CRDM耐壓殼頂部螺母咬死分析與處理
2020-05-18 02:44:03林藝軍
科技視界 2020年8期
關鍵詞:變形
林藝軍

摘 要
秦山320MWe機組控制棒驅動機構耐壓殼部件在大修檢查時,發(fā)現(xiàn)圓螺母經常出現(xiàn)咬死故障,容易引起耐壓殼本體損傷,導致大修作業(yè)的延誤,具有極大的安全風險。本文針對該故障現(xiàn)象,介紹了耐壓殼部件的相關結構組成,對導致螺母咬死的原因進行分析和討論,并制定了處理措施,解決個別螺母完全咬死的問題,通過研發(fā)可行的專用工具,分別處理咬死螺母的拆卸和損傷螺紋修復兩個難點問題,并對耐壓殼部件進行改進,增加專用石墨墊片,優(yōu)化螺母結構,減少咬死概率。通過該問題的成功處理,避免了耐壓殼本體的損傷風險,保證了設備的安全可靠性,為其它類似結構的處理提供了維修借鑒和經驗,值得采用和推廣。
關鍵詞
耐壓殼;螺母咬死;專用工具;改進
中圖分類號: TL351.5 ? ? ? ? ? ? ? ? ? ? 文獻標識碼: A
DOI:10.19694/j.cnki.issn2095-2457 . 2020 . 08 . 36
Abstract
When inspect the CRDM Pressure Housing Assembly during the overhaul of Qinshan 320MWe unit, found that round nuts frequently came across nut bite failure, which can easily cause the damage of Pressure Housing Assembly body damage, lead to delay the overhaul work, and have a great safety risk. Focusing on the failure phenomenon, this thesis describes the structure of Pressure Housing Assembly, analyses and discusses the real reason leading to round nut bite failure, and makes the measures to solve the problems of individual nut bite failure, by designing the viable special tools to handle these two difficult issues respectively, which are the removal of seizure nut and the repair of damage thread, and improves the Pressure Housing Assembly by increasing the special graphite gasket,optimizes the structure of nut and reduces the probability of seizure failure. By successfully solving the problems, it can avoid the damage risk of Pressure Housing Assembly body, ensure the safety and reliability of the component, and provide reference and experience for the repair of other similar structures. It is worth using and spreading.
Key words
Pressure Housing Assembly; Nut bite failure; Special tools; Improvement
0 前言
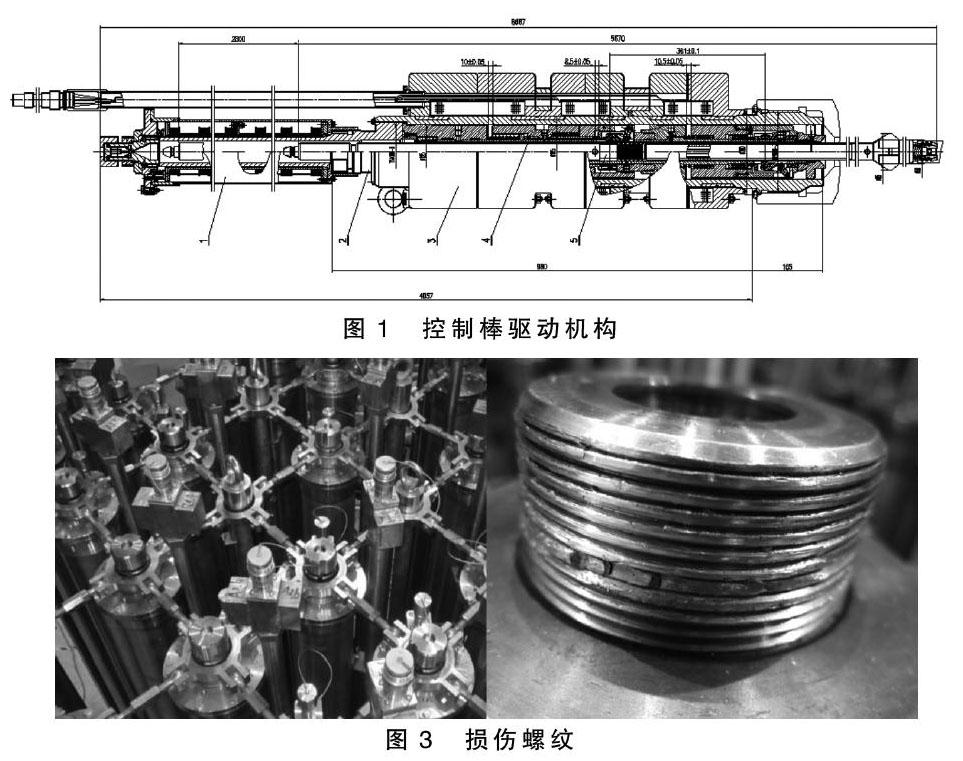
控制棒驅動機構(CRDM)是反應堆本體結構的重要組成,用于提升、下降或快插控制棒,從而調節(jié)反應堆功率和安全啟動、停止反應堆。它是直接影響反應堆正常穩(wěn)定運行以及安全可靠的關鍵設備之一。秦山320MWe機組的控制棒驅動機構由5個部件組成:驅動軸部件、鉤爪部件、耐壓殼部件、磁軛部件和位置指示器部件。其中,耐壓殼部件是反應堆一回路系統(tǒng)的壓力邊界,具有十分重要的密封作用。大修期間,根據需要對棒位指示線圈、磁軛線圈以及頂部放氣閥進行檢查時,發(fā)現(xiàn)拆卸耐壓殼頂部的圓螺母時容易出現(xiàn)螺母卡澀、咬死的情況,因設備本體的特殊性和現(xiàn)場作業(yè)環(huán)境的局限性,導致修復作業(yè)的困難,處理過程中極有可能造成耐壓殼本體螺紋的不可逆破壞,直接導致大修主線作業(yè)的延誤,具有極大的安全風險。
1 故障機理分析
1.1 結構簡介
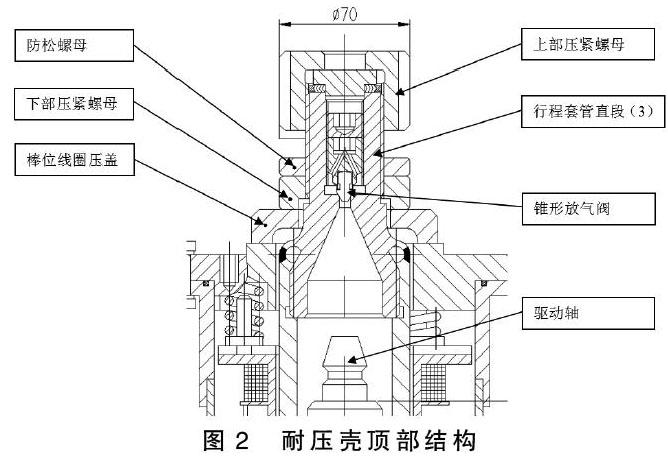
耐壓殼部件由密封殼、行程套管、錐形放氣閥等組成,耐壓殼部件是支撐鉤爪部件并將鉤爪部件和驅動軸部件包容在反應堆內的一個承壓部件。耐壓殼部件殼體內是一回路冷卻劑,其外為反應堆大廳環(huán)境。此外,它還支承了磁軛線圈部件和棒位探測器部件,因此,耐壓殼部件又是整個驅動機構的支承部件。
耐壓殼頂部行程套管為螺紋桿結構,咬死問題主要出現(xiàn)在與其配合的三個圓螺母部位。螺紋桿內部中空,放置了一個錐形放氣閥,上部依次為纏繞式密封墊、封頭蓋,并通過上部壓緊螺母提供壓緊力。其中,錐形放氣閥提供一次密封,為安全邊界,而上部壓緊螺母為壓緊裝置,對密封墊的二次密封提供壓緊作用,為非安全邊界。在其下方還有下部壓緊螺母和防松螺母,下部壓緊螺母用于對棒位探測器提供緊固力,防松螺母則用于防止因長時間的作用導致螺母松脫,兩個螺母與螺紋桿嚙合的位置也是咬死的常見部位。
1.2 故障分析
大修發(fā)現(xiàn),CRDM頂部螺母與螺桿螺紋出現(xiàn)卡澀咬死現(xiàn)象比較普遍。耐壓殼是控制棒驅動機構的本體結構,一旦造成不可逆損壞,處理技術復雜,難度極大,將造成重大的經濟損失。因此,故障的處理必須堅持保守原則,保護耐壓殼本體安全,對相對容易更換的螺母進行處理。
通過查找設備圖紙和相關資料,結合大修期間現(xiàn)場實際情況的分析,對容易誘發(fā)故障的因素進行了梳理,得出以下因素:
1.2.1 環(huán)境因素影響:
如表1所示,反應堆運行期間,主系統(tǒng)壓力為15.2 MPa,冷卻劑出口溫度為315.5℃,耐壓殼部件長時間承受高溫高壓的作用,在熱脹冷縮的變形影響下,螺紋產生變形,導致螺母與行程套管螺紋嚙合過緊,從而產生螺母咬死現(xiàn)象。
振動也是導致螺紋變形的關鍵因素,主要原因是機組功率運行期間驅動軸動作、冷卻劑水流沖擊以及堆頂風機運行所產生的長時間振動,導致螺紋的相互擠壓變形。
表1 耐壓殼部件設計參數
1.2.2 設備結構因素
耐壓殼頂部螺紋為M42×1.5的細牙螺紋,密封性、自鎖性相對粗牙螺紋要好,主要用于定位、調整、固定等用途,適合薄壁的筒形零件,如各種光學儀器中廣泛使用細牙螺紋。但是,細牙螺紋不適用于大的受力工作,其耐磨性較差,容易磨損,螺紋容易碰壞,影響安裝和拆卸,稍有尺寸誤差就可能導致安裝時亂扣使得螺桿與螺母同時損壞。
耐壓殼頂部用于壓緊棒位線圈的兩個螺母,由于其防松需要,在安裝時施加了極大的防松預緊力,在長時間作用下,也容易導致螺紋發(fā)生變形。
1.2.3 材質影響
行程套管直段材質為321不銹鋼,而圓螺母材質為1Cr13。不銹鋼材質的強度較差,黏性較強,在長時間的影響下,容易導致螺紋變形,并且由于1Cr13的硬度強于321不銹鋼,在相互作用下,行程套管相對容易發(fā)生損壞,螺紋產生變形,導致螺母咬死。
2 問題處理
2.1 處理工藝
2.1.1 局部咬死情況的處理
通過上述原因分析,局部螺母的咬死情況不可避免,因此,采用適合的工藝來解決,是問題處理的關鍵。
耐壓殼行程套管直段屬于控制棒驅動機構的本體部分,是核級關鍵設備,一旦出現(xiàn)不可逆損傷情況,更換技術復雜,難度極大,由此產生的損失不僅是修復產生的費用,更多的將是核電廠大修時間的延長、相關技術論證、安全評估等帶來的巨大代價。而圓螺母相對更容易更換,在咬死情況下首先保證耐壓殼的安全和完整性,采用合適的方式將螺母破除,再對損傷螺紋進行修復處理。
(1)咬死圓螺母的拆除。
上部壓緊螺母厚度為10mm,厚度較大,破切過程中阻力很大,而行程套管螺紋段為中空結構,內部是M20螺紋孔,其抗壓和抗變形能力遠不如實體螺桿。處理過程中施加較大作用力,將導致螺桿發(fā)生塑性變形, 產生不可逆破壞。
直接使用螺母破切器去除、切割機切除等常規(guī)方法,存在著容易導致空心螺桿變形、易傷害耐壓殼本體等問題,風險較大,不建議采用。
由于常規(guī)方法在拆除螺母上的不足,研發(fā)專用工具進行拆除,以不傷害耐壓殼螺桿為設計原則,能有效控制風險,兼顧工作效率,減少人員劑量。
設計專用保護裝置,固定加裝在圓螺母上,帶有導向保護孔,可實現(xiàn)切除定位、導向和限制誤操作。利用電動鉆快速將螺母壁厚層鉆除,不損傷到螺紋。去除部分壁厚層后,剩余壁厚較薄,容易操作,通過切割片或螺母破切器從薄壁位置繼續(xù)破開,最后用鏟刀將最后的連接部分逐步鏟除,最終成功將咬死螺母拆下。現(xiàn)場操作未破壞到螺紋,并且去除咬死圓螺母效率較高。
(2)損傷螺紋修復。
螺紋修復是問題處理的關鍵點,如圖4所示,損傷螺紋的部分位于三個螺母與耐壓殼嚙合的位置,如使用常規(guī)的板牙工具進行修補,則無法利用中間完好的螺紋進行導向,難以保證螺紋修復效果。
考慮螺紋的修復效果,以及現(xiàn)場作業(yè)空間的影響,專用工具的設計具備三個原則:
A.能利用完好螺紋進行導向;
B.能在空間局限的情況下進行操作;
C.頭部可快速更換。
充分考慮這些因素,設計采用分體式結構來實現(xiàn)功能,將螺紋修補工具頭部設計成分體結構,分段拼接,安裝在完好螺紋上,利用夾緊裝置將修復工具頭部固定住,并利用圓周方向均布的緊固螺栓對夾緊力進行調整,同時使用墊片調整分段式頭部的間隙,使各分段結構受力均勻,這樣可保證在螺紋修復時不亂扣,并能充分利用下部完好螺紋進行螺旋線導向,保證螺紋修復效果。
同時,考慮頂蓋上方設備分布較多且相互之間距離較近,專用工具在修復旋擰操作時不易操作等問題,因此設計可拆裝操作工具,在專用工具手柄不易操作時加裝,然后利用棘輪扳手進行操作。
利用分體式修復工具進行第一遍螺紋修復后,再利用板牙進行精修,保證螺紋修復的平滑性,表面無毛刺,達到修復目標。
2.1.2 整體情況改進
經過多次大修,發(fā)現(xiàn)多組CRDM耐壓殼出現(xiàn)過螺紋卡澀現(xiàn)象,問題十分普遍,處理難度大。為減少螺母咬死現(xiàn)象,需采取有效的改進措施,降低螺母咬死概率,從而使整體故障情況得到緩解。
考慮耐壓殼結構更換流程復雜,細牙螺紋結構以及材質的換型難度大,因此主要針對高溫高壓、振動環(huán)境、防松預緊等對螺母的影響因素進行改進。由于下部壓緊螺母與棒位探測器之間、防松螺母與下部壓緊螺母之間均無墊片,無彈性余量,導致螺母與螺桿螺紋熱脹冷縮或振動沖擊時相互螺紋的擠壓力過大,產生螺牙的變形,最終導致咬死的現(xiàn)象。
改進的重點是提供彈性余量,采用增加墊片的方式,但墊片材質的選擇是重點考慮的因素。經過多次分析和討論,最終選擇加裝專用石墨墊片的方法。該墊片具有出色的熱穩(wěn)定性,在高溫高壓環(huán)境下不易失效,并且具有良好的抗腐蝕和耐輻照性能,以及良好的壓縮回彈性,可以給螺母提供充足的彈性變形空間,減小螺紋擠壓力,有效減少螺紋變形。
實踐證明,通過加裝專用石墨墊片,耐壓殼頂部螺母咬死故障明顯減少,優(yōu)化措施效果明顯。
2.2 現(xiàn)場實施
2.2.1 風險控制
(1)高輻射風險控制:CRDM位于堆頂,受反應堆運行周期的長時間照射,具有較大的輻射性,且具有表面污染性。作業(yè)時容易造成人員體表玷污以及高輻射劑量值,對作業(yè)人員健康造成危害。
(2)異物墜落風險控制:頂蓋上方分布37組控制棒驅動機構,相互之間間隙較小,外層由圍板包裹,一旦上方作業(yè)時異物墜落,處理難度大,不僅造成額外的工作量和大修時間的延誤,也會導致不必要的人員輻射,危害人員健康。
(3)機械安全風險:維修作業(yè)涉及鉆孔、切割等機械操作,需做好安全防范措施。工作平臺距地面較高,需注意人員高空墜落風險。
2.2.2 工作準備
針對以上風險分析,做好詳細的工前準備,能有效控制并減少安全風險。按照要求在頂蓋上方搭建檢修工作平臺,鋪設防異物覆蓋物,防止細小鐵屑、零件等掉落;在頂蓋四周搭建污染隔離區(qū),并在隔離區(qū)入口配備輻射防護用品;準備作業(yè)所需工器具、耗材、勞保用品等,保證工前準備細致到位。
2.2.3 實際作業(yè)
實際作業(yè)前,工器具已通過模擬試驗進行了驗證和改進。針對已完全咬死的部件,首先加裝專用保護裝置,使用電動鉆打孔,鉆除部分螺母壁厚層,使用切割片切除螺母薄壁處,最后使用鏟刀逐步切除連接部位,從而取下咬死螺母。清洗行程套管螺紋表面雜質,將專用修復工具安裝到完好螺紋部位,進行第一遍修復,再利用板牙進行第二遍精修,達到螺紋表面平滑、無毛刺的合格標準,最終成功地處理了該缺陷問題。同時,逐一檢查每根CRDM的螺紋,利用板牙去除表面毛刺,并在螺母回裝時加裝石墨墊片,減少螺母的咬死。
3 結論
經反應堆長期的運行,耐壓殼頂部螺母以及類似結構的卡澀和咬死情況已十分普遍,處理難度大且具有極大安全風險。針對故障情況制定處理措施,分別研發(fā)專用工具處理咬死螺母的拆卸和螺紋修復兩個關鍵點,解決了個別螺母的咬死,并通過改進措施,有效減少故障現(xiàn)象。現(xiàn)場實施效果良好,不僅安全解決了故障問題,確保設備安全可靠性,也為今后堆頂其他類似問題的處理提供了成功的處理借鑒思路和經驗,值得采用和推廣。
參考文獻
[1]貝秋生.裁絲螺栓咬死原因分析和處理方案[J].設備管理與維修,2009,(07):1.
[2]李文頂.不銹鋼螺紋聯(lián)接副損傷及咬死現(xiàn)象分析與解決措施,機電工程技術,2013,42(01):97-99.
[3]華軍.螺紋潤滑狀態(tài)改變對螺栓預緊力矩影響的分析[J],機車車輛工藝,2009,(06):13-15.
[4]機械設計手冊.第1卷/機械設計手冊編委會編著,北京,機械工業(yè)出版社,2004.8.
[5]CP300核電廠一回路系統(tǒng)/設備及運行/馬明澤主編,北京,中國原子能出版?zhèn)髅接邢薰荆?011.2.
[6]上海核工程設計研究設計院,控制棒驅動機構施工圖Q1.E.GZR30.S.05SJ-0003,2005.10.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
