鐵素體不銹鋼冷軋橫裂原因分析及工藝改進
2020-05-16 05:08:40王永勝王宏霞
山東冶金 2020年2期
王永勝,王宏霞,何 敏
(山東泰山鋼鐵集團有限公司,山東 濟南271100)
1 前言
鐵素體不銹鋼由于其成本低、抗氯化物應力腐蝕能力強等優勢,在部分行業有逐漸取代奧氏體不銹鋼的趨勢。而430不銹鋼是鐵素體不銹鋼中生產和使用量最大的一種,其應用主要集中在家電和汽車等行業[1-2]。430鐵素體不銹鋼大多數都是冷軋后再使用,在冷軋過程中,材料的變形抗力、塑性、韌性等性能都會發生顯著變化,而這些性能又往往是冷軋工藝的合理制定和最終高精度冷軋產品獲得的重要參數。塑性和韌性是設定道次變形量、前后張力等參數的重要依據[3]。
近些年,為降低生產成本,部分廠家對不銹鋼熱軋鋼帶不經退火直接冷軋,在冷軋過程中時常出現邊裂,甚至斷帶問題。本文針對冷軋過程中出現的橫裂問題進行系統分析,并通過制定合理的工藝改進措施,避免了冷軋過程中橫裂缺陷的發生。
2 試驗方法
原料規格為3.5 mm×1 520 mm的430熱軋鋼帶,利用18輥冷軋機進行生產,目標軋制厚度為0.26 mm。當軋制到0.36 mm時因橫裂缺陷發生斷帶,為明確冷軋板橫裂缺陷產生原因,在缺陷部位取樣,進行金相和掃描電鏡能譜分析。金相試樣經磨制、拋光后,用三氯化鐵溶液侵蝕,利用GX51金相顯微鏡進行組織觀察,并采集圖像。采用Sigma500進行掃描電鏡檢測,對組織異常部位進行能譜微區成分分析。
3 試驗結果
3.1 宏觀分析
試樣橫裂缺陷長度較長,大部分缺陷為一條條密集的小橫裂紋沿軋制方向呈條帶分布,與正常部位表面狀態明顯不同。嚴重的橫裂部位已穿透呈孔洞,裂紋部位較脆,用手即可掰斷。冷軋板橫裂缺陷形貌如圖1所示。

圖1 冷軋板橫裂缺陷形貌
3.2 金相分析
磨制縱向試樣在金相顯微鏡下觀察,試樣上主要存在氧化鋁類夾雜物,評級為B1.5級,典型夾雜物如圖2所示。
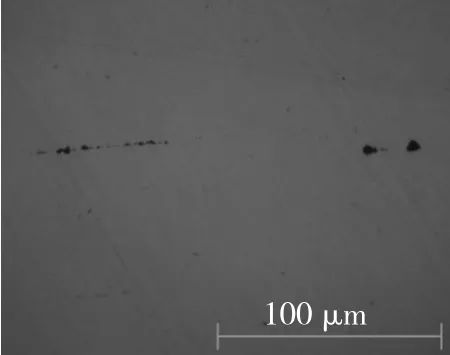
圖2 典型夾雜物
觀察橫裂缺陷部位試樣,發現有的裂紋從表面往基體里擴展(見圖3),在裂紋附近未發現夾雜物等異常現象。試樣腐蝕后,發現基體上存在條狀偏析帶,且裂紋內存在分層現象,分層位置有亮白色的顆粒狀析出物,如圖4所示。
3.3 掃描電鏡能譜分析
掃描電鏡下觀察橫裂缺陷試樣,發現在條狀偏析帶內存在密集的顆粒狀物質,如圖5所示。對圖5顆粒狀析出物進行微區成分分析見圖6,發現Cr元素含量較高的析出物內C、P元素也較高,具體結果見表1,說明該部位顆粒狀物質為Cr的碳化物。
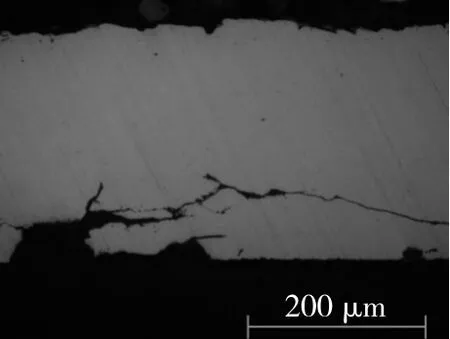
圖3 橫裂部位
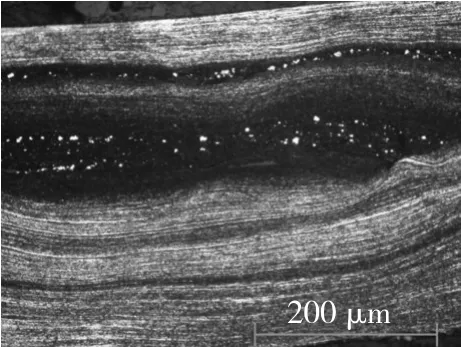
圖4 裂紋內析出物
圖5 偏析帶內的析出物
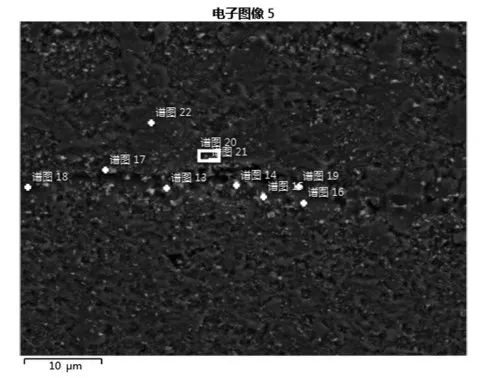
圖6 析出物能譜分析
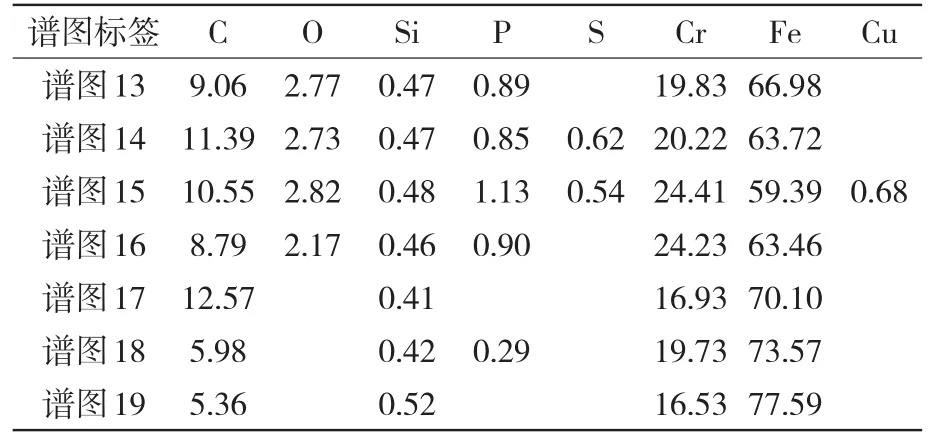
表1 能譜分析結果%
3.4 斷口試樣檢測
在橫裂較嚴重的部位截取斷口試樣進行掃描電鏡能譜分析,發現在開裂的部位存在塊狀物(見圖7)。由表2的能譜分析結果可知,該區域Cr含量較高。未出現明顯橫裂缺陷的部位也存在條帶狀分層現象,經分析同樣存在Cr含量高的現象。
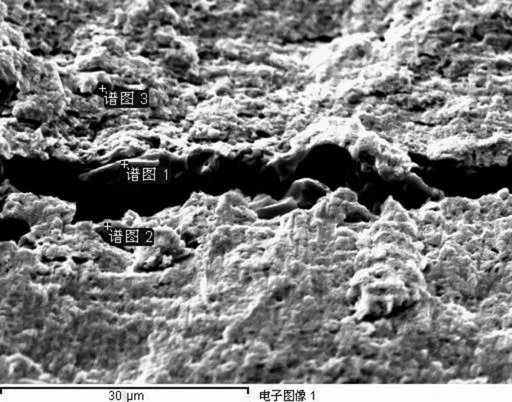
圖7 橫裂部位斷口形貌

表2 斷口能譜分析結果%
通過對冷軋板橫裂缺陷試樣分析,在裂紋部位存在Cr含量較高的析出相,這種析出物與前期分析的430中間裂紋處析出物相似,均含有較高的Cr含量,從金相看亮白色的析出物是由板坯內部裂紋處偏析所致。
3.5 板坯低倍檢測
在430板坯上取低倍試樣,經檢測低倍試樣上存在中間裂紋,如圖8所示。通過對不同生產批次的板坯低倍檢測,發現均存在中間裂紋,裂紋在1.0~2.0級,中間裂紋多位于板坯厚度的1/4左右,靠近白亮帶位置。

圖8 板坯低倍檢測結果
板坯中間裂紋部位存在網狀分布的碳化物,碳化物周圍存在貧鉻區,如圖9所示。繼續對試樣進行腐蝕,發現腐蝕5 min左右,碳化物周圍的基體完全被侵蝕,碳化物呈骨架狀,說明碳化物的抗腐蝕能力要優于其相鄰基體的抗腐蝕能力。當碳化物最終失去基體支撐時脫落,隨著腐蝕時間的進一步增長,孔洞進一步增大[4]。
金相檢驗結果表明,鑄坯的裂紋是沿鐵素體和奧氏體相界開裂,說明受到的外力(熱應力、鼓肚力、拉輥壓力、矯直力)超過了鑄坯的斷裂強度,形成鑄坯中間裂紋,鐵素體晶界上存在大量的碳化物析出相(見圖9),這種沿晶界的析出物將加速裂紋的擴展,致使鑄坯更容易發生脆性斷裂。

圖9 碳化物析出相
對出現板坯中間裂紋的部位取斷口試樣,對圖10中各區域進行能譜分析,由表3的能譜分析結果可知,個別區域Cr、P含量遠遠高于基體,且Cr含量高的區域存在N、V元素,說明斷口上存在Cr的C、N化合物析出和P元素偏析現象。
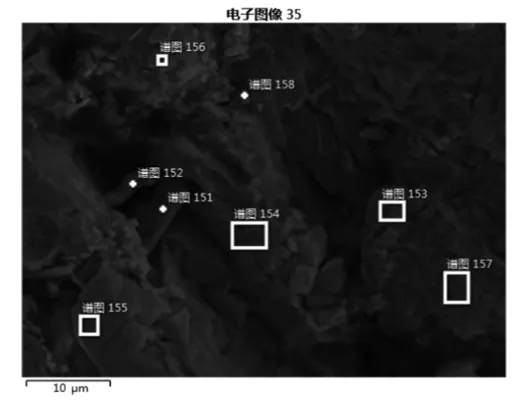
圖10 中間裂紋部位的斷口
4 工藝改進措施及實施效果
4.1 工藝改進措施
由分析結果可知:冷軋板橫裂部位碳化物偏析嚴重,且偏析條帶和板坯中間裂紋區域均有較高的P元素,說明存在P偏析;推測冷軋板軋制過程中出現的橫裂缺陷與板坯中間裂紋缺陷有關。
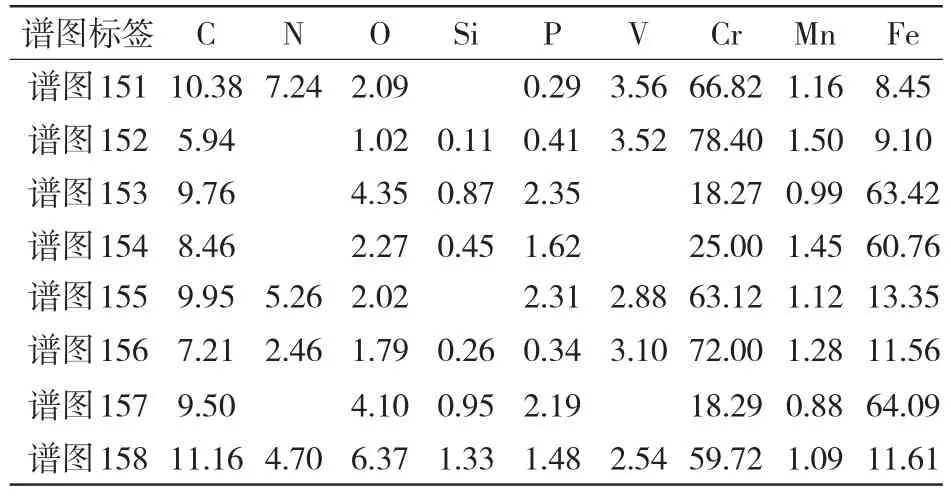
表3 板坯中間裂紋區域能譜分析結果%
帶液芯的高溫鑄坯在連鑄機的運行過程中,各種力作用與高溫坯殼上產生的變形超過了鋼的允許強度和應變是產生裂紋的外因,鋼對裂紋敏感性是產生裂紋的內因,而連鑄機設備和工藝因素是產生裂紋的條件,板坯內各種缺陷如圖11所示。一般認為板坯產生中間裂紋的原因主要有以下幾方面:
1)鋼的化學成分決定了其高溫力學性能,對中間裂紋的產生起著決定性的作用,鋼中S、P等雜質元素的晶間偏析是鑄坯產生中間裂紋的內因,而輥縫收縮、二冷配水曲線、鑄速、鋼水過熱度是裂紋產生和擴展的外因。
2)板坯內部中間裂紋的主要原因是鑄坯帶液芯矯直時,在凝固前沿受矯直力作用產生裂紋并沿柱狀晶晶界擴展;低拉速和強配水的工藝可以改善鑄坯內部質量,其原因在于低拉速、強配水可以減少鑄坯液芯長度,同時強配水可以減輕偏析從而降低鑄坯裂紋敏感性。
3)二次冷卻是影響鑄坯中間裂紋發生的最主要因素,合理的二冷水量、分布及合適的冷卻強度將大大降低裂紋發生的頻率和級數。采用低溫和強均勻冷卻可以有效控制中間裂紋。
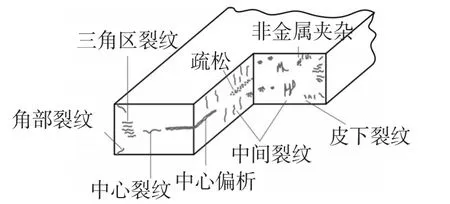
圖11 板坯內部缺陷示意圖
板坯的中間裂紋多出現在鑄坯內弧,少量出現在外弧,大部分中間裂紋存在于內弧表面至鑄坯中心的1/2厚度區域[5]。根據低倍所示的裂紋位置,裂紋尖端至鑄坯表面的距離e,參照:

式中:K為凝固系數;V為拉速,m/mim;H為結晶器液面到鑄坯產生裂紋所在連鑄機位置的距離,m。
板坯低倍檢測可知柱狀晶長度50~55 mm,裂紋大約起始位置55 mm,終了位置75 mm,通過上述凝固平方根定律計算坯殼厚度h=Kt1/2,K=25.5時,至液面距離為4.65 m、8.65 m,對應鑄機20#和34#輥的位置。板坯中間裂紋靠近電磁攪拌的白亮線位置,電磁攪拌可以有效減輕合金枝晶微觀偏析。但也有研究表明,如參數選擇不當,熔體的強迫流動可能反而會加重成分偏析。
鑒于板坯中間裂紋的位置,制定以下工藝改進措施:
1)提高鑄機的對弧精度,避免凝固初期固液界面上應力過大,防止沿晶裂紋的產生,足輥出口對弧精度0.5 mm,零段出口對弧精度0.33 mm,一段出口對弧精度0.27 mm,減小4~11段驅動輥壓力。
2)適當加快連鑄速度,通過提高噴嘴質量、噴射角度及在一定范圍內增大冷卻水量、提高水的流速、降低水溫等方法實現強制冷卻,加強鑄坯表面冷卻的均勻性,減小板坯中心溫度與角部溫度的差異;板坯在500℃附近快速冷卻,避免脆性相的產生,電磁攪拌電流由360 A調整為300 A,輕壓下由1.9~2.2 mm調整為1.4~1.6 mm。
3)鋼中硬而脆的第二相顆粒的存在會影響裂紋的性質,鐵素體晶界上存在大量的碳化物析出相,這種沿晶界的析出物將加速裂紋的擴展,致使鑄坯更容易發生脆性斷裂。嚴格控制鋼種成分,尤其是C、N含量的控制,在不過分增加生產成本的前提下,要求C+N含量<300×10-6。
4.2 實施效果
采取以上措施后,板坯中間裂紋、中心疏松均控制在0.5級以內,等軸晶率達到50%以上,板坯內部質量顯著改善,有效消除了430不銹鋼冷軋橫裂缺陷的產生。
5 結語
通過分析確定,430不銹鋼內部存在的碳化物偏析是導致冷軋板橫裂缺陷的主要原因,而碳化物的偏析與板坯中間裂紋缺陷有關。通過優化電磁攪拌、動態輕壓下和驅動輥壓力等工藝,有效減輕了板坯中間裂紋缺陷,解決了430不銹鋼冷軋過程中出現的橫裂問題。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
制造技術與機床(2015年10期)2015-04-09 07:06:00