比范圍大、結構靈活緊湊,當傳動精度要求不高時,結構將非常簡單,從動輪尺寸可非常小,可以滿足扳手軸向厚度及扳手頭半徑要求。但其承載能力較弱,不能滿足限力要求。且每次擰緊角度有限,需要將扳手分解下來反向轉動擰緊角度后再使用,即將存在多次安裝的問題。
方案四:同步帶傳動扳手
同步帶輪可雙向任意角度旋轉,可滿足螺母配戴及扳擰角度要求;在嚴格的張緊力要求下,同步帶承載能力與帶寬成正比。但是,在軸向尺寸一定的條件下,限制了同步帶寬導致承載能力受限;帶輪齒、擋圈及其固定結構使得徑向尺寸較大,將難以滿足軸向尺寸及扳手頭半徑的要求。
方案五:齒輪傳動扳手
齒輪傳動具備同步帶傳動的優點,且軸向厚度相同時,齒輪承載能力更強,結構尺寸更加靈活。然而,經計算,當承載40N.m的扭矩時,變位齒輪軸向及徑向尺寸已不可能同時滿足要求;且該結構通常需多級齒輪傳動,結構復雜,質量大,操作舒適性相對較低。因此,以上方案均不能很好的同時滿足所有要求。然而,考慮到5種工藝問題并不是貫穿整個螺栓裝配過程,螺母配戴與限力要求在時間上不存在交叉,無需同時滿足。因此,根據TRIZ時間分離原理,將螺栓擰緊以時間為變量分為三個階段:1螺母配戴,2螺栓(螺母)擰靠,3螺栓(螺母)限力。在不同階段選擇最能滿足本階段要求的扳手形式即可。詳見方案六。
方案六:分步擰緊
根據各階段的主要工藝問題,選取最合適的扳手方案。則螺母配戴過程采用鋼絲傳動扳手;中間螺母擰緊采用在棘輪扳手;螺栓限力采用普通C型扳手(2套)。
3.2 詳細方案設計
3.2.1 螺母配戴-鋼絲扳手
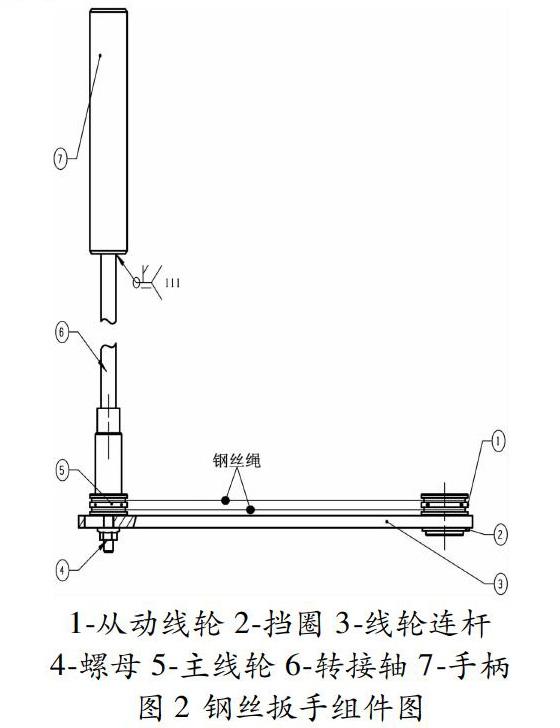
螺母配戴階段采用鋼絲傳動扳手,僅需將螺母穩定的配戴至螺栓上即可,無需繼續擰靠。鋼絲傳動設計的難點在于鋼絲的固定和預緊。為避免鋼絲相對線輪摩擦力不足以帶動線輪運動,保證其可以克服螺栓螺母間的作用力,帶動螺母旋轉,本結構通過鋼絲的拉力來實現從動輪的驅動,摒棄傳統的摩擦力作用形式。借用其拉力,則需將鋼絲的兩端分別固定在主動輪和從動輪上;并且為保證鋼絲始終在線輪鋼絲槽內運動,應使其具有一定的張緊力。本結構預借用細管截斷的方式將鋼絲固定在細管內,改變線輪中心矩實現鋼絲的張緊。鋼絲扳手結構如圖2所示。
3.2.2 螺母擰靠
該階段采用棘輪扳手,考慮表1所示的8.5mm尺寸,對標準棘輪扳手進行補加工。由于無須限力,僅需設計至A段即可,降低了徑向尺寸的限制。
3.2.3 螺母限力-普通C型扳手
該階段采用普通C型扳手,考慮到扳擰角度僅為25°,特定角度的十二角扳手角向位置不一定能與其配合的情況,特設計2套扳手,該扳手十二角扳手頭角向位置相差15°。則該2套扳手可使螺母實現任意角度的旋轉,但是效率極低。
4 方案驗證
以某型發動機3、4級盤間螺母裝配為例,經裝配現場試驗驗證,鋼絲扳手可以順利帶動螺母旋轉,完成螺母配戴,平均用時15S/個。棘輪扳手可以順利將螺母擰靠至安裝邊,平均用時20S/個;擰靠后在25°范圍內繼續擰緊60°,平均用時20S/個。考慮到扳手安裝時間,螺栓安裝平均用時7min/個,6h/48個。
5 結語
通過對某型號發動機某級高壓壓氣機螺栓操作空間進行分析,總結出小直徑深盤腔結構的特點和限制參數,確定裝配困難的主要原因。通過對不同方案進行分析和評價,確定采用分步擰緊的工藝方案,并創造性的將鋼絲結構應用于扳手設計中。
該工藝解決了小直徑深盤腔結構對于扳手尺寸的限制;解除了螺母安裝及擰緊操作對于單次扳擰角度的要求。將原3天/人/48螺母的裝配效率提高至到6h/人/48螺母;提高人機性,降低對操作者體型等非技能要求。為其他狹小操作空間螺母的安裝提供了參考,具有一定指導意義。
參考文獻:
[1]馬英廠.發動機螺栓擰緊技術的研究[D].哈爾濱工程大學,2006.
[2]林湖,朱正德,陳強努,周銀龍.螺栓裝配技術中扭矩法與轉角法比較研究[J].汽車工藝與材料,2003(09).
[3]鄭勁松.發動機缸蓋螺栓擰緊工藝與試驗研究[D].上海交通大學,2008.