航空有機玻璃鉆孔加工工藝研究
2020-05-23 19:19:44李紅亮
科學導報·學術 2020年66期
李紅亮
【摘 要】有機玻璃學名為聚甲基丙烯酸甲酯,具有較好的透光性和化學穩定性,耐酸堿,且尺寸穩定、易于成形,所以在航空航天、化工和醫療等領域都有廣泛應用。本文從航空有機玻璃加工工藝入手,通過分析不同鉆孔工藝條件下孔的龜裂率、表面粗糙度以及位置偏差3類數據,研究影響制孔合格率的因素,并通過仿真找出數據差異原因,以尋求有機玻璃鉆孔的最佳工藝。
【關鍵詞】有機玻璃;鉆孔;轉速;龜裂率;粗糙度;孔位偏差
1有機玻璃零件加工難點
在實際生產應用中,有機玻璃制品零件大多可以直接澆鑄成型,但有些形狀特殊、尺寸精度和表面粗糙度要求較高的零件,往往需要進行機械加工。在機械加工中,由于有機玻璃韌性差、強度低,切削阻抗變化激烈,易產生脆性破壞。玻璃表面容易產生龜裂、粗糙度不合格等缺陷,嚴重影響玻璃加工質量。因此,研究有機玻璃的鉆孔工藝極為重要。雖然目前已有成熟的有機玻璃制孔工藝,但需要購置昂貴的設備,對于一般制孔數量不多但又對制孔質量要求極高的航空制造企業來說,研究一種利用簡單工具進行制孔的工藝極為重要。
2 制孔工藝試驗設計
試驗在5組不同的轉速下分別試驗3種鉆孔加工方法。組①:使用麻花鉆2.5mm鉆頭開孔,然后用8.5mm麻花鉆鉆頭擴孔至8.5mm。組②:使用2.5mm麻花鉆開孔,用8.5mm石英打磨頭擴孔至8.5mm。組③:使用8.5mm石英打磨頭直接開孔至8.5mm。試驗過程中,將記錄有機玻璃加工的龜裂率(%)、表面粗糙度(μm)以及孔的位置偏差(mm)。2試驗數據記錄和分析
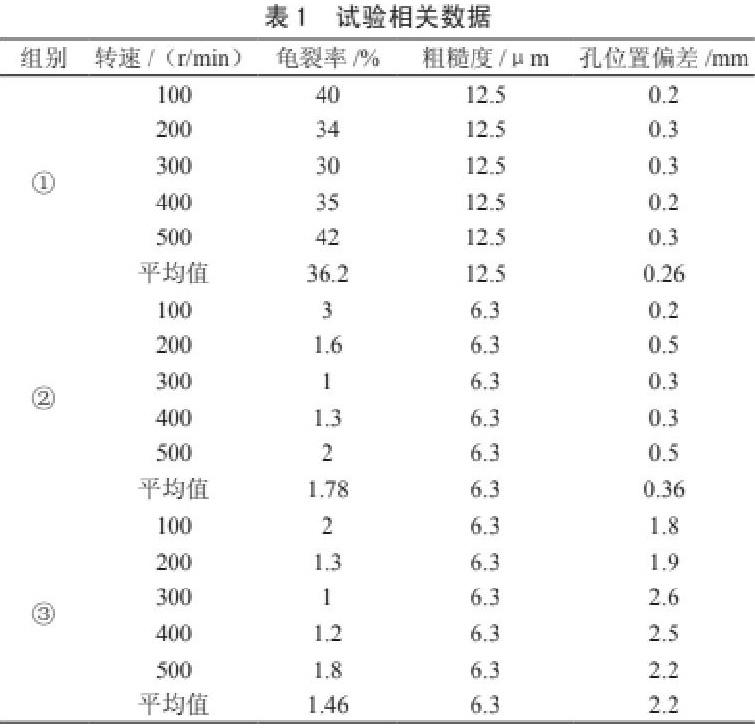
試驗研究100r/min、200r/min、300r/min、400r/min、500r/min共5種轉速下,組①、組②、組③的龜裂率(%)、表面粗糙度(μm)以及孔的位置偏差(mm),結果如表1所示。
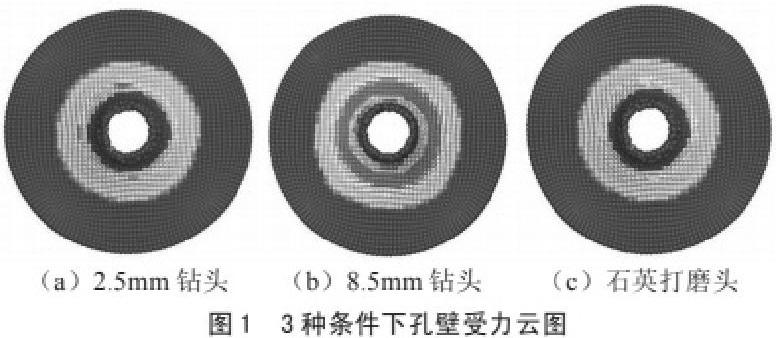
分析表1數據可知:在同等試驗條件下,①組的龜裂率和粗糙度最高,②組和③組較低且基本無差別;③組的孔位偏差最大,①組和②組較小且基本無差別。因此,總體②組工藝相對較為合理。為了進一步探究原因,該試驗用軟件對用2.5mm鉆頭、8.5mm鉆頭以及8.5mm石英打磨頭進行打孔條件下孔壁的受力進行仿真,可得受力情況如圖1所示。通過分析可知,用8.5mm鉆頭鉆孔時孔壁應力最大,完全超過了有機玻璃允許的最大應力,也解釋了①組試驗條件下有機玻璃龜裂率較高的原因。使用8.5mm石英打磨頭時孔壁應力最小,而使用2.5mm鉆石時應力也較小,但出現了部分應力超差點,因此造成②組比③組龜裂率稍高,但二者都在可接受范圍內。
綜上分析可知,鉆頭鉆孔能保證較好的位置度,但隨著鉆頭的增大,孔壁所受應力隨之增大,易造成有機玻璃開裂。相對而言,石英打磨頭對孔壁產生的應力很小,但難以保證初始鉆孔的孔位。因此,選用小鉆頭鉆定位孔,然后用石英打磨頭擴孔工藝能最大地保證鉆孔質量,即較低的龜裂率、粗糙度和較高的定位精度。
為了進一步研究鉆頭與打磨頭轉速對開孔質量的影響,將表1數據處理后.通過分析可知,在不同試驗條件下,300r/min轉速條件下制孔合格率最高。在此情況下加工質量較好。由此看出,國外資料報導的高轉速、大進刀量的加工方法是不符合我國國情的。
3擴大試驗
主要設備:江西重型機床廠84年產的可自動進刀的ZXT820型鉆銑銳床。切削速度三檔:9.44、21.18、40.55毫米/分;
轉速22檔:112、140、180、224、280、355、450、560、740、1180、1400、1800轉/分。試驗材料:10毫米厚的YBZ、YB3、DYB3、YB4、DYB一4五種牌號的航空有機玻璃。
根據鉆孔規范研究結果,為提高生產效率,改進加工質量,將工廠現行實施的先打底孔,繼而擴孔、銑孔、銑孔改為一次性鉆孔。我們將小29的普通麻花鉆按小10的有機玻璃專用鉆頭的幾何角度刃磨后,對YB一3和DYB一3進行鉆孔試驗,都不分層、不崩邊,表面光潔度可達V7,加工質量遠比普通麻花鉆好得多。當然,由于鉆頭直徑增大,要降低轉速,加工參數應定為:轉速24`38轉/分(注:小10鉆頭為450轉/分),切削速度仍為21.18~40.58毫米/分,加工質量較好。
4結語
由以上試驗可得,鉆頭與打磨頭轉速保持在300r/min左右,采用小鉆頭開孔,再用石英打磨頭擴孔的工藝進行制孔,孔壁所受應力小,龜裂率低,孔位偏差小,表面粗糙度最高。因此鉆孔加工工藝參數必須根據孔徑大小加以選擇。一般說來,轉速越高,切削溫度越高;在同一轉速下,切削溫度隨著進刀速度的加大而降低。加工參數選擇是否合理,可用檢聾外觀質量、測量切削溫度、表面粗糙度、光程差、抗容劑銀紋時間等方法來評定。該結論對航空制造企業有機玻璃制孔工作具有指導意義,有助于提升國內航空制造水平。
參考文獻:
[1]傅為剛,楊維章,厲蕾,等.航空座艙有機玻璃鉆孔工藝研究[J].材料工程,1988,(3):9-13.
[2]萬慶,李曉波,李鵬飛,等.有機玻璃零件的數控加工[J].金屬加工(冷加工),2018,(11):28-29.
[3]劉詩碧.某型有機玻璃制件銀紋故障研究[J].航空維修與工程,2018,(10):57-58.
(作者單位:石家莊海山實業發展總公司)