PVC 同質透心卷材地板施工技術
2020-05-13 02:39:40施文
四川水泥 2020年2期
施 文
(福州鐵建建筑有限公司, 福建 福州 350012)
1 工程概況
霞浦縣醫院建筑面積13.3 萬m2,地下一層,地上15 層,其大廳、走廊、診室、病房、辦公、治療、檢查、檢驗、體檢等室內地面都采用PVC 同質透心卷材地板裝修,裝修面積達9.8 萬m2,其施工質量的優劣對整體工程裝修效果和保證醫院的使用功能有著舉足輕重的作用,其裝修構造層如下圖:

2 PVC 同質透心卷材地板特性
PVC 同質透心卷材(以下簡稱PVC)地板,是一種聚氯乙烯類的材料,具有下列獨特的性能:
1、顧名思義,它從面到底都是同一種耐磨材質構成,具有超強耐磨的特性,而且即使表面磨損了一層,殘余的還是與表面相同的耐磨材質,因此使用壽命長。
2、其化學成分含有石粉,故而其耐燙性能較好,而且在遭受嚴重燙痕后,通過簡單的打磨方式即可去除。
3、安裝方式簡單:膠粘施工,隔天即可投入使用。
4、耐侵蝕、保養維護便捷:可承受泡水危害,不懼碘酒、油污、稀酸、堿等不良化學用品的侵蝕;基本不用維修,而且清潔簡便,用濕拖布即可,省時省力。
5、彈性好、腳感舒適:PVC 質地較軟、彈性好,且彈性恢復性能佳,玻璃器皿掉到地上不易碎裂。防滑性能優越,并能夠分散對人體足部的反沖擊力,保證腳感舒適,接近于地毯,非常適合有老年人和孩子的地方使用,最大限度減少對人體的傷害;通過大量的PVC 地板使用體驗數據表明,在人流量大的空間內摔倒及受傷的比率較其他地面減少了近70%。
6、造價低:綜合施工成本僅為石材地面的50%,性價比高,發展前景廣闊。
由于上述優良的特性,PVC 地板在醫院、學校、體育館、圖書館、超市等大型公共場所的地面裝修中倍受青睞。
3 施工工藝流程
樓地面基層處理、水泥砂漿找平→水泥基自流平墊層→自流平表面打磨、清潔→PVC 地板放樣→卷材預鋪→涂刷專用粘結劑→粘貼PVC 地板→排氣、壓實→開槽焊線→修平焊線→清理殘渣。
其中,樓地面基層處理、水泥砂漿找平屬普通施工工藝,本文重點對其之后的主要施工技術進行闡述。
4 水泥基自流平墊層施工關鍵要點及控制措施
水泥基自流平墊層工藝:將預配好的干混粉料按比例加水后拌成凈漿,攤鋪在基層面上,靠自身流動性獲得高平整基面。
做為PVC 地板的墊層,水泥基自流平應具備兩個重要的質量指標:強度和表面平整度。強度應達到C20 以上,以確保地板的承載力和壽命;表面平整度誤差應≤1mm/2M,以確保PVC 地板面層平整度達到2mm/2M 的精度要求。
因此,對影響此質量指標的各重要關鍵點進行分析和制定控制措施如下:
4.1 原材料配合比
水泥基自流平預配干混粉料主要成分是水泥,并適量摻入石膏、石英砂、緩凝劑等多種活性成分;現今各大水泥廠商有售賣成品預混配料,質量均勻穩定且價格合理。嚴格按相應廠商要求的水灰比進行摻水量的控制,不得隨意更改用水量,用水多了影響自流平強度,用水少了影響流動性。
加水攪拌時間應足夠,先預攪6 分鐘,再靜置3 分鐘,讓混合料充分水化反應后,再攪拌2 分鐘,瀝除顆粒狀物質后方可使用。從攪拌后到澆注及攤鋪完成,時間不應超過30 分鐘。
4.2 基層施工精度問題
相關的自流平技術規程和施工工藝對基層的表面平整度做出了4mm/2M 的規定,而忽視了基層另一個重要的施工精度要求:表面高低差,有的房間基層表面平整度符合要求,而表面高低差卻超過了4mm,這樣,當攤鋪6mm 厚的自流平時,最薄之處厚度將小于2mm,進而嚴重影響該位置的自流平墊層強度。
因此,在對基層用靠尺檢查平整度后,再用激光水平儀檢驗基層高低差:在房間正中安放激光水平儀并調平后,利用水平儀發射的水平激光束,在房間內按照4 個點/30 m2的數量隨機抽取檢測點,測量激光束到基層面的垂直距離,高低差應控制在4mm 以內,不達標的位置應進行打磨或重新找平施工。
4.3 基層界面處理
很多人認為,自流平地面所承受的是壓力,所以不必對基層界面進行處理,而筆者分析認為,不進行界面處理,存在嚴重的質量隱患:
(1)基層表面縫隙未封閉完全,導致自流平漿液流失,配合比失調,而且縫隙中的氣體滲出將導致自流平含氣量增大,進而影響自流平強度。
(2)自流平自身粘性不強,無法與基層粘結牢固,在長期的、大量的人群行走過程中,極易出現空鼓現象,進而造成局部自流平結構的脫殼、開裂,并影響PVC 地板的安全性和表面平整度。
處理措施:首先,對基層大的縫隙先用水泥砂漿補平。而后對基層滿刷界面劑(建筑膠水)兩道,每道均應防漏涂,確保封閉各類小縫隙;第一道界面劑涂刷完成并完全干燥后,方可進行第二道界面劑的涂刷,方向應與第一道垂直,待第二道界面劑完全干燥后方可開始自流平墊層施工。
4.4 工序銜接安排
自流平墊層施工前,應確保墻面、頂棚等其它各類裝修工作已經完成,以防止裝修垃圾粘附在自流平墊層上,影響自流平平整度;同時,也能夠有效防止其它工序交叉施工對自流平和PVC 地板的成品造成破壞。
自流平施工前,外門窗扇應安裝完成,并確保在自流平攤鋪、硬化和養護過程中外門窗應全部關閉,以防強風拂過未硬化的自流平地面,造成自流平面褶皺現象;同時也能滿足施工后的自流平的保濕養護要求。
4.5 自流平攤鋪及消泡
(1)自流平施工前,應根據設計厚度計算每個房間的自流平用量,根據計算結果適量拌制自流平漿液,隨拌隨用,控制用量和成本,杜絕浪費。
(2)施工人員應穿釘鞋進入現場,釘子高度應大于自流平設計厚度,以確保工人的正常施工操作,也確保鞋底不粘附自流平漿液,減少重復攤鋪工作。
(3)事先估算好每平方米的自流平用量,以便現場每平方米傾倒一次適量的自流平漿液。
(4)自流平漿液并非純流體,有一定的粘稠性,因此,每次傾倒后要用刮板進行均勻攤鋪。
(5)漿液傾倒及攤鋪中會不可避免的帶入空氣形成氣泡,若不消除氣泡,則會降低自流平的強度,而且在自流平完工后,表面會出現氣眼、麻面的現象;為消除氣泡,用消泡滾筒對攤鋪后的漿液進行來回滾動兩遍,消泡應在攤鋪后5 分鐘內完成。
(6)消泡后再用刮板對自流平梳理一遍,使漿液達到大致水平,而后施工人員立即退出,再靠漿液自身流動性達到高平整度。
4.6 養護及打磨
自流平墊層施工后,保持自然養護24 小時,嚴禁各類人員和物品提前進入養護區域。養護完成后,先用研磨機將表層泛漿打磨消除,再用靠尺測量表面平整度,必須≤1mm/2M,不合格之處用研磨機將高處研磨平整;同時,對先后施做的自流平的接縫處,也用研磨機進行研磨確保接縫平緩過度;而后用掃帚和吸塵器將塵土清掃干凈。
5 PVC 地板施工關鍵要點及控制措施
5.1 PVC 地板放樣
首先利用計算機CAD 軟件,繪制房屋平面圖,結合PVC 寬度,在平面圖上繪制PVC 板塊排布圖;排布圖應按照對縫美觀、減少接縫的原則進行排布,如:房間內接縫應對齊主要裝修構造的邊線、矩形房間應當將接縫垂直于短邊方向、走廊應將卷材沿走廊走向排布、同一板塊應用整卷卷材鋪貼,杜絕卷材短邊接縫現象等。另外,考慮到卷材寬度的生產制作誤差,以及鋪貼施工誤差,排布寬度應比卷材寬度少30mm。
然后根據排布圖,在現場放出各條PVC 板塊的控制邊線,以嚴格控制PVC 板塊鋪貼的位置。如圖5.1。
5.2 卷材預鋪
將PVC 卷材搬運至現場相應PVC 板塊控制線的起始端,對齊控制邊線后展開呈平面板塊狀,靜置24 小時,以便消除卷材的卷曲記憶性,恢復到自然水平板塊的狀態,藉此方便鋪貼施工,提高鋪貼質量。如圖5.2(以兩幅卷材為例說明)。
對于相鄰PVC 板塊有色差的,應予以調換;同一房間內的PVC 板塊,應盡量從同一卷卷材取料,以避免色差現象。對于有花色的PVC 板塊,預鋪過程中應適當沿長度方向調整預鋪位置,盡量使相鄰板塊的拼花對齊。
鋪貼人員應穿干凈的軟底鞋進入現場施工,其它閑雜人員不得進入,以免帶入泥沙或雜物。

圖5 .1 畫控制邊線 圖5.2 卷材預鋪圖5.3 A 側掀起、涂膠、粘貼
5.3 涂刷專用粘結劑及粘貼PVC 板塊
(1)將攤開的PVC 板塊的一條長邊(假設為A 側)對齊控制邊線,另一條長邊(假設為B 側)重疊放置,如圖5.2;
(2)在B 側每隔1 米設置一塊5~10Kg 的物體壓重,以臨時固定B 側;
(3)將A 側長邊掀起一半,在自流平墊層上均勻涂刷配套的專用粘結劑,再將掀起的長邊從中部向A 側逐漸緩慢地鋪貼在粘結劑上,同時用軟木塊推壓PVC表面,以使PVC 板塊平整并擠出空氣,整個過程應防止擾動B 側并防止產生褶皺,確保鋪貼后的PVC 板塊長邊繼續對齊控制邊線,如圖5.3;
(4)將壓重移至A 側,將兩幅的B 側沿控制邊線裁去多余的部分,如圖5.4;
(5)掀起B 側長邊,同樣在自流平墊層上涂刷粘結劑,然后將B 側長邊緩慢鋪貼在粘結劑上,如圖5.5 和5.6。
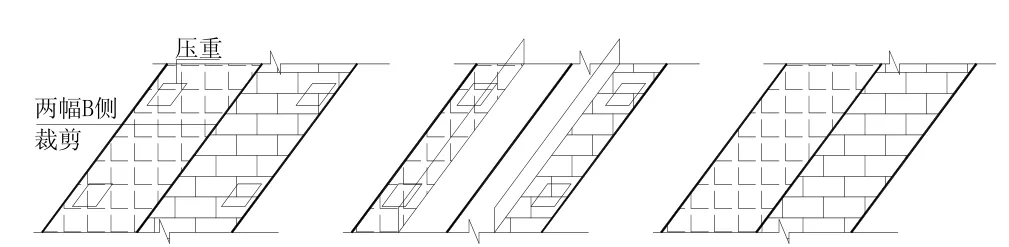
圖5 .4 B 側裁剪 圖5.5 B 側掀起,涂膠 圖5.6 B 側粘貼完成
(6)當天已涂刷粘結劑的位置必須當天鋪貼PVC 完成,無法持續鋪貼的,應當用刮刀將現場地面殘留的粘結劑刮除,不允許第二天施工時重新涂刷粘結劑,否則極易造成PVC 地板面平整度偏差過大。
5.4 充分排氣、壓實
粘貼后立即用50Kg 重的鋼圓筒均勻滾壓PVC 板塊,從中心向四周,先橫向后縱向,以充分排除地板內的空氣,并壓實板塊,確保完全粘結。
5.5 開槽焊線
粘貼完成24 小時后方可進行開槽焊線工作。相鄰PVC 板塊接縫處用PVC 專用開槽機開一條深1.5mm、頂部寬2mm 的V 形槽;為確保V 形槽的直線度,在開槽前,在PVC 板面上畫出V 形槽頂端的兩條邊線,開槽過程中,槽刀對齊控制線進行開槽,確保V 形槽的直線度;開槽后應清理槽內碎料和塵土。
選取與PVC 地板相同顏色、材質的同質透心φ3 焊線,用PVC 專用熱熔焊機加熱至350 度后焊入V 形槽內。應控制焊接速度在1.8~2.5 米/分鐘之間,確保焊線熔化并填滿V 形槽,高出PVC 板塊平面而又不會呈流體狀四處流溢。
5.6 修平焊縫(無縫對接)
鑒于用刀可以輕易地對PVC 材質進行切割、以及焊線與PVC 板塊均為同質透心的材質特性,可以將焊接后的凸出PVC 板塊表面的多余焊線焊縫切除,使切除后的焊縫表面能夠平齊兩側的PVC 板塊,不凸出也不凹陷;并由于焊縫細小,因此可達到2 米以外觀看幾乎看不到焊縫的效果,故稱“無縫對接”。
為完美的達到效果,采用兩步修剪法進行焊縫修整。首先,在焊縫降溫處于半冷卻狀態時,用月牙形割刀將焊縫頂部過高的部分大致割除;在焊縫完全冷卻后,再用月牙形割刀平齊焊縫兩側的PVC 板塊面,沿焊縫推進并切除板塊面上多余的凸起的焊縫,確保焊縫表面完全平齊兩側的PVC 板塊,不凸出也不凹陷。
5.7 PVC 踢腳線鋪貼及陰陽角處理
(1)根據踢腳線的設計高度在墻面彈出其上口線;
(2)沿上口線將鋁合金壓條固定在墻上,在90 度陰角處設弧形墊條,進行大面積踢腳線鋪貼時,將卷材上口直接插入壓條內,用輥子反復壓實。
(3)在陰、陽角位置鋪貼時,應事先根據陰、陽角尺寸在預鋪的PVC 地板上畫出裁剪線,水平銜接處的陰陽角按45 度裁剪,垂直面則需按90 度進行彎折銜接,裁剪、彎折后進行試裝,尺寸匹配合格后按照上述第5.3-5.6 節所述的方法進行這類特殊位置的粘貼、焊接。
5.8 清理殘渣及維護保養
PVC 地板面的殘渣及后期污染物用拖把清潔地面即可。
在后期其它工序施工以及維養過程中,應做好成品保護措施,墊好紙皮、泡沫等,防止各類尖銳物對地板造成損傷。若不慎出現PVC 地板損傷,可根據損傷情況采取如下挽救措施:
(1)劃傷。采用無縫對接(開槽焊線、修平焊縫)方法進行修復。
(2)局部破損。畫一個能完全覆蓋破損處的矩形,為美觀起見,矩形邊應平行于PVC 地板邊緣,沿矩形切割將破損處切除,并將基層打磨去除舊膠;選擇一塊相同材質和花色的PVC 板塊,截取與破損矩形同樣大小的塊狀,并盡量使塊狀花色與原地面矩形邊緣的花色對齊,然后按照上述方法粘貼該新板塊,并采用無縫對接的方法將新舊板塊的結合處熱熔焊接成整體。
6 結束語
通過對上述兩大主要工序的施工技術研究和質量控制,霞浦縣醫院施工完成后的PVC 地板粘結牢固、無空鼓、鼓包、裂紋、針孔等現象,表面平整度誤差均在2mm/2M 范圍內,達到優良標準要求,步感舒適、防滑耐磨,使用體驗極好,取得了良好的經濟效益和社會效益。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
小哥白尼(神奇星球)(2020年3期)2020-07-27 01:32:36
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年13期)2019-08-20 03:54:10
制造業自動化(2017年2期)2017-03-20 14:26:13
股市動態分析(2016年5期)2016-09-29 12:42:27
大眾攝影(2016年4期)2016-05-25 13:19:48
太空探索(2015年3期)2015-07-12 11:01:40
