激光掃描角度對316L不銹鋼成型件拉伸性能和致密度的影響
2020-05-21 03:29:47楚蓓蓓張爭艷高鐵紅楊志文
河北工業大學學報 2020年2期
關鍵詞:不銹鋼
楚蓓蓓 張爭艷 高鐵紅 楊志文

摘要 在不同的激光掃描角度下,利用選擇性激光熔化成型技術成型316L不銹鋼試件,探究試件的拉伸性能(抗拉強度和延伸率)和致密度,并對成型試件進行表面微觀形貌和斷口形貌的觀察。實驗結果表明:當激光掃描角度每層旋轉15 °時,成型試件的抗拉強度、延伸率和致密度均較優,成型件表面形貌平整,無明顯缺陷,晶粒細小均勻;激光掃描角度每層旋轉0 °時,成型試件的抗拉強度、延伸率和致密度較差,成型件表面缺陷較多;成型件斷裂方式為韌性斷裂。
關 鍵 詞 316L不銹鋼;激光掃描角度;抗拉強度;延伸率;致密度
中圖分類號 TH122;TG665? ? ?文獻標志碼 A
Effects of laser scanning angle on tensile properties and relative density of 316L stainless steel forming parts
CHU Beibei1,2, ZHANG Zhengyan1, GAO Tiehong1, YANG Zhiwen1
(1. School of Mechanical Engineering, Hebei Technology of University, Tianjin 300130, China; 2. Shanxi Aerospace Qinghua Equipment Co Ltd, Changzhi, Shanxi 046000, China)
Abstract Under different laser scanning angles, 316L stainless steel specimens are formed by selective laser melting technology, and the tensile properties (tensile strength and elongation) and relative density of specimens are studied. The surface morphology and fracture morphology of the molded specimen were also observed. The experimental results show that when the laser scanning angle is 15 degrees, the tensile strength, elongation and relative density are better; the surface of the molded part is smooth without obvious defects, and the grains are fine and uniform. When the laser scanning angle is 0 degrees, the tensile strength, elongation and density of the molded specimen poor in having more defects on the surface of the molded parts.The fracture mode of the forming parts is ductile fracture.
Key words 316L stainless steel; laser scanning angle; tensile strength; elongation; relative density
0 引言
選擇性激光熔化(Selective Laser Melting,SLM),是近幾年發展起來的一種快速成型技術,該技術利用金屬粉末在激光束的熱作用下完全熔化,經冷卻凝固進行成型[1]。目前該技術廣泛應用于汽車機械、醫療、航空航天、生物醫學等領域,這些領域對成型件的質量和性能均有較高的要求。因此國內外學者對成型件的質量和性能做了很多研究,Tang等[2]對銅基合金進行SLM成型,探究了工藝參數包括激光功率、鋪粉厚度、掃描速度、掃描間距對成型件致密度、力學性能等的影響。Liverani等[3]從微觀結構、缺陷形成和力學性能入手,最終確定選擇合適的工藝參數進行SLM成型。Kobryn等[4]發現SLM成型Ti-6Al-4V時X、Y軸成型試件的屈服強度大于Z軸成型試件。Amato等[5]發現SLM成型Inconel 718合金豎直成型試件的維氏硬度大于水平成型試件。華中科技大學王黎等[6]探究不同成型方向對316L不銹鋼試件機械性能的影響,其中水平成型方向性能優于高度成型方向;杜膠義等[7]利用SLM技術探究掃描間距、激光電流、掃描速度和鋪粉厚度對GH4169成型件致密度的影響規律,優化工藝參數獲得試件的致密度高達98.45%。綜上所述,國內外學者對鈦合金、不銹鋼、銅基合金等材料進行了大量的研究,探究激光功率、掃描速度、掃描策略、成型方向等分別對成型零件機械性能、致密度、硬度等影響。但探究激光掃描角度對成型件質量和性能的影響很少。因此,本文以316L不銹鋼粉末為實驗材料,利用SLM技術探究激光掃描角度對成型件拉伸性能(抗拉強度和延伸率)、致密度的影響規律,并利用掃描電鏡對成型件表面微觀形貌和斷口形貌進行觀察,分析微觀形貌對零件性能的影響及零件斷裂方式,為優化激光掃描角度和制造高性能的金屬零件提供理論基礎。其中激光掃描角度是指試件成型過程中激光掃描線與水平線的夾角。
1 實驗材料、設備及方法
1.1 實驗材料及設備
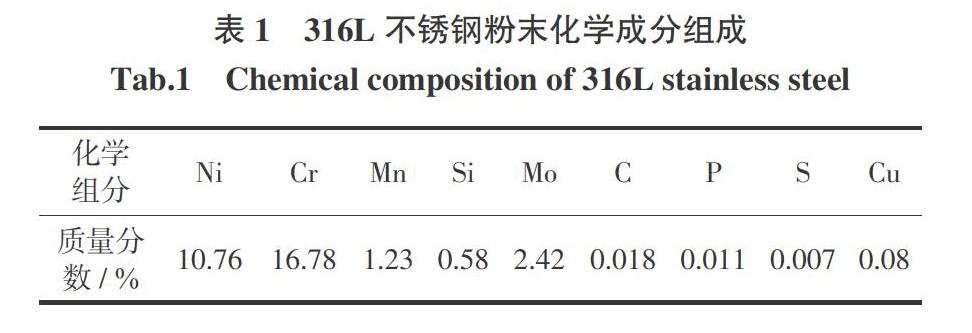
材料選用德國TLS公司的316L不銹鋼粉末,該粉末根據高壓氬氣霧化法制備得到,金屬液體在高壓氬氣氣流作用下霧化破碎成大量細小的液滴[8],在表面張力的作用下形成球狀,待冷卻后自然形成不銹鋼粉末,具有良好的流動性[9]。316L不銹鋼粉末的平均粒徑為30 μm,化學成分組成如表1所示。
采用國產設備BLT S200進行SLM成型,最大成型空間為105 mm×105 mm×200 mm;采用500 W光纖激光器功率,波長為1 070 mm,掃描方式為振鏡式激光掃描,其中平場聚焦鏡保證了成型區域內每一處的激光功率大小幾乎一致,由于試件為不銹鋼試件,故選用不銹鋼304材料加工成108 mm×127 mm×20 mm的長方體作為基板,使用前用工業酒精將基板表面進行預處理清洗,保證成型過程中不受表面油污或者其他粉塵影響。
1.2 實驗方法
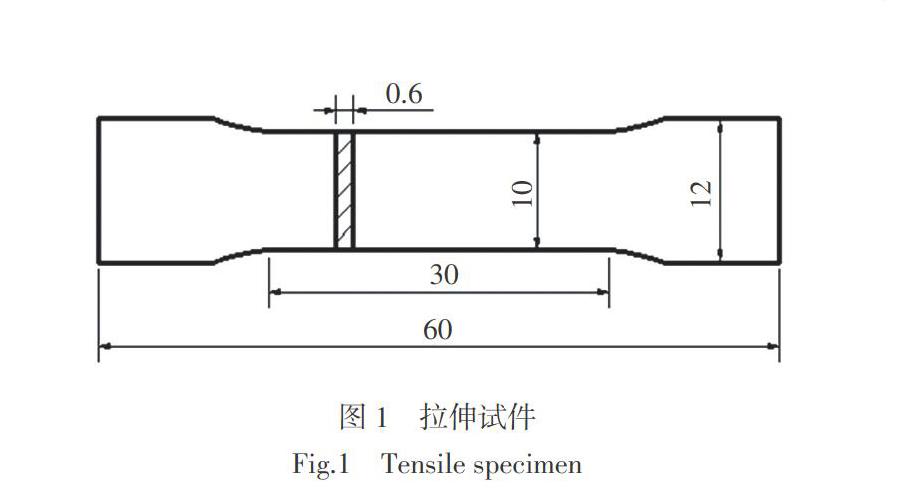
利用單因素實驗法探究激光掃描角度對SLM成型316L不銹鋼試件拉伸性能(抗拉強度和致密度)和致密度的影響規律。實驗基本參數:激光功率220 W,掃描速度960 mm/s,掃描間距0.10 mm,光斑直徑0.10 mm,層厚0.04 mm,zigzag掃描策略,在不同的激光掃描角度條件下成型圖1和圖2所示的拉伸試件和長方體試件3~5個。其中激光掃描角度分為7組,每組變化角度如圖3所示,從圖中可以看出:成型件起始層激光掃描角度為45 °,之后每一層的角度為前一層的角度加上旋轉度數X,旋轉度數X分別為0 °、15 °、30 °、45 °、60 °、75 °、90 °。
2 實驗結果
使用電火花線切割機對各激光掃描角度成型之后的拉伸試件進行切割,并進行表面處理,使用Instron 3365材料試驗機進行拉伸實驗,各實驗結果求取平均整理后如圖4所示,圖中“工”字型分別表示抗拉強度和延伸率的誤差范圍。
從圖4a)中可以看出:在實驗條件下,當激光掃描角度每層旋轉角度≤15 °時,抗拉強度隨著旋轉角度的增大而增大,當15 °<旋轉角度<75 °時,抗拉強度隨著旋轉角度的增大而減小,當旋轉角度≥75 °時,抗拉強度隨著旋轉角度的增大而減小;激光掃描角度的旋轉角度為0 °即激光掃描角度在拉伸試件每層的角度一致均為45 °時,拉伸試件抗拉強度較低,為624.880 MPa;激光掃描角度的旋轉角度為15 °時,拉伸試件的抗拉強度達到最大,為662.857 MPa。從圖4b)中可以看出,在實驗條件下,延伸率隨激光掃描角度增大的變化規律同抗拉強度隨角度變化的規律一致,均是隨著旋轉角度的增大先增大后減小,然后再增大減小。激光掃描角度的旋轉角度為0 °拉伸試件延伸率較低,為28.7%;激光掃描角度的旋轉角度為15 °時,拉伸試件的抗拉強度達到最大,為34.8%。
利用排水法對不同工藝參數下成型的長方體試件進行致密度測試,數據求取平均整理后如圖5所示,圖中“工”字型表示致密度的誤差范圍。從圖中可以看出:當激光掃描角度每層旋轉在[0 °, 30 °]區間的實驗條件下,長方體試件致密度隨著旋轉角度的增大呈現先增大后減小趨勢,每層旋轉角度在[30 °, 90 °]區間的實驗條件下,長方體試件致密度隨著旋轉角度的增大也呈現先增大后減小趨勢,變化幅度較平緩。當旋轉角度為15 °時,長方體試件致密度最大,為96.5%;旋轉角度為75 °時,長方體試件致密度次之,為96.2%;旋轉角度為0 °時,長方體試件致密度較小,為94.3%。
不同的激光掃描角度,每層的掃描線數量不同,零件的性能也會不同。圖6為掃描線示意圖,其中虛線為起始層角度,直線為旋轉角度。從圖6可知:激光掃描角度為0 °時,不同方向的掃描線共1條;激光掃描角度為15 °時,不同方向的掃描線共12條;激光掃描角度為30 °時,不同方向的掃描線共6條;激光掃描角度為45 °時,不同方向的掃描線共4條;激光掃描角度為60 °時,不同方向的掃描線共3條;激光掃描角度為75 °時,不同方向的掃描線為3條以上;激光掃描角度為90 °時,不同方向的掃描線共2條;結合成型零件拉伸性能分析可知,成型件抗拉強度隨著激光掃描角度的掃描線數量的增加而增加,致密度也隨著激光掃描角度的掃描線數量的增加得到改善。實驗探究結果與肖飛[10]利用SLM技術成型304不銹鋼探究激光掃描角度對試件力學性能的影響規律相類似。
3 表面微觀形貌和斷口形貌觀察分析
利用日立S—4800場發射掃描電鏡對不同激光掃描角度下的試件進行表面微觀形貌和斷口形貌觀察,觀察結果如圖7、8所示。
從各激光掃描角度成型試件的表面形貌圖7中可以看出:在激光掃描角度每層旋轉角度為0 °時,試件表面凹凸不平,存在較多孔洞以及未熔粉末,原因是每層旋轉角度為0 °,即激光掃描角度在拉伸試件每層的角度均一致,在成型過程中,激光光斑強度呈現近高斯分布,導致激光每一道激光掃描線之后的端面均為近似半圓形,激光掃描過的區域在搭接過程中會出現一定的縫隙,隨著成型高度的增加,在鋪粉過程中會有粉末進入縫隙,激光不能直接熔化縫隙中的粉末,縫隙逐漸加劇,粉末顆粒殘留于縫隙之中,形成孔洞缺陷,使得試件致密度降低,同時試件的斷裂首先是從零件內部的缺陷位置開始的,缺陷位置的應力集中,裂紋容易擴展,故試件抗拉強度較低。當旋轉角度不為0 °,掃描試件每層的激光線錯開,可在一定程度上消除縫隙等缺陷,改善試件性能。對比旋轉角度0 °、75 °和15 °試件表面形貌,75 °和15 °試件表面形貌優于0 °試件表面,而15 °試件表面形貌又優于75 °試件表面形貌,因為試件每層旋轉角度不一,每層掃描線數量也就不同,旋轉角度15 °成型時的掃描線數量多于75 °,表面成型質量更優良,無明顯缺陷,晶粒細小均勻,試件致密度得到提高,抗拉強度變大。
從各激光掃描角度成型試件斷裂的斷口形貌(圖8)可以看出:成型拉伸試件的斷口都分布著大量的韌窩,是典型的韌性斷裂斷口形貌;對比旋轉角度0 °、75 °和15 °試件斷口形貌,15 °試件斷口中的韌窩均勻、大且深,表明15 °試件塑性較好即延伸率較大,0 °和75 °試件斷口形貌中韌窩大小不一,還殘留些許粉末顆粒,試件塑性較差。
4 結論
采用SLM技術成型316L不銹鋼試件,探究各激光掃描角度對成型試件抗拉強度、延伸率、致密度的影響,具體探究結果如下。
1)在實驗條件下,當激光掃描角度每層旋轉角度≤30 °時,成型試件的抗拉強度、延伸率和致密度均隨著激光掃描角度每層旋轉角度的增大均呈現先增大后減小的趨勢;激光掃描角度每層旋轉角度≥30 °時,成型試件的抗拉強度、延伸率和致密度均隨著激光掃描角度每層旋轉角度的增大均呈現先增大后減小的趨勢。
2)在實驗條件下,激光掃描角度每層旋轉15 °時,成型試件表面形貌平整,無明顯缺陷,晶粒細小均勻,試件抗拉強度、延伸率和致密度均較優;激光掃描角度每層旋轉0 °時,成型試件表面凹凸不平,有明顯的孔洞缺陷,試件抗拉強度、延伸率和致密度均較差。
3)利用場發射掃描電鏡斷口掃描可知:在各激光掃描角度條件下,利用SLM技術成型的316L不銹鋼試件為韌性斷裂。
參考文獻:
[1]? ? 章文獻. 選擇性激光熔化快速成形關鍵技術研究[D]. 武漢:華中科技大學,2008.
[2]? ? TANG Y,LOH H T,WONG Y S,et al. Direct laser sintering of a copper-based alloy for creating three-dimensional metal parts[J]. Journal of Materials Processing Technology,2003,140(1/2/3):368-372.
[3]? ? LIVERANI E,TOSCHI S,CESCHINI L,et al. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel[J]. Journal of Materials Processing Technology,2017,249:255-263.
[4]? ? KOBRYN P A,SEMIATIN S L. Mechanical Properties of Laser-Deposited Ti-6Al-4V[J]. Solid Freeform Fabrication Proceedings,2001(6-8):179-186.
[5]? ? AMATO K. Comparison of microstructures and properties for a Ni-base superalloy (alloy 625) fabricated by electron beam melting[J]. Journal of Materials Science Research,2012,1(2):435-438.
[6]? ? 王黎. 選擇性激光熔化成形金屬零件性能研究[D]. 武漢:華中科技大學,2012.
[7]? ? 杜膠義,劉斌,劉和平. 選區激光熔化工藝參數對GH4169成型件致密度的影響[J]. 熱加工工藝,2015,44(8):28-31,34.
[8]? ? 張喬石. SLM成形質量影響因素分析與提高[D]. 合肥:合肥工業大學,2016.
[9]? ? 姚妮娜,彭雄厚. 3D打印金屬粉末的制備方法[J]. 四川有色金屬,2013(4):48-51.
[10]? 肖飛. 選區激光熔化成形304不銹鋼的力學性能研究[D]. 武漢:華中科技大學,2011.
[責任編輯? ? 楊? ? 屹]
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
