新型鮮濕方便米粉二級擠壓工藝的研究
2020-05-25 08:01:56白菊紅張星燦康建平2華苗苗鐘雪婷
中國糧油學報 2020年4期
關鍵詞:實驗
楊 健 白菊紅 張星燦,2 康建平,2華苗苗 劉 建 吳 淼 鐘雪婷
(四川東方主食產業技術研究院1,成都 611130) (四川省食品發酵工業研究設計院2,成都 611130)
鮮濕米粉作為我國南方傳統的特色米制主食產品,傳統工藝以大米為原料,經過浸泡、粉碎或磨漿、糊化、擠絲或切條等一系列工序制成[1-2]。其原理是大米粉碎后在高含水量(50%以上)與一定的溫度作用下經糊化淀粉-水分子之間相互作用,破壞高溫狀態下不穩定的淀粉分子氫鍵,靜置老化使直鏈淀粉分子的纏繞有序化,以雙螺旋形式互相纏繞形成具有一定黏彈性和強度的凝膠網絡,使淀粉形成具有硬性整體結構的凝膠[3-5];直鏈淀粉經糊化、老化后相互之間聚合能形成較多氫鍵、使米粉硬度增加、提高凝膠強度,支鏈淀粉改變米粉彈韌性[6,7]。
目前鮮濕米粉的研究多集中于傳統工藝原料特性與加工適應性[8-12]、原料浸泡[13,14]、關鍵工序[15]、滅菌方式[16]、保鮮方法[17,18]等的研究。傳統工藝存在生產時間長、環境差、工藝不穩定等問題,影響鮮濕米粉的品質與保質期,目前對鮮濕米粉二次擠壓工藝的研究鮮見報道,借鑒非油炸擠出方便面工藝,為更好地了解二次擠壓對鮮濕米粉品質的影響,系統研究二次擠壓關鍵參數與產品品質的相關性是非常有必要的。
本實驗研究擠壓關鍵參數(進料水分、喂料速度、一級機筒溫度、二級機筒溫度、模板孔徑)對鮮濕米粉產品蒸煮品質、感官品質、質構特性的影響,并結合響應面模型對擠壓參數和產品品質進行擬合,以期為連續化工業化生產鮮濕米粉提供參考。
1 材料與方法
1.1 主要原輔料
秈米(川種優3877),粳米(隆兩優534)。
1.2 實驗儀器
鮮濕米粉二級擠壓生產線。
1.3 實驗設計與方法
1.3.1 鮮濕米粉制作工藝
鮮濕米粉將秈米粉與粳米粉按3∶1的質量比混合,攪拌均勻后,經和料,在較高溫度下進行二次擠壓熟化成型后,再經過冷卻、切分、裝袋、滅菌、冷卻等工序而生產鮮濕米粉。
大米→粉碎→和料→一次擠出熟化→二次擠壓成型→冷風冷卻→定量切分→裝袋→滅菌→冷卻→成品入庫
1.3.2 實驗設計
1.3.2.1 進料水分的單因素實驗
在一級擠壓溫度160 ℃,二級擠壓溫度40 ℃,喂料速度0.5 kg/min,模板孔徑1.0 mm的基礎上,改變加水量調節進料水分(濕基)為28%、32%、36%、40%、44%進行單因素實驗。
1.3.2.2 喂料速度的單因素實驗
在1.3.2.1的基礎上,固定進料水分為40%,改變喂料速度為0.4、0.45、0.5、0.55、0.6 kg/min進行單因素實驗。
1.3.2.3 一級機筒溫度的單因素實驗
在1.3.2.2的基礎上,固定喂料速度0.5 kg/min,改變一級機筒溫度為150、160、170、180、190 ℃進行單因素實驗。
1.3.2.4 二級機筒溫度的單因素實驗
在1.3.2.3的基礎上,固定一級機筒溫度為170 ℃,改變二級機筒溫度為30、40、50、60、70 ℃進行單因素實驗。
1.3.2.5 模板孔徑的單因素實驗
在1.3.2.4的基礎上,固定二級機筒溫度為50 ℃,改變模板孔徑為0.6、0.8、1.0、1.2、1.4 mm進行單因素實驗。
1.3.2.6 響應面實驗設計
在單因素實驗的基礎上,選取合適范圍的進料水分、喂料速度、一級機筒溫度、二級機筒溫度、模板孔徑為自變量,每個變量3個水平,如表1所示,采用Box-Behnken實驗設計,建立二級擠壓關鍵工藝參數對鮮濕米粉感官評價影響的數學模型,確定鮮濕米粉擠壓最佳工藝參數。

表1 變量設計表
1.4 實驗方法
1.4.1 鮮濕米粉蒸煮品質測定
斷條率的測定[9]:選擇20根20 cm長的鮮濕米粉,在500 mL沸水中蒸煮1 min后,將米粉樣品撈起過冷水濾干,記錄10 cm以上的米粉條數(x1),按公式進行斷條率的計算:
吐漿值測定[20]:測定米粉水分含量(W),稱取20 g左右的米粉樣品(M0),在500 mL沸水中蒸煮2 min,將湯汁定容至500 mL,移取50 mL至已恒重的器皿(M1)中,再將其放置在(105±2) ℃條件下干燥至恒重(M2),按公式計算吐漿值:

式中:M0為米粉樣品質量;M1為恒重器皿質量;M2為恒重器皿和移取的湯汁固形物質量之和;W為米粉水分含量。
1.4.2 鮮濕米粉感官評價
參考張星燦[21]和佟立濤[22]制定的感官評價表,結合鮮濕米粉的特點進行綜合修改后,制定了鮮濕米粉感官評價標準。鮮濕米粉經沸水泡3~5 min后,分放于碗中品嘗,品嘗小組由15位事先經過訓練對品嘗有經驗的人員組成。

表2 鮮濕米粉感官評分細則
1.4.3 方便米粉質構測定
米粉TPA測定方法[23]:取面條樣品20~30根,放入盛有500 mL沸水(蒸餾水)的燒杯中,加蓋靜置8 min,立即將面條撈出,在漏水絲網容器中瀝干水分后進行質構測定。測定方法按TPA實驗法進行,測定參數見表3,測定指標為:硬度、彈性、回復性、咀嚼性測量在10 min內完成,每個樣品重復測定6次。

表3 質構儀操作參數
米粉拉伸實驗[24]:采用的質構儀探頭P/SPR面條拉伸裝置,參數設定如下:測前速度1 mm/s;測試速度3.0 mm/s;測后速度5 mm/s;引發力5 g;拉伸距離15 mm。
1.5 統計分析
采用統計軟件Excel 2007、SPSS20.0軟件、Design-expert 8.0.6進行數據處理和統計分析。
2 結果與分析
2.1 單因素實驗
2.1.1 進料水分對鮮濕米粉品質的影響
進料水分是影響擠壓物料理化特性最重要的自變量之一。水分作為“溶劑”和“增塑劑”,決定糊化后淀粉分子鏈遷移和淀粉分子鏈重新聚合速率,從而影響米粉的品質[25,26]。由表4可知,隨著進料水分的增加,斷條率、吐漿率先減小后增大,拐點出現在進料水分40%時;感官評分則呈現先增大后減小,拐點同樣出現在進料水分40%處。進料水分較低時,自由水分子不足以使氫鍵完全斷裂,淀粉分子鏈的遷移受到抑制,米粉顆粒進行有限的吸水膨脹,糊化不充分,米粉凝膠結構疏松,導致米粉斷條、吐漿嚴重[6];進料水分過多時,有利于淀粉分子鏈遷移,但因凝膠相中游離水過多,淀粉顆粒與水分子迅速水合,淀粉分子交聯纏繞和有序聚合的機率減少,不利于米粉生產[27]。這與陳小聰等[28]報道用傳統工藝制作米粉加水量在65%~75%,淀粉糊化均勻,制成的鮮濕米粉綜合品質較好的結論有差異。

表4 進料水分對鮮濕米粉品質的影響
注:同列不同小寫字母表示差異顯著 (P<0. 05),下同。
2.1.2 喂料速度對鮮濕米粉品質的影響
喂料速度決定粉料擠壓腔的填充程度,進而影響物料在擠壓腔中受到擠壓摩擦力、升溫速率、擠壓壓力,最終影響米粉的凝膠效果及生產速率[29]。由表5可知,隨著喂料速度的增加,米粉斷條率先減小后增大,而感官評分的變化則相反,峰值均出現在喂料速度0.5 kg/min處;隨著喂料速度的增加,米粉吐漿率也隨著增高,可能由于隨著喂料速度增加,物料在擠壓腔中停留時間減少,導致米粉凝膠松散,出現米粉吐漿率升高的現象。

表5 喂料速度對鮮濕米粉品質的影響
2.1.3 一級機筒溫度對鮮濕米粉品質的影響
米粉熟化主要完成于一級擠壓,一級機筒溫度是米粉擠壓熟化很重要的因素[29]。由表6可知,隨著一級機筒溫度的升高,米粉吐漿率逐漸降低;而斷條率隨一級機筒溫度的升高先降低在升高,峰值出現在170 ℃,此時感官評分也較高。由于一級機筒溫度決定物料溫度與擠壓壓力,直接影響淀粉的糊化效果,機筒溫度較低,淀粉糊化不完全,形成的凝膠網絡結構耐熱性差,易斷條[30];溫度過高,因淀粉鏈段充分伸展,支、直鏈淀粉充分分離,易結晶老化,形成的鮮濕米粉太硬,蒸煮時易斷裂[31]。

表6 一級機筒溫度對鮮濕米粉品質的影響
2.1.4 二級機筒溫度對鮮濕米粉品質的影響
在一級擠出熟化的基礎上,二級擠出主要作用是米粉成型。二級機筒溫度溫度是影響米粉成型的主要因素之一。由表7可知,隨著二級機筒溫度的升高,米粉斷條率、吐漿率變化趨勢一致,先降低在升高,由于二級機筒溫度太低,米粉易老化導致斷條,進而影響吐漿率;二級機筒溫度過高,會導致擠出米粉表面膨化,帶來米粉吐漿率提高,進而影響斷條率。峰值出現在二級機筒溫度50 ℃,此時感官評分相對較高。

表7 二級機筒溫度對鮮濕米粉品質的影響
2.1.5 模板孔徑對鮮濕米粉品質的影響
模板孔徑直接影響米粉的成型效果與復水性。由表8可知,模板孔徑對吐漿值幾乎沒有影響;模板孔徑太小(0.6 mm),米粉太細擠出成型后失水過快,會增加米粉的斷條率,而模板孔徑太大(1.4 mm)擠出米粉過粗導致太硬,中心復水不足而斷條,這與傳統工藝生產米粉正好相反。整體來看,模板孔徑在0.6~1.0 mm范圍內生產的米粉斷條率、吐漿值及感官評分就能達到質量要求。

表8 模板孔徑對鮮濕米粉品質的影響
2.2 二級擠壓工藝響應面優化實驗
2.2.1 實驗回歸模型
根據單因素實驗結果,采用5因素3水平進行Box-Behnken實驗設計(因素水平見表1),得到46個實驗組合點,實驗方案與結果見表9。

表9 響應面設計的實驗方案與結果
應用Design-Expert 8.0.7軟件對表9實驗結果進行多元回歸擬合分析,可得到感官評價(Y)與各因素A、B、C、D、E之間的二次多項模型:
Y=-495.073 38+12.727 08A-264.502 31B+3.485 83C+3.217 08D-127.031 25E-0.452 60A2-0.093 519B2-0.0349 17C2-0.053 917D2+0.131 25AC+6.093 75AE+0.082 917BC+2.412 50DE
回歸方程方差分析結果見表10。

表10 回歸模型方差分析及顯著性檢驗
注:**表示差異極顯著(P<0.01);*表示差異顯著(P<0.05);-表示不顯著。
由表10可知,根據F值和p值,因素對產品感官評分(Y)的影響依次為
A2>B>D2>C>D>E>A>AC>C2>BC>B2>AE>DE>E2>CE>BE>AB>CD>BD>AD,其中因素A2、B、D2和C影響極顯著(P<0.01),因素D、E、A、AC、C2、BC、B2、AE和DE影響顯著(P<0.05),其余因素影響不顯著(P>0.05)。該回歸模型P<0.01,表明該方程模型極顯著;模型失擬項不顯著(P=0.423 0>0.05),即該方程擬合較好;信噪比RSN=7.938>4,說明模型設計合理,可用于預測。
2.2.2 交互作用對感官評價的影響
根據回歸分析的結果和已建立的數學模型,繪制影響顯著因素的響應面和等高線圖。
圖1a表明進料水分與一級機筒溫度的交互作用較強,其中一級機筒溫度等高線比較密集,更靠近橢圓中心區域,說明在兩者的交互作用中一級機筒溫度的作用強于進料水分。
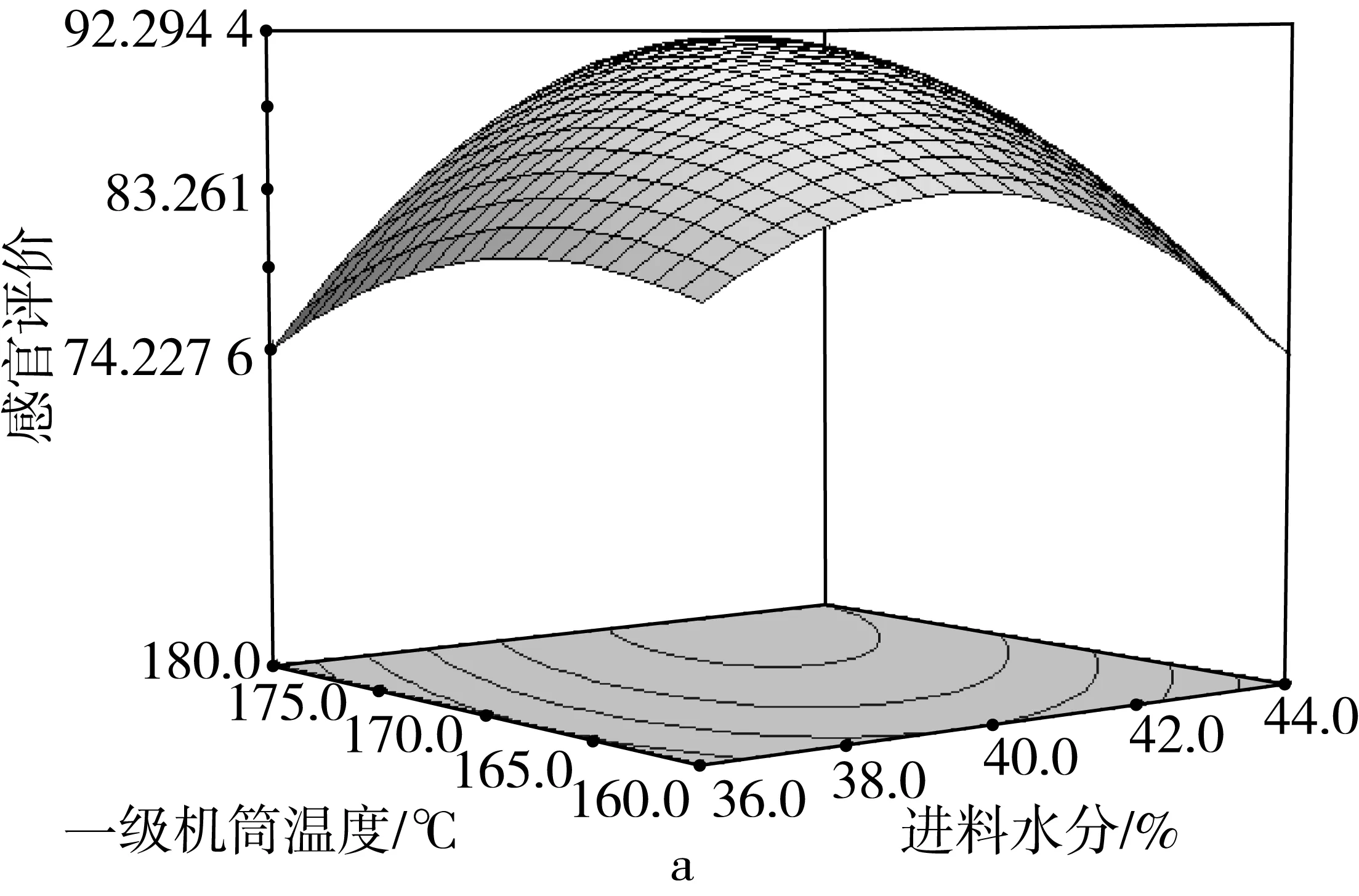

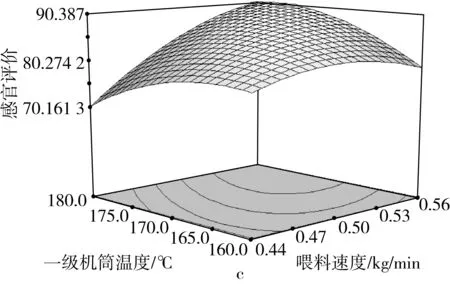
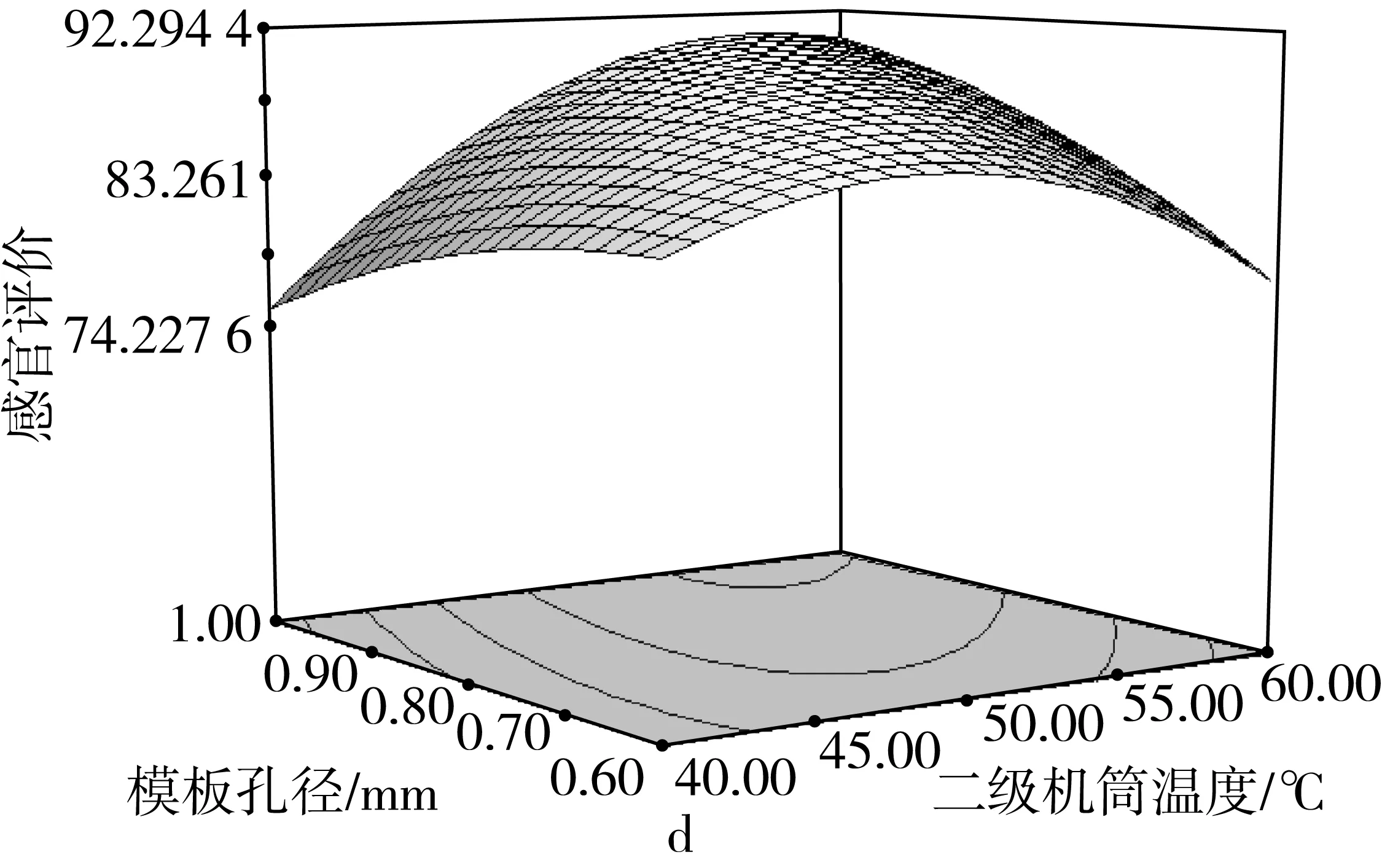
圖1 各因素交互作用響應面和等高線圖
圖1b表明進料水分與模板孔徑的交互作用較強,其中模板孔徑等高線比較密集,更靠近橢圓中心區域,說明在兩者的交互作用中模板孔徑的作用強于進料水分。
圖1c表明喂料速度與一級機筒溫度的交互作用較強,其中一級機筒溫度等高線比較密集,更靠近橢圓中心區域,說明在兩者的交互作用中一級機筒溫度的作用強喂料速度。
圖1d表明二級機筒溫度與模板孔徑的交互作用較強,其中模板孔徑等高線比較密集,更靠近橢圓中心區域,說明在兩者的交互作用中模板孔徑的作用強二級機筒溫度。
2.2.3 最適擠壓工藝參數及驗證實驗
對Design-Expert分析得到的優化回歸方程求解極大值,結果表明,當擠壓工藝參數為進料水分為40.81%、喂料速度0.50 kg/min、一級機筒溫度179.36 ℃、二級機筒溫度58.07 ℃、模板孔徑1.0 mm,得到感官評價為97.6分。
為驗證方案的有效性,在擠壓工藝參數為進料水分為41%、喂料速度0.50 kg/min、一級機筒溫度179 ℃、二級機筒溫度58 ℃、模板孔徑1.0 mm的條件下進行3次重復驗證實驗,感官評價為96.5分,標準偏差為2.45,在模型標準誤差4.62允許范圍內,采用響應面Box-Behnken優化獲得的鮮濕米粉擠壓工藝參數準確可靠,對工業化生產具有實際的指導意義。
2.3 二級擠壓鮮濕方面米粉的品質分析
在響應面實驗得到的最佳工藝條件下,采用二級擠壓工藝制備米粉。為了客觀地評價在該工藝條件下制得的米粉的品質,選取市售鮮濕米粉和實驗米粉,樣品經沖泡后進行質構品質對比分析,結果見表11。
不同樣品品質經方差分析差異顯著,其中實驗樣品斷條率均低于3種市售鮮濕米粉,硬度高于3種市售鮮濕米粉,其余品質均優于其他市售米粉。所以,本工藝制作的鮮濕米粉品質優良,滿足上市的要求。

表11 鮮濕方便米粉品質
3 結論
通過響應面實驗設計,系統考察了二級擠壓關鍵參數(進料水分、喂料速度、一級機筒溫度、二級機筒溫度、模板孔徑)對鮮濕方便米粉品質的影響,結果表明:
在鮮濕方便米粉生產過程中,米粉品質受物料進料水分、喂料速度、一級機筒溫度、二級機筒溫度、模板孔徑這些擠壓關鍵參數的影響,其中斷條率、吐漿率受進料水分、一級機筒溫度、模板孔徑的影響較大。
在系統研究二級擠壓工藝的過程中,鮮濕米粉二級擠壓關鍵參數,能在一定范圍內提高鮮濕米粉的品質,達到與市售米粉相當的水平。
通過響應面分析實驗優化二級擠壓工藝,最佳工藝為:進料水分41%、喂料速度0.50 kg/min、一級機筒溫度179 ℃、二級機筒溫度58 ℃、模板孔徑1.0 mm。通過該工藝制作鮮濕米粉產品米香濃郁、彈性好,綜合品質較好,其斷條率3.02%,吐漿率3.21%,感官評分94.2,可為鮮濕方便米粉連續化工業化生產提供實踐參考。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
