油氣管道環(huán)焊縫PAUT檢測與RT檢測的比較分析
2020-05-20 09:44:48
技術(shù)與市場 2020年5期
(中國船級社質(zhì)量認(rèn)證公司江西分公司,江西 南昌 330038)
0 引言
中國能源行業(yè)十三五規(guī)劃發(fā)布后,我國油氣管網(wǎng)建設(shè)大規(guī)模發(fā)展。截至2018年底,我國油氣長輸管道總里程累計(jì)達(dá)到13.6萬km,位居世界第三。但與發(fā)達(dá)國家相比我國管道密度仍有較大增長空間,管道輸送能力仍有待提高。因此,管道的投入和使用也會增加。油氣管道地理環(huán)境復(fù)雜,管道的質(zhì)量和安全至關(guān)重要。近年來,油氣管道泄露、爆炸事故頻繁發(fā)生,導(dǎo)致了大量的經(jīng)濟(jì)損失、人員傷亡甚至環(huán)境污染。在管道安裝過程中,管道采用環(huán)焊縫對接的形式進(jìn)行焊接,而對環(huán)焊縫的檢測又極為重要。最早的檢測方法一般采用傳統(tǒng)的射線檢測和手工超聲波檢測。近年來,隨著新技術(shù)的不斷發(fā)展,相控陣檢測技術(shù)也被應(yīng)用到油氣管道中。筆者以某長輸管道工程作為研究對象。采用兩種檢測方法對同一焊縫進(jìn)行檢測,并對檢測結(jié)果進(jìn)行比較。因?yàn)镻AUT和RT是兩種不同的原理,所以導(dǎo)致結(jié)果有一定的差異。
1 PAUT和RT檢測原理
1.1 PAUT檢測原理
相控陣檢測其基本檢測原理與常規(guī)超聲波檢測相同,都是基于脈沖反射法。不同的是探頭結(jié)構(gòu)、視圖顯示及記錄方式。常規(guī)超聲探頭只有1個(gè)晶片,而相控陣探頭是相當(dāng)于把1個(gè)普通探頭晶片切割成多個(gè)小的晶片。1個(gè)晶片為一個(gè)陣元,多個(gè)晶片組成一個(gè)陣列,每個(gè)小晶片都可單獨(dú)被激發(fā)。再通過控制各個(gè)陣元激勵(lì)(或接收)脈沖的時(shí)間延遲,改變由各陣元發(fā)射(或接收)聲波到達(dá)(或來自)物體內(nèi)某點(diǎn)時(shí)的相位關(guān)系,實(shí)現(xiàn)波束偏轉(zhuǎn)及聚焦。再利用機(jī)械掃描和電子掃描相結(jié)合的方法實(shí)現(xiàn)多種方式成像。相控陣系統(tǒng)能夠同時(shí)實(shí)現(xiàn)A掃描、 B掃描、C掃描、S掃描和TOFD成像。TOFD檢測存在上下表面盲區(qū),使用PA檢測可以彌補(bǔ)TOFD檢測盲區(qū)的不足。
1.2 RT檢測原理
射線在穿透物體的過程中會與物質(zhì)發(fā)生相互作用,因吸收和散射其射線強(qiáng)度會減弱。強(qiáng)度的衰減程度取決于材料的衰減系數(shù)和射線穿過材料的厚度。如果物體(試件)局部有缺陷,且形成缺陷材料的衰減系數(shù)又與試件不同,則局部區(qū)域的透射射線強(qiáng)度與周圍區(qū)域的透射射線強(qiáng)度不同。當(dāng)射線透照工件后使膠片感光,膠片再經(jīng)過暗室處理后得到底片。由于透射缺陷部位和其他完好部位的透射射線強(qiáng)度不同,底片上相應(yīng)部位就會出現(xiàn)不同的黑度差。 底片上相鄰區(qū)域之間的黑度差異被定義為“對比度”。檢測人員通過對底片的觀察,根據(jù)其黒度差,便能得到缺陷的具體情況。RT檢測的圖像是焊縫和缺陷的平面投影,不能顯示缺陷本身的高度,只能得到缺陷大小及數(shù)量,通過測量缺陷大小可以評判缺陷。
2 PAUT和RT檢測的特點(diǎn)
2.1 PAUT檢測的特點(diǎn)
PAUT是在常規(guī)超聲波檢測基礎(chǔ)上拓展的一項(xiàng)新技術(shù)。PAUT與常規(guī)超聲波的主要區(qū)別為:常規(guī)超聲波檢測顯示只有A掃圖,顯示不直觀,不便于記錄保存;而PAUT可以實(shí)現(xiàn)A掃、B掃、C掃、S掃和TOFD等多掃描圖像同時(shí)顯示,顯示較為直觀、便于判讀缺陷、圖譜可永久保存,是真正的可記錄超聲波檢測技術(shù)。對于焊縫檢測,常規(guī)超聲是用固定角度的斜探頭進(jìn)行掃查的,如45°、60°、70°(或K1、K2、K3)。而相控陣檢測則是以一定角度范圍進(jìn)行掃查的。一般掃查范圍為40°~70°。相控陣檢測在不需要移動(dòng)探頭的情況下,利用一次反射波就能覆蓋整個(gè)焊縫截面。使用單個(gè)探頭以多個(gè)角度檢測,能極大的提高缺陷的檢出率。圖1表示相控陣掃查焊縫的聲束覆蓋圖。
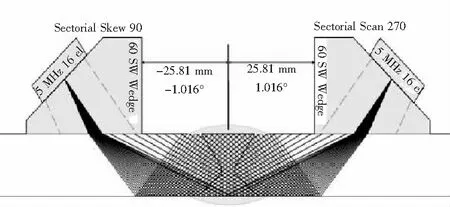
圖1 相控陣掃查焊縫聲束模擬圖
2.2 RT檢測的特點(diǎn)
在射線檢測中,底片作為記錄介質(zhì),可以直接得到缺陷的直觀圖像并可長期保存。通過觀察底片能夠比較準(zhǔn)確地判斷出缺陷的性質(zhì)、數(shù)量、尺寸、位置。射線檢測容易檢出那些形成局部厚度差的缺陷。對體積型缺陷(氣孔、夾渣)有很高的檢出率,對面積型缺陷(裂紋、未熔合)的檢出率則受到透照角度的影響。射線檢測時(shí)在不同部位的射線穿透角度會因坡口角度而改變,未熔合是管道環(huán)焊縫比較容易產(chǎn)生的一種缺陷,它是一種面積型缺欠。射線檢測焊縫未熔合缺陷如圖2所示。①射線檢測時(shí),缺陷大小、缺陷位置及射線照射方向均會影響RT檢出率。②當(dāng)射線方向與未熔合角度在10°以下時(shí),缺陷檢出率影響不大;當(dāng)大于15°時(shí),隨著角度的增大,檢出率就越低,易漏檢。③當(dāng)透照方向與未熔合方向相同時(shí),檢出率最高,見圖2中①和③。④當(dāng)透照方向與未熔合方向差別較大時(shí),檢出率低。見圖2中②和④。
3 PAUT與RT檢測結(jié)果對比分析
以某長輸管道項(xiàng)目作為試驗(yàn)依據(jù),按照適當(dāng)工藝參數(shù)對焊口分別進(jìn)行PAUT檢測和RT檢測。本文選取了其中比較典型的5道焊口進(jìn)行對比分析。檢測結(jié)果如表1所示。從表1可看出,RT檢測可以判斷缺陷的性質(zhì),測出缺陷的長度,而對缺陷深度,缺陷自身高度無法測量。PAUT檢測可以檢測出缺陷的長度、埋藏深度、自身高度以及判定缺陷的性質(zhì),但是對于缺陷性質(zhì)的判定,PAUT檢測沒有RT檢測顯示那么直觀,要豐富的經(jīng)驗(yàn)以及評圖水平,綜合來判定缺陷的性質(zhì)。所以對于缺陷定性,RT檢測要優(yōu)于PAUT檢測。而對于缺陷定量PAUT檢測要優(yōu)于RT檢測。
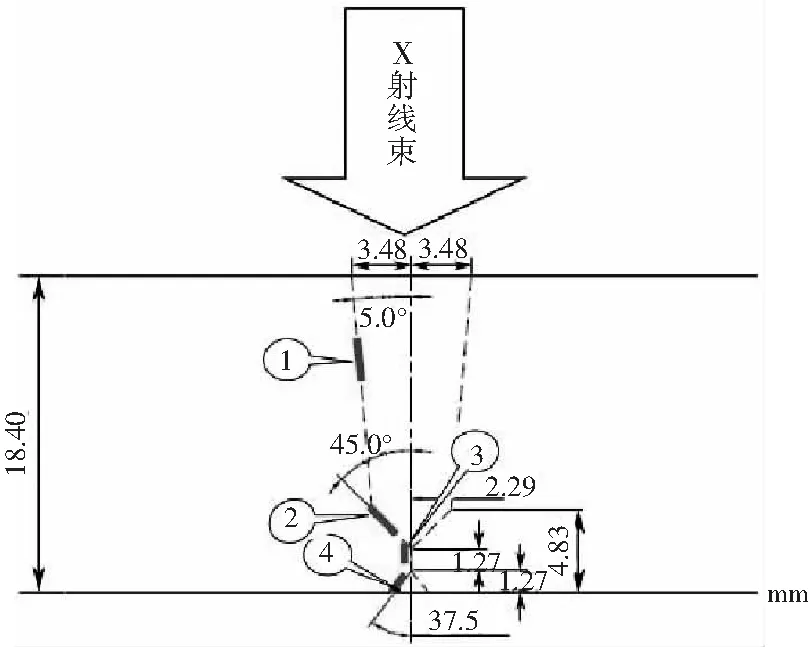
圖2 RT檢測效果與缺陷方向關(guān)系
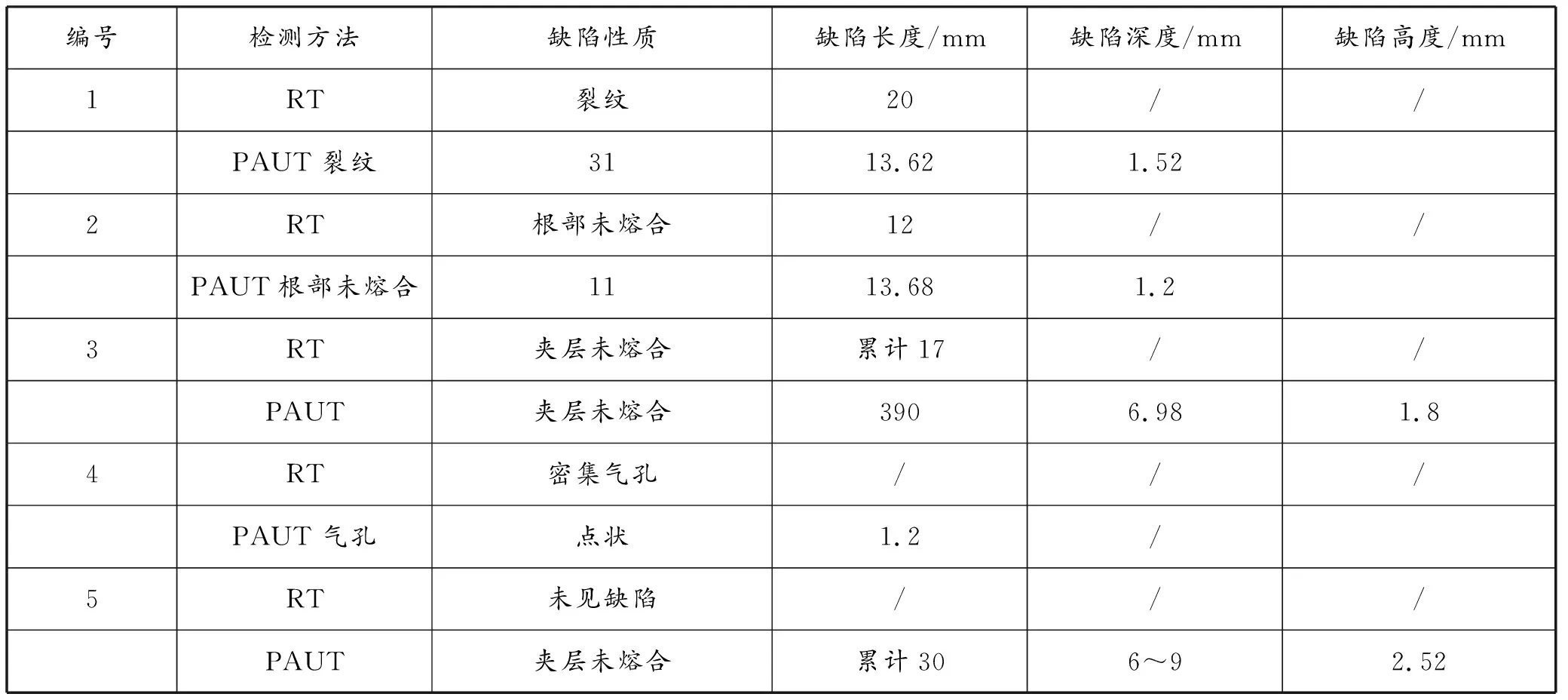
表1 環(huán)焊縫的PAUT和RT檢測結(jié)果
3.1 裂紋
圖3為編號1的射線檢測底片,在底片發(fā)現(xiàn)1處缺陷顯示。缺陷性質(zhì)為裂紋,長度為20 mm。而經(jīng)過PAUT檢測,對數(shù)據(jù)進(jìn)行分析,通道1和通道2均有缺陷顯示,A掃最高波幅191%,長度為31 mm,觀察波形有雙峰顯示,再結(jié)合TOFD通道顯示,綜合分析缺陷性質(zhì)判定為裂紋。
3.2 根部未熔合
圖4為編號2的射線檢測底片,在底片發(fā)現(xiàn)1處缺陷顯示,為根部未熔合缺陷,長度為12 mm。而經(jīng)過PAUT檢測,對數(shù)據(jù)進(jìn)行分析,通道1有一處缺陷顯示,A掃最高波幅147%。長度為11 mm。通道2該位置無明顯缺陷顯示,TOFD底波上有微弱的信號顯示。這是由于該缺陷在TOFD下表面盲區(qū)內(nèi)。最后結(jié)合S掃波形圖缺陷性質(zhì)判定為根部未熔合。
3.3 夾層未熔合
圖5為編號3的射線檢測底片,在底片發(fā)現(xiàn)4處顯示,為斷續(xù)的夾層未熔合,長度為6 mm+5 mm+4 mm+3 mm。而經(jīng)過PAUT檢測,對數(shù)據(jù)進(jìn)行分析,通道1和通道2均有缺陷顯示,TOFD信號顯示明顯,A掃最高波幅126%,長度為390 mm。結(jié)合S掃波形圖缺陷性質(zhì)判定為夾層未熔合。
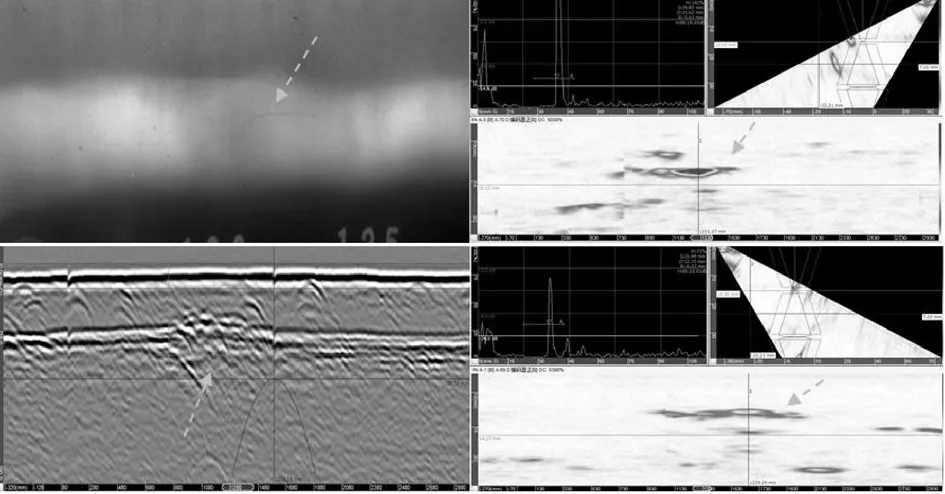
圖3 RT與PAUT檢測結(jié)果對比圖(裂紋)
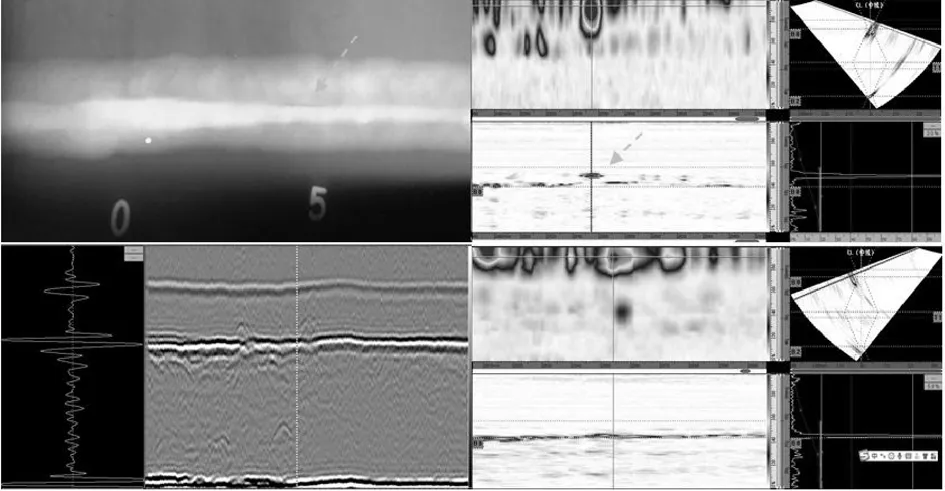
圖4 RT與PAUT檢測結(jié)果對比圖(根部未熔合)
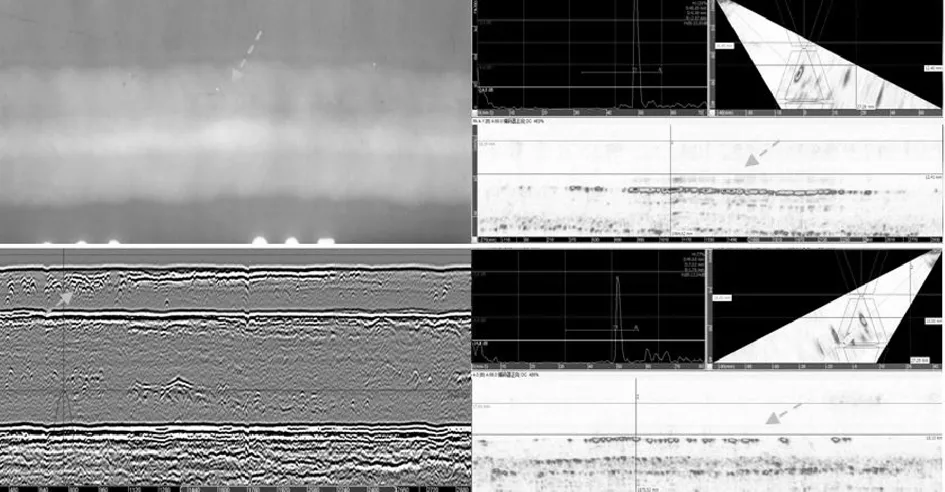
圖5 RT與PAUT檢測結(jié)果對比圖(夾層未熔合)
3.4 氣孔
圖6為編號4的射線檢測底片,在底片發(fā)現(xiàn)1處缺陷顯示,缺陷性質(zhì)為密集氣孔。而經(jīng)過PAUT檢測,對數(shù)據(jù)進(jìn)行分析后,通道1顯示為多個(gè)點(diǎn)狀缺陷,A掃最高波幅59%,其余點(diǎn)狀波幅較弱。通道2只顯示1個(gè)點(diǎn)狀缺陷。TOFD信號無明顯信號顯示,這是由于此缺陷在近表面,存在TOFD的上表面盲區(qū)中,圖6中可以看到直通波有降低的變化。再結(jié)合C掃圖,缺陷性質(zhì)判定為氣孔。
3.5 夾層未熔合
圖7為編號5的射線檢測底片,底片無明顯缺陷顯示。而經(jīng)過PAUT檢測,對數(shù)據(jù)進(jìn)行分析后,該位置通道1和通道2均有缺陷顯示,通道1發(fā)現(xiàn)為多個(gè)點(diǎn)狀顯示,而且在不同的層面上均勻分布。在相同位置通道2和TOFD通道均有缺陷顯示。缺陷A掃最高波幅117%,單個(gè)點(diǎn)狀長度最大為10 mm。結(jié)合多種掃描圖,缺陷性質(zhì)判定為夾層未熔合。屬于焊道與焊道之間的層間未熔合。
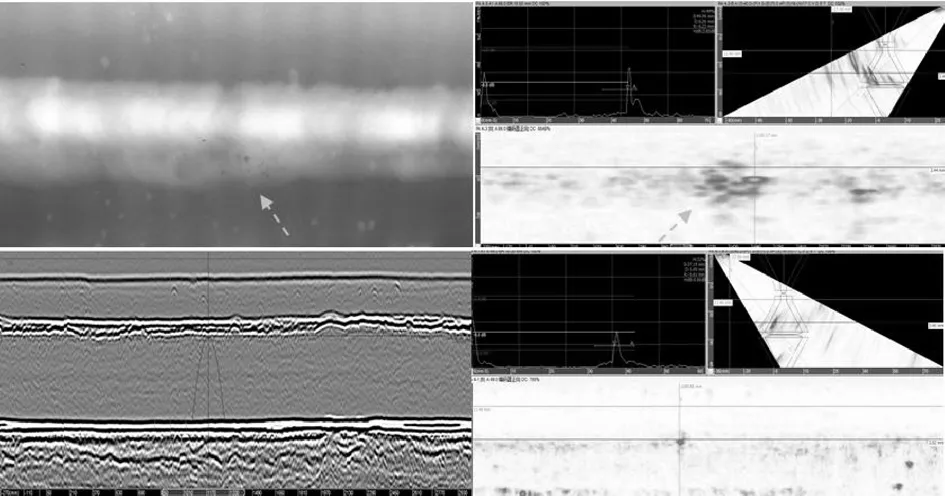
圖6 RT與PAUT檢測結(jié)果對比圖(氣孔)
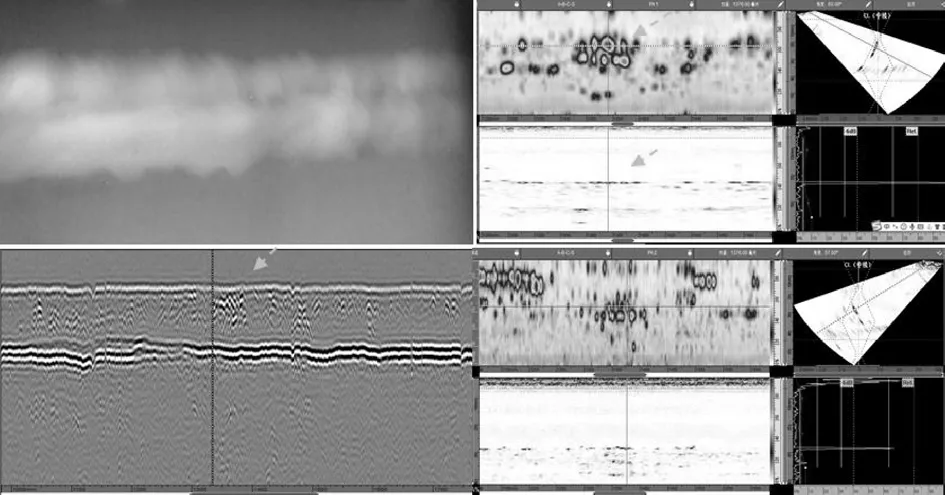
圖7 RT與PAUT檢測結(jié)果對比圖(層間未熔合)
3.6 PAUT和RT現(xiàn)場檢測的優(yōu)劣
PAUT比RT檢測安全性高。RT檢測時(shí),存在一定的電離輻射,要保持一定的安全距離。而PAUT安全,可與施工機(jī)組交替作業(yè),不需要其他工作人員撤離現(xiàn)場,也不影響施工進(jìn)度。射線檢測出結(jié)果慢,射線檢測分為現(xiàn)場拍片、暗室洗片、評片,耗時(shí)久。任何一個(gè)環(huán)節(jié)出錯(cuò),就會導(dǎo)致底片質(zhì)量不合格,包括底片劃傷、黑度過高或過低、水跡污染等問題導(dǎo)致重拍。而采用PAUT檢測,現(xiàn)場數(shù)據(jù)采集一般只需幾分鐘,并可初步評判有無缺陷,如果存在明顯缺陷可就地畫出返修位置通知返修。PAUT靈活性高,設(shè)備較輕,攜帶方便。而RT設(shè)備沉重,RT設(shè)備有機(jī)頭、爬行器等,在現(xiàn)場需要好幾個(gè)人配合。PAUT對人員操作要求高,PAUT儀器需要經(jīng)常校準(zhǔn),采集的數(shù)據(jù)不應(yīng)存在掃偏、丟失的現(xiàn)象,應(yīng)保持良好的連貫性。RT檢測操作簡單,對人員要求低一些。
4 結(jié)語
PAUT對缺陷的檢出率相對較高。對層間未熔合類缺陷,RT檢測存在一定的漏檢,而PAUT能夠很好的檢出。RT檢測對體積型缺陷有很高的檢出率,如氣孔、夾渣等。對面積型缺陷則受透照角度、缺陷位置等因素影響,檢出率較低。射線檢測能確定缺陷的平面投影,能對缺陷的大小進(jìn)行定量,同時(shí)能夠較準(zhǔn)確地判別缺陷的性質(zhì)。但不能確定缺陷的深度及自身高度。PAUT與RT相比,PAUT對面積型缺陷檢出率高,能實(shí)現(xiàn)缺陷的三維定量(長度、深度、高度),但偶爾會出現(xiàn)漏檢焊縫內(nèi)部較小的體積型缺陷。兩種檢測方法是可以互補(bǔ)的,任何一種檢測方法不能百分百的把缺陷檢出。可以根據(jù)實(shí)際需要,選擇適當(dāng)?shù)臋z測方法。
猜你喜歡
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年5期)2021-07-21 02:14:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中等數(shù)學(xué)(2020年6期)2020-09-21 09:32:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中等數(shù)學(xué)(2019年6期)2019-08-30 03:41:46
測控技術(shù)(2018年8期)2018-11-25 07:42:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2018年4期)2018-06-28 03:26:30
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
