鋁合金激光焊氣孔數值模擬
2020-05-18 06:53:22黃立進華學明
造船技術 2020年2期
黃立進,劉 鵬,朱 蘇,陳 強,華學明
(1.上海交通大學,上海 200240;2.上海船舶工藝研究所,上海 200032)
0 引 言
5083鋁合金由于比強度高以及耐腐蝕性和低溫性能優,在LNG運輸船制造中得到了廣泛應用[1]。為提高焊接效率和降低生產成本,具有較高的能量密度、較低的熱輸入和較大的熔深等優點的激光焊受到人們的青睞。在鋁合金激光焊接過程中,鋁合金散熱快、熔點低,表面張力和黏度較低,易產生氣孔缺陷,造成較大的應力集中,這將大幅削弱焊接接頭強度[2]。在鋁合金激光焊接過程中有冶金型和匙孔型兩類氣孔。冶金型氣孔的產生機理是在激光焊接過程中,熔池發生冶金反應和溫度變化,使氣體的溶解度發生變化,析出H2、CO和N2等不溶于熔池的氣體,此類氣泡一般為小尺寸圓球狀,其機理已為研究者們所熟知。匙孔型氣孔是激光焊接中獨特的缺陷,其產生機理與冶金型氣孔不同,形成機理尚存在爭議,目前普遍認為匙孔型氣孔的形成過程與熔池中液態金屬的流動和匙孔的不穩定性引起的匙孔坍塌有密切關系[3]。MATSUNAWA等[4]通過X射線高速攝影設備觀察5083鋁合金激光焊接過程中的匙孔型氣孔的形成過程,提出匙孔前壁受到激光輻射后引起金屬蒸氣劇烈蒸發,導致后壁凹陷和失穩閉合。KAWAGUCHI等[5]采用X射線成像系統觀察激光焊匙孔的變化,提出匙孔可被看作細長的圓柱形或圓錐形,當匙孔深度遠大于匙孔的截面圓周長時,匙孔穩定性降低,易發生頸縮現象,頸縮處繼續被激光作用,蒸發反作用力將使頸縮擴大,匙孔在徑向位置處于不斷振動的狀態,隨著激光繼續輻射,匙孔底部則從頸縮處分離形成氣泡。
激光焊試驗觀測手段存在較大的局限性,匙孔行為一直動態變化,匙孔和熔池本身尺寸小,焊接過程伴隨著強光輻射和強熱輻射,無法直接清晰地觀測激光焊過程中匙孔行為的動態變化,同時與匙孔型氣孔密切相關的溫度場、流動模式和傳熱無法通過試驗獲得。為解決這個問題,國內外學者們越來越關注數值模擬方法[6]。PANG等[7]建立傳熱、流體流動和匙孔自由表面演化的耦合三維數值模型,研究匙孔穩定性機理,發現匙孔深度的變化可定性地反映氣孔敏感性。然而,該模型沒有模擬氣孔的形成過程。LU等[8]耦合流體流動、氣泡運動模型與凝固相變模型,提出用三維瞬態模型模擬4 mm厚鋼激光焊匙孔型氣孔形成,提出氣孔數主要取決于匙孔坍塌的頻率。目前來說,國內外在氣孔模擬方面的研究與文獻較少,而且主要集中于薄板模擬,厚度超過10 mm的鋁合金模擬國內外鮮有文獻記載,關于厚板氣孔的問題及其所涉及的內在機理有待進一步研究。因此,通過模擬手段研究激光焊接中氣孔產生的原因,進而達到優化焊接工藝以減少和避免氣孔產生的目標,對于鋁合金激光焊的推廣應用具有十分重要的意義。
綜合考慮激光焊接過程中激光、熱、力和等離子體等,采用高斯分布的熱源模型,引入FLOW-3D自帶的氣泡模型,考慮激光菲涅耳吸收和多重反射,建立三維數值模型,研究鋁合金激光焊匙孔的形成、熔池流動和匙孔坍塌,闡明匙孔型氣孔的形成機理。
1 試驗材料和過程
所采用的試驗焊接材料為10 mm的5083鋁合金,材料的熱物理性質如表1所示,試驗裝置如圖1所示。試驗使用的焊接機器人為KUKA KR60HA,激光器為IPG公司生產的YLS-10000光纖激光器,400 mm的透鏡聚焦在半徑為0.36 mm的光斑上。焊接前先用不銹鋼鋼絲刷打磨焊接位置去除氧化膜,后采用丙酮擦拭5083鋁合金表面,去除切削液、油污和灰塵。在試驗中,激光束沿焊接前進方向后傾8°,離焦量為0 mm,20 L/min的99.99%的氬氣用作保護氣體,噴嘴放置在垂直位置,典型傾斜度為45°。氣孔機理分析所采用激光的功率為6.5 kW、焊接速度為3 m/min。高速攝像機用于觀察熔匙孔形成,將帶有808 nm的帶通濾波片放置在攝像機鏡頭前方,使用波長為640 nm的低功率激光輔助光作為背光源照射焊接區域,獲得清晰的圖像。焊接過程以5 000 fps的頻率記錄。
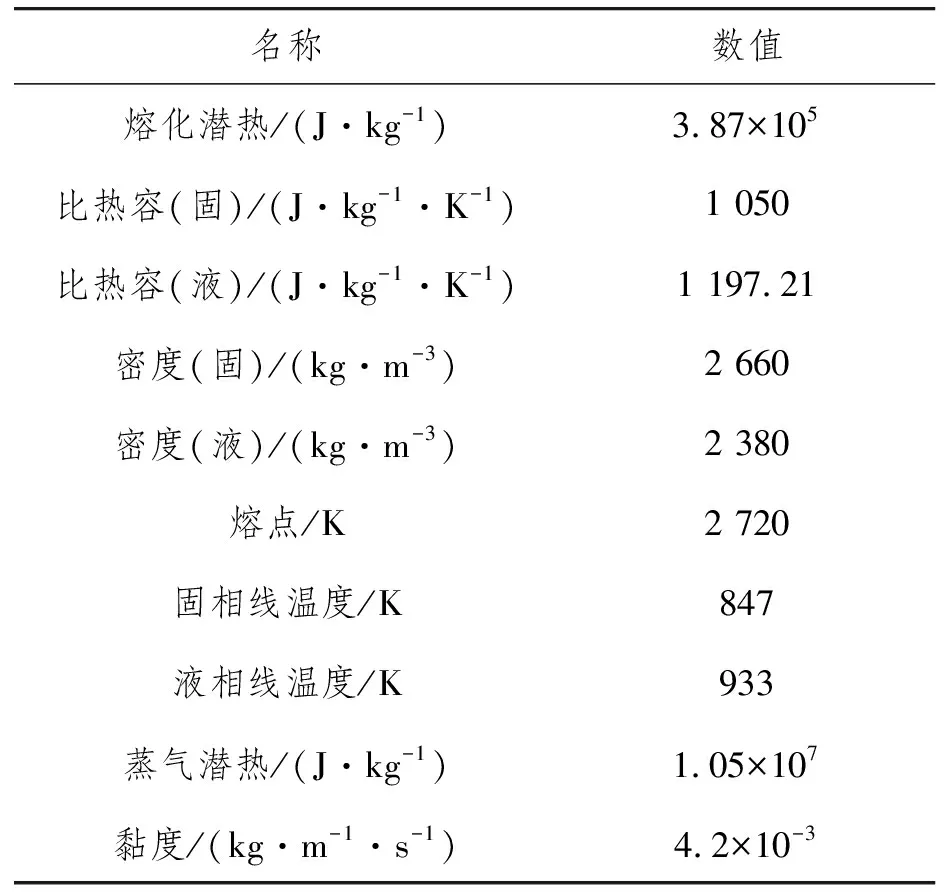
表1 5083鋁合金的熱物理材料特性
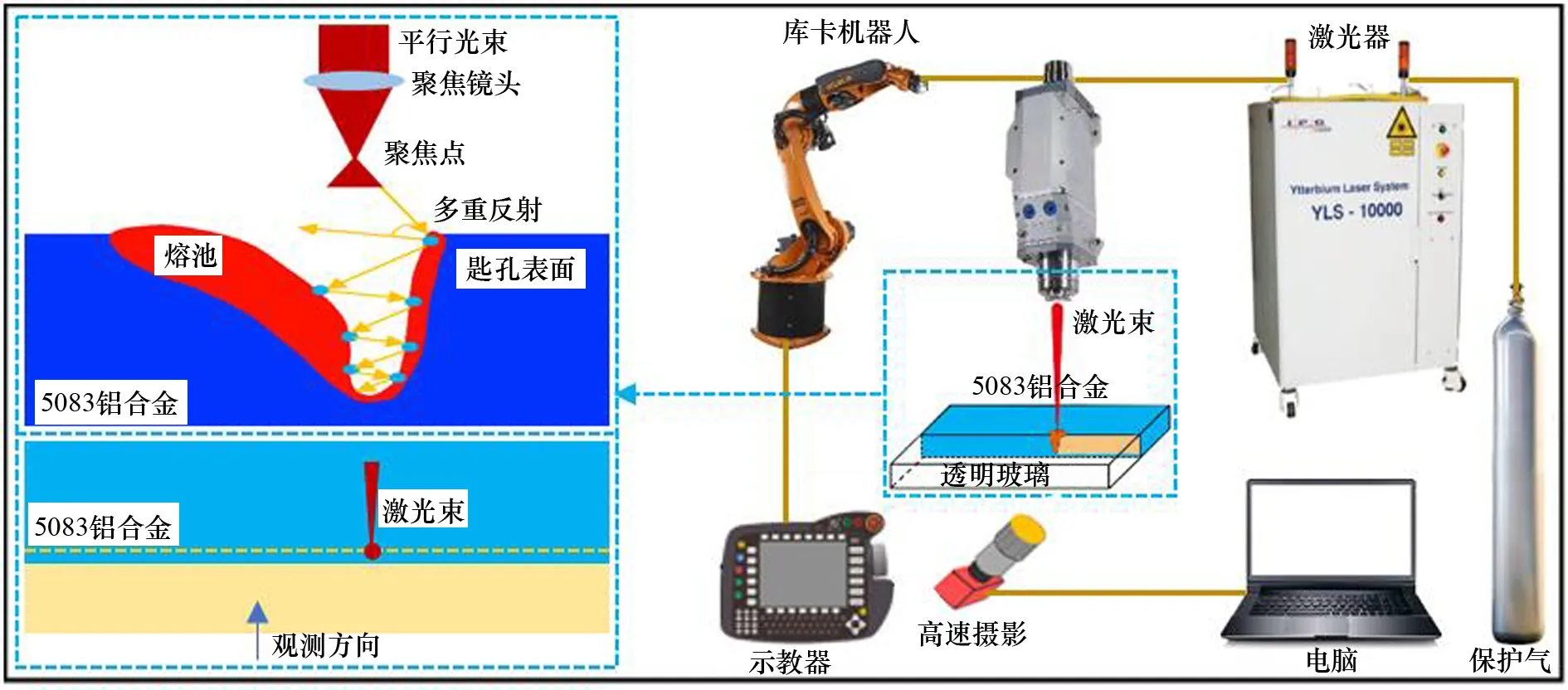
圖1 試驗裝置圖
在焊接完畢后,首先使用金相切割機進行橫截面和縱截面切割取樣,依次用砂紙從180倍磨至2 000倍,然后使用研磨膏進行粗拋光和精拋光,在超聲波中用丙酮清洗20 min,再用蘸有無水乙醇的棉球對試樣表面進行擦拭,使用體積分數為10%的氫氟酸對其進行腐蝕,最后使用Zeiss Stemi 2000體式顯微鏡觀察其橫斷面和縱截面。
2 數學模型
建模過程假設如下:
(1) 假設液態金屬為牛頓、線性和不可壓縮流體;
(2) 忽略保護氣體對焊接過程的影響;
(3) 激光束熱源模型呈高斯分布。
2.1 激光熱源模型
激光熱源被視為高斯型軸對稱分布,可描述為
(1)
式中:q為熱密度函數;Q為激光束中心熱密度值;r為徑向坐標;rb為聚焦平面處激光束半徑。
在FLOW-3D中使用射線追蹤技術實現實時多重反射。如圖1所示,入射光線的一部分能量通過菲涅爾效應被匙孔吸收,其余部分被反射。菲涅爾吸收率和第n次反射后的吸收能量計算公式[9]為
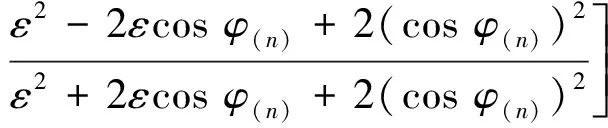
(2)

(3)
式(2)和式(3)中:φ(n)為第n次反射時入射光束與材料表面法向量的夾角;ε為材料和激光種類的相關系數,其值由激光束和材料等因素共同決定。
2.2 驅動力模型
匙孔的動態變化是激光焊匙孔壁上表面張力與蒸發反作用力等力的動態平衡的結果。匙孔形成的主要驅動力是蒸發反作用力。蒸發反作用力計算公式為
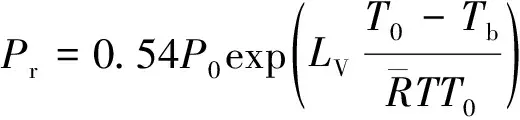
(4)

熔池中的浮力為
Fb=ρgβ(T-T1)
(5)
式中:ρ為液態金屬密度;g為包括重力在內的體積力加速度;β為熔體的熱膨脹系數;T1為熔體周圍溫度。
2.3 氣泡模型
引入氣泡模型模擬激光焊過程中的氣泡產生和遷移過程。氣泡內氣體的狀態為
P=(γ-1)ρ1Cp,vapT2
(6)
式中:P為氣泡內壓力;γ為氣泡內氣體的比熱系數;ρ1為氣泡內氣體密度;Cp,vap為蒸氣的恒壓熱容;T2為氣泡內蒸氣的溫度。
當匙孔內的氣體在熔池中形成氣泡時,其運動公式為
(7)
式中:V為流體流速;Vb為氣泡遷移速率;ρb為氣泡內氣體的密度;δ為流體與氣泡之間的拖曳系數,可用流體雷諾數的函數表示為
(8)
式中:d為氣泡平均直徑。
2.4 邊界條件
控制方程計算域的邊界條件包括能量和壓力邊界條件。
2.4.1 能量邊界條件
對于頂部自由表面,考慮對流、輻射和蒸發,可表示為

(9)
式中:k為導熱系數;hc為熱傳導系數;σ為斯特藩-玻爾茲曼常數;λ為輻射散熱系數;qlaser為吸收的激光能量。
在材料的其他表面上也存在著熱平衡,可表示為

(10)
2.4.2 壓力邊界條件
頂部自由表面的壓力邊界為

(11)
式中:μ為液態金屬的動態黏度;p為流體動壓;Vn為法向速度矢量;n為自由表面的法線;R為曲面曲率半徑。
3 結果與討論
3.1 匙孔形成過程與熔池流場
圖2所示為5083鋁合金激光焊接過程中匙孔的形成模擬和試驗圖。在激光輻射至材料表面時,母材開始熔化和蒸發。受蒸發引起的反沖壓力的影響,在焊接開始時形成凹陷,熔融金屬被推出凹陷,如圖2(a)和圖2(d)所示。隨著焊接時間的增加,越來越多的熔融金屬向上擠壓到熔池上表面,匙孔形成,如圖2(b)和圖2(e)所示。隨著焊接時間的延長,熔池的寬度和長度逐漸變大,如圖2(c)和圖2(f)所示。對比圖2(a)和圖2(b),形成匙孔后的熔池的對流不同于匙孔形成前的對流。
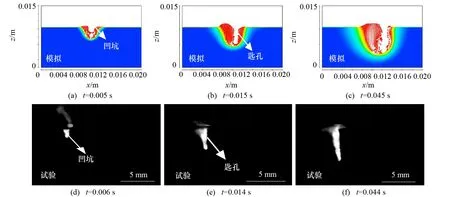
圖2 5083鋁合金激光焊匙孔形成過程
5083鋁合金激光焊熔池流動情況如圖3所示。在匙孔后壁上,熔池上部的熔融金屬沿著匙孔壁向下流動,而熔池底部的熔融金屬受到表面張力、蒸發反作用力和重力等的綜合作用,沿熔合線向上流動,最后在熔池里形成了順時針的渦流,這種流動方式有助于將熔融金屬和能量輸送至熔池后部。匙孔前壁處的熔融金屬沿前沿方向向下流動。匙孔周圍的流動比熔池其他部分的流動更為劇烈。
3.2 氣孔形成機理
圖4所示為5083鋁合金激光焊匙孔坍塌過程的模擬和試驗圖。當激光束照射匙孔時,一部分能量被吸收后產生局部蒸發,熔池里形成了順時針渦流,熔池中上部的液態金屬具有向前運動的趨勢,在匙孔后壁處形成了大的凸起,如圖4(a)和圖4(d)所示。在順時針渦流的影響下,凸起繼續向匙孔前壁處流動,匙孔后壁與匙孔前壁接觸形成液橋而導致匙孔發生坍塌,如圖4(b)和圖4(e)所示。受多重反射的影響,隨著焊接過程的繼續,蒸發反作用力增加,當液態金屬的表面張力小于蒸發反作用力時,匙孔坍塌后打開,如圖4(c)和圖4(f)所示。
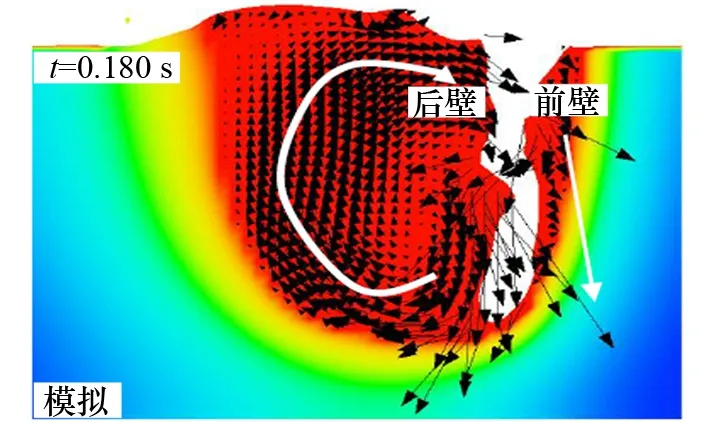
圖3 5083鋁合金激光焊熔池流場
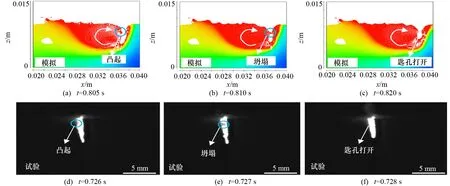
圖4 5083鋁合金激光焊匙孔的坍塌過程
圖5所示為5083鋁合金激光焊氣泡的逃逸過程,當氣泡在熔池內運動時,氣泡的形狀一直在不斷變化,但其尺寸仍然保持相似,表明其內部與外部壓力基本平衡。在匙孔重新打開前,形成的封閉空間隨順時針渦流的帶動進入熔池,形成氣泡。在t=0.320 s時,在熔池底部形成氣泡1;在t=0.380 s時,氣泡1流至熔池中部;在t=0.400 s時,在順時針渦流的帶動下,氣泡1運動至熔池表面;在t=0.415 s時,氣泡1從熔池中逸出,未被凝固界面捕捉形成氣孔。氣泡生成后可能最終不會變成氣孔,如逃逸出熔池。
圖6所示為鋁合金激光焊中氣泡被凝固界面捕捉形成氣孔的過程。在t=0.205 s時,形成封閉空間;在t=0.230 s時,在底部形成氣泡2,此時氣泡的運動不再受蒸發反作用力的影響,在強烈的順時針渦流帶動下,流向熔池后部;在t=0.290 s時,氣泡2被凝固界面完全捕捉。在鋁合金激光焊接過程中,氣孔的形成機理可被概括為匙孔坍塌后的封閉空間形成氣泡和氣泡不從熔池表面逃逸且被凝固界面所捕獲。
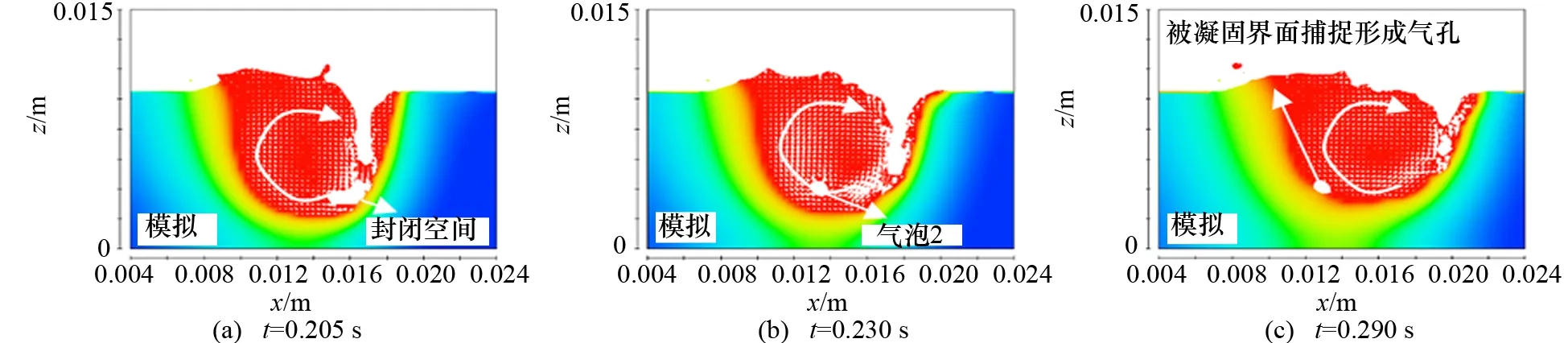
圖6 鋁合金激光焊氣孔形成過程
3.3 模型驗證
圖2和圖4分別表示5083鋁合金激光焊匙孔的形成過程和坍塌過程,結果表明,匙孔的形成和坍塌機理在數值模擬與試驗中是相似的,說明模擬與試驗結果一致。
圖7所示為模擬與試驗獲得的焊縫橫截面結果比較。在5083鋁合金激光焊中,模擬和試驗得到的半焊縫寬度分別為2.25 mm和2.36 mm,如圖7(c)所示。模擬與試驗的半焊縫寬度相差較小,說明模擬的焊縫幾何尺寸與試驗結果吻合較好。
試驗和模擬結果的平均氣孔尺寸和數量如圖7(d)所示。統計鋁合金激光焊中模擬與試驗得到的匙孔型氣孔,平均氣孔尺寸分別為1.46 mm和1.53 mm。 將焊縫長度折算成20 mm后,將氣孔數的試驗結果與模擬結果進行比較,模擬與試驗的氣孔數量分別為1.69個和1.86個。可以看出,試驗與模擬的平均氣孔尺寸和數量吻合良好。總之,本文建立的三維數值模型可用于闡述鋁合金激光焊中匙孔型氣孔的形成機理。
4 結 論
建立三維數值模型研究5083鋁合金激光焊接匙孔的動態行為、熔池對流和氣孔形成機理,基于數值和試驗結果,得出結論如下:
(1) 在匙孔后壁上,熔融金屬受表面張力和蒸發反作用力等力的影響,匙孔后部存在順時針流動的模式,匙孔周圍的流動比熔池其他部分的流動更劇烈。
(2) 匙孔坍塌的3個因素是匙孔后壁處形成凸起,凸起在順時針渦流的影響下向匙孔前壁處流動和匙孔后壁與匙孔的前壁接觸后形成液橋。

圖7 模擬與試驗結果比較
(3) 氣孔形成的機理為匙孔坍塌后的封閉空間形成氣泡和氣泡不從熔池表面逃逸且被凝固界面所捕獲。
