90 t特鋼鋼包結(jié)構(gòu)及制作方法改進(jìn)
2020-05-16 05:08:50王盛
山東冶金 2020年2期
王 盛
(山東鋼鐵集團(tuán)日照有限公司,山東 日照276800)
1 前言
萊鋼特鋼銀前90 t鋼包作為特鋼銀前煉鋼生產(chǎn)重要設(shè)備之一,其工作條件極為惡劣,鋼包需要承受高溫鋼水的靜壓力與出鋼時(shí)的劇烈沖擊,經(jīng)受急劇的機(jī)械沖擊、化學(xué)侵蝕和溫度的激冷激熱作用。因而鋼包的結(jié)構(gòu)、承載力、使用壽命等對(duì)生產(chǎn)的順利進(jìn)行起著至關(guān)重要的作用。
隨著特鋼轉(zhuǎn)爐結(jié)構(gòu)改進(jìn)和每爐最大出鋼量的增加,90 t鋼包在實(shí)際使用過(guò)程中,現(xiàn)有鋼包承載力及結(jié)構(gòu)強(qiáng)度已經(jīng)不能滿足生產(chǎn)的需要。另外,考慮到鋼包在生產(chǎn)過(guò)程中需經(jīng)受急劇的機(jī)械沖擊、化學(xué)侵蝕和溫度的激冷激熱等因素,以及原產(chǎn)品在制作過(guò)程中遇到各種困難因素的影響,迫切需要對(duì)90 t鋼包進(jìn)行改進(jìn),從而增加承載力及結(jié)構(gòu)強(qiáng)度,滿足使用要求。
2 技術(shù)攻關(guān)路線
通過(guò)對(duì)90 t鋼包現(xiàn)有問(wèn)題的診斷分析,確立了以下攻關(guān)線:
1)對(duì)裝工藝優(yōu)化:經(jīng)工藝技術(shù)人員現(xiàn)場(chǎng)勘察研究,對(duì)鋼包的桶體、包底、耳軸部位結(jié)構(gòu)的對(duì)裝進(jìn)行改進(jìn)優(yōu)化,提升制作效率,滿足使用要求。
2)焊接工藝優(yōu)化:在已有制作工藝方案的基礎(chǔ)上,對(duì)已有方案進(jìn)行改進(jìn)與固化,并詳細(xì)地對(duì)制作工藝參數(shù)及方法做了具體的改進(jìn),并應(yīng)用到實(shí)際生產(chǎn)過(guò)程中。
3 實(shí)施過(guò)程
3.1 桶體的對(duì)裝與焊接工藝
1)桶體下料前,仔細(xì)核對(duì)配料圖,確保對(duì)接縫與加強(qiáng)筋零件及孔的間距符合標(biāo)準(zhǔn)要求,下料后根據(jù)圖紙開(kāi)制坡口,留鈍邊,并做好方向標(biāo)記。
2)因桶體厚度較厚,均采用30 mm厚的鋼板下料,桶體卷板時(shí)采用卷板機(jī)進(jìn)行預(yù)壓頭的方法,防止卷制后的對(duì)接處出現(xiàn)直邊,影響對(duì)裝質(zhì)量和桶體圓度的要求。
3)卷制桶體時(shí),采用相應(yīng)半徑的模板去檢查,邊卷邊檢,以免過(guò)卷或卷不到位。
4)組裝桶體前,要搭設(shè)專(zhuān)門(mén)平臺(tái),用水平儀測(cè)量保證平面度≤2 mm,沿圓周方向設(shè)置固定卡板,放置到位后點(diǎn)焊,點(diǎn)焊長(zhǎng)度為30~50 mm,間距600~800 mm。
5)為確保桶體對(duì)裝定位后在焊接過(guò)程中不變形,桶體內(nèi)部加設(shè)十字撐,同時(shí)在對(duì)接焊縫兩側(cè)加設(shè)連接板固定。
6)施焊前,焊接操作人員應(yīng)認(rèn)真復(fù)查焊件接頭坡口質(zhì)量和焊區(qū)的處理情況,當(dāng)不符合要求時(shí),經(jīng)整改合格方可施焊。桶體由兩件對(duì)接而成,組裝時(shí)應(yīng)先完成兩段縱縫的牢固點(diǎn)焊,再對(duì)接。施焊時(shí),先完成環(huán)焊縫,再進(jìn)行縱縫焊接。
7)采用Ar-CO2混合氣體保護(hù)焊。徑向焊縫利用滾輪架翻轉(zhuǎn)焊接代替原有的鋼包體人工翻轉(zhuǎn)焊接,滾輪架翻轉(zhuǎn)焊接可將橫焊變?yōu)槠胶福纬擅烙^的焊接波紋及高強(qiáng)度的焊縫,既提高了制作效率,又提高了產(chǎn)品質(zhì)量。
8)焊接完成后及時(shí)清理焊縫表面熔渣及兩側(cè)的飛濺物,檢查焊縫的質(zhì)量,并按圖紙要求進(jìn)行探傷,不合格處及時(shí)進(jìn)行刨除,重新施焊。
3.2 包底與桶體對(duì)裝與焊接工藝
1)包底與桶體組裝前均要仔細(xì)檢查兩者的尺寸,其接縫形式如圖1所示,此種接縫形式比傳統(tǒng)拼接直角的接縫形式更有利于增加結(jié)構(gòu)強(qiáng)度,提升承載力。
2)將包底外周長(zhǎng)4等分,并在桶體和包底上做好標(biāo)記,如圖2所示順序進(jìn)行定位點(diǎn)焊。注意預(yù)留3 mm左右的焊接收縮量。
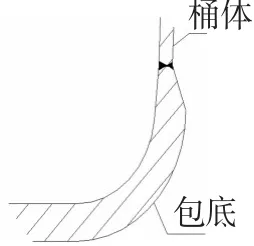
圖1 包底與桶體焊縫對(duì)接形式
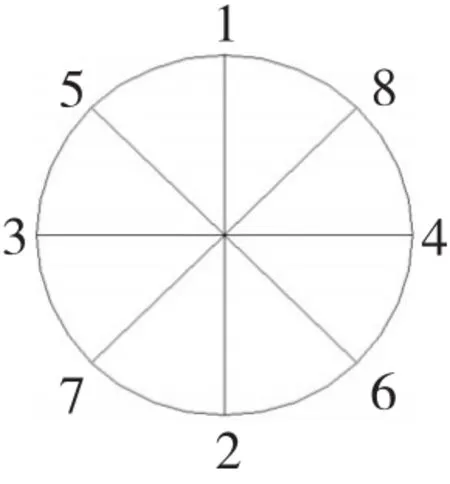
圖2 定位點(diǎn)焊標(biāo)記
3)為增加包底與桶體的連接強(qiáng)度,在原有設(shè)計(jì)圖紙的基礎(chǔ)上增加包底與桶體連接板。
4)正式焊接時(shí),焊前必須預(yù)熱,外側(cè)采用滾輪架進(jìn)行平焊。外側(cè)焊接完成后,內(nèi)側(cè)進(jìn)行清根再焊接,焊工采取對(duì)稱(chēng)方式同時(shí)施焊,以免變形過(guò)大。
3.3 耳軸部位的對(duì)裝與焊接工藝
鋼包耳軸承載著整個(gè)鋼包和鋼水的重量,并且在高溫下作業(yè),耳軸有缺陷,后果不堪設(shè)想。鋼包耳軸是在整個(gè)鋼包構(gòu)造中最關(guān)鍵的部位,耳軸的安裝焊接及無(wú)損檢測(cè)至關(guān)重要。
1)90 t鋼包的耳軸為鍛打件,與耳軸底座為整體鑄鋼件,耳軸底座上為40 mm厚的加固護(hù)板,各加強(qiáng)筋位置如圖4所示。此種組合方式更有利于增加耳軸部位的整體強(qiáng)度與穩(wěn)定性。
2)鋼包耳軸從進(jìn)貨到安裝完成整個(gè)過(guò)程要做3次超聲波檢測(cè),即到貨原件檢測(cè),熱處理前檢測(cè),承載后檢測(cè),只有這樣才能保證耳軸的質(zhì)量。
3)耳軸部位的焊接工作改進(jìn)重點(diǎn):①此處的焊接量和焊接面積較大,容易產(chǎn)生變形,焊接前應(yīng)用十字支撐把兩個(gè)耳軸處支撐起來(lái)。②各焊縫必須采用100%超聲波探傷,焊接時(shí)應(yīng)先對(duì)稱(chēng)立焊再橫焊,以免焊縫不均勻收縮影響耳軸定位。③焊接完成后,及時(shí)清理兩側(cè)熔渣及兩側(cè)飛濺物,檢查焊縫外觀質(zhì)量,及時(shí)修補(bǔ)、打磨。
4 效果評(píng)價(jià)
通過(guò)有效的技術(shù)措施,鋼包在外觀方面、承載力和強(qiáng)度方面都達(dá)到了預(yù)期的效果,提高了90 t鋼包的實(shí)用性,延長(zhǎng)了鋼包的使用壽命,得到了用戶的高度評(píng)價(jià)。另外,通過(guò)本次的技術(shù)改進(jìn),形成了生產(chǎn)90 t鋼包的系統(tǒng)的工作流程,提高了制作效率,縮短了制作周期,增強(qiáng)了企業(yè)的競(jìng)爭(zhēng)力。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
廣西科技大學(xué)學(xué)報(bào)(2016年1期)2016-06-22 13:10:41
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
浙江大學(xué)學(xué)報(bào)(工學(xué)版)(2015年2期)2015-05-30 07:04:46
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
中國(guó)艦船研究(2014年6期)2014-05-14 06:45:22