壓力容器焊縫檢驗中裂紋問題分析及預防
2020-05-19 02:33:38李剛偉
科學與信息化 2020年6期
李剛偉
摘 要 在壓力容器焊縫檢驗過程中經(jīng)常會遇到各類焊接缺陷,其中最為常見對焊接接頭性能危害的缺陷是裂紋,尤其是具有延遲特點的冷裂紋。研究焊接工藝過程、焊縫中各類裂紋形成機理,了解掌握各類裂紋的特點,對于我們在具體工作中準確鑒別缺陷提供依據(jù),更能夠促使我們改善焊接工藝,提高焊縫檢驗一次合格率。
關鍵詞 延遲裂紋;熔合區(qū);熱影響區(qū)
引言
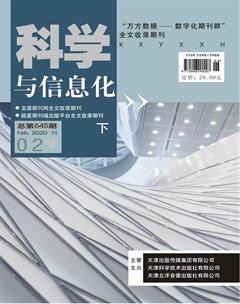
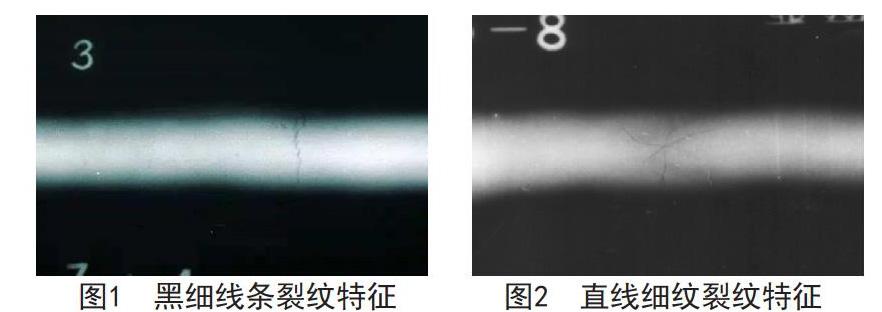
裂紋是焊接接頭中危害最大的一種缺陷。它對常溫下抗拉強度有很大的影響,這種影響隨著裂紋所占截面積的增大而增大。另外,裂紋尖端是一個尖銳的缺口,它將引起高應力集中,促使構(gòu)件在低應力下發(fā)生裂紋擴展而失效。裂紋不僅在焊縫金屬中產(chǎn)生,而且在母材熱影響區(qū)也可能產(chǎn)生。常見裂紋在X射線底片上的形貌有以下特征(如圖1、圖2):
①黑細線條,略帶曲齒及有波狀細紋,兩端尖細,黑度逐漸淡漠消失。②裂紋呈現(xiàn)一條直線細紋,輪廓分明,兩端常較尖細,中部稍寬不大含有分枝,邊緣沒有松狀現(xiàn)象。③放射狀裂紋的黑度較淺。
1常見裂紋形成機理及特征
裂紋是在焊接應力及其他因素共同作用下,焊接接頭中局部地區(qū)的金屬原子結(jié)合力遭到破壞,形成新的界面而產(chǎn)生的縫隙。按照裂紋發(fā)生的條件和時機,常見裂紋可以分為:熱裂紋、冷裂紋、再熱裂紋等。
(1)熱裂紋又稱結(jié)晶裂紋,一般是沿晶界開裂,發(fā)生在雜質(zhì)較多的低碳鋼、低合金鋼和奧氏體不銹鋼中。熱裂紋往往形成于焊縫金屬凝固末期,敏感溫度區(qū)在固相線附近的高溫區(qū)。在焊縫金屬凝固的過程中,結(jié)晶偏析使雜質(zhì)生成的低熔點共晶物富集于晶界,形成“液態(tài)薄膜”,在特定敏感溫度區(qū)間,強度極小,由于焊縫收縮而受到拉應力,最終開裂形成裂紋。
(2)冷裂紋一般情況下只有當指焊縫冷卻至200到300攝氏度一下之后才可能會出現(xiàn),而且也并非是在達到了上述溫度之后就立即出現(xiàn),其往往會在完成指焊工作之后的一段時間(可能為幾個小時,亦可能為幾天乃至更長的時間)內(nèi)出現(xiàn),因此冷裂紋也被稱作延遲裂紋,它最常出現(xiàn)的位置是熱影響區(qū),極少部分會出現(xiàn)在焊縫區(qū)。對于冷裂紋而言,它最主要的微觀特征即沿晶或者是穿晶以及混合開裂,其造成的破壞大多為典型脆斷等。與熱裂紋不同,冷裂紋大多在低溫環(huán)境下產(chǎn)生,并且在斷口處存在明顯的發(fā)亮金屬光澤。
(3)再熱裂紋是接口在冷卻之后經(jīng)過二次加熱并且溫度到達550至650攝氏度后出現(xiàn)的一種裂紋,其具體的產(chǎn)生原理是晶內(nèi)的強化相會對晶粒內(nèi)部局部化的調(diào)整產(chǎn)生阻礙,進而抑制晶粒產(chǎn)生整體的形變,致使晶界不得不承擔因應力松弛造成的塑性形變,并產(chǎn)生一定的滑移,最終由于三晶粒的交界處出現(xiàn)了應力集中而形成了再熱裂紋。通常情況下再熱裂紋出現(xiàn)的時間是在焊縫金屬凝固的末期,它出現(xiàn)的位置主要是敏感溫度區(qū)即固相線周圍的溫度較高的區(qū)域中,而且通常會由熔合線逐漸向著熱影響區(qū)中的粗晶區(qū)所發(fā)展,一般呈晶間開裂。對于再熱裂紋而言,它因為是近縫區(qū)金屬受到焊接熱循環(huán)作用而產(chǎn)生的裂紋,所以晶內(nèi)的強化程度要遠遠優(yōu)于晶界[1]。
2預防措施
在焊接接頭之中,裂紋特別是冷裂紋具有極大地危害性,倘若不及時的解決這些問題那么在未來極有可能會造成一些無法想象的損失。下面我們就簡單闡述一下防止裂紋出現(xiàn)的具體策略。
2.1 防止熱裂紋出現(xiàn)的措施
通過上述分析,我們可以看出熱裂紋大多出現(xiàn)在一些雜質(zhì)含量偏高的低碳鋼和低合金鋼以及奧氏體不銹鋼之中,所以我們可以通過以下方式來防止熱裂紋的出現(xiàn)。首先可以將一些形成鐵素體的元素添加到焊縫之中,從而讓焊縫變?yōu)閵W氏體加鐵素體的雙向組織。其次,還需要降低木材以及焊縫中的碳含量,并且對焊接的規(guī)范進行嚴格的控制與管理,減小熔合比,通過堿性焊條來強迫冷凍,從而在根源上預防熱裂紋的產(chǎn)生。
2.2 防止冷裂紋出現(xiàn)的措施
想要避免出現(xiàn)冷裂紋,就需要挑選低氫型堿性焊條來進行工作,在焊后進行嚴格的烘干,使其被保存在一個溫度處于100到150攝氏度的環(huán)境里,隨取隨用,進而實現(xiàn)有效減氫的效果。除此之外,還要進一步提高預熱的溫度,并采用后熱的方式,進而防止出現(xiàn)淬硬組織
2.3 防止再熱裂紋出現(xiàn)的措施
為了避免出現(xiàn)再熱裂紋,我們一定要做到以下幾點:①要重視合金元素對于再熱裂紋產(chǎn)生的影響;②要進行合理的預熱或者是后熱,從而有效的控制冷卻的速度;③要盡可能降低焊接完成后的殘余應力;④避開產(chǎn)生再熱裂紋的敏感溫度以及在溫度敏感區(qū)停留的時間等。
3結(jié)束語
在焊接接頭之中,裂紋是其中危害程度最高的一個缺陷,而且裂紋還會對常溫狀態(tài)下抗拉的強度造成極為不利的影響,并隨著裂紋占據(jù)截面積不斷增加而擴大,倘若不及時解決這類問題,那么就有可能會在未來出現(xiàn)一些災難性且無法控制的損害。本篇文章通過分析焊接工藝工程以及其中各種紋裂的形成機理,對不同紋裂具體的特征有了一個大概的了解,最終為焊接工藝進一步的完善提出措施。
參考文獻
[1] 陳冰川,陳偉民,朱偉青.在役壓力容器焊接裂紋的成因分析及預防措施[J].理化檢驗:物理分冊,2011,(5):68-71.