鑄軋坯料軋制幅寬≥1300mm的雙零箔生產工藝研究
2020-05-12 14:29:12李曉龍
鋁加工 2020年2期
關鍵詞:工藝
李曉龍
(中鋁西北鋁業有限責任公司,隴西748111)
0 前言
隨著經濟技術的發展,用戶對鋁箔品質的要求日益提高,希望鋁箔的寬度更寬、針孔更少、力學性能和表面質量更高。并且用戶對箔材板形的要求也越來越高。而目前生產的1235鋁合金鑄軋坯料普遍存在板形平整度較差,經常出現中間松、二肋松的現象,在使用過程中容易起皺、報廢,從而引發質量抗議,造成質量退貨。
為了生產出符合市場要求的產品,我們采用1235和1145兩種合金在相同的生產工藝條件下生產出寬度≥1300mm 鑄軋鋁箔坯料,分別對比研究了其對成品雙零箔表面、力學性能、刷水性能等質量狀況和指標的影響。經過試驗,修訂了1145合金的工藝參數,最終確定了坯料寬度≥1300mm寬幅雙零鋁箔的生產工藝。
1 軋制方案
幅寬≥1300mm雙零箔的生產工藝流程:鑄軋坯料(7.0mm)→冷軋到0.6mm→坯料退火→箔軋到0.0065mm→分切→成品退火→檢驗→包裝→交貨。
1.1 鋁箔坯料成分
兩種鋁箔的坯料均是由φ820mm×1600mm傾斜式雙驅動鑄軋機生產的鑄軋卷坯,規格為7.0mm×1500mm,其化學成分分別見表1和表2。
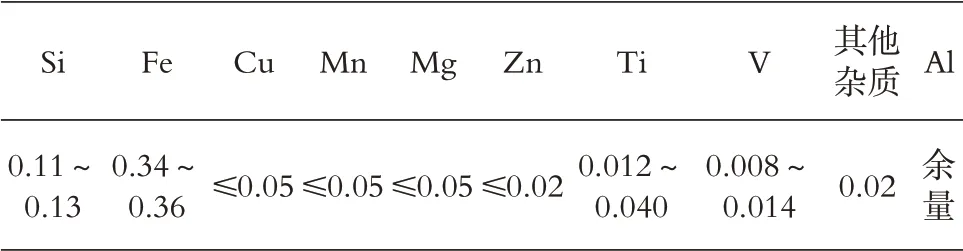
表1 1235鋁合金化學成分(質量分數%)

表2 高硅1145鋁合金化學成分(質量分數%)
合金元素對坯料的組織、性能產生不同的影響,為了獲得組織均勻、性能優良的鑄軋坯料,必須對其化學成分進行合理的控制。
1.2 坯料的生產及質量要求
采用靜置爐和爐外精煉系統,通入氮氣與氯氣的混合氣體對鋁液進行精煉,并采用三級泡沫陶瓷過濾板對熔體除氣除渣,將熔體中氫含量控制在0.11mL/(kgAl)以下。
鑄軋坯料中的化合物主要是FeSiAl3和FeAl3。鋁箔坯料中的化合物尺寸應控制在0.001mm~0.005mm之間。
熔鑄時使用優質的Al-Ti-B絲細化劑,將Ti在熔體中的添加量控制在ω(Ti)=0.012%~0.038%范圍內。鑄軋時控制合適的鑄軋區范圍,嚴格控制鑄軋速度上限,盡量按澆注溫度下限進行澆鑄。確保鑄軋坯料橫斷面低倍組織細小均勻,晶粒為Ⅰ級晶粒度的等軸晶粒[1]。
1.3 坯料的板形和表面質量
按現行熔煉鑄軋生產工藝進行生產,鑄軋卷的總縱厚差應不大于0.15mm,鑄軋卷的同板差應不大于0.05mm。板形的理想狀態應為拋物線狀,鑄軋卷任一橫斷面的中凸度不允許為負值,但不大于0.10mm。鑄軋卷表面晶粒度為1~2級(8級晶粒度標準)[2]。低倍試驗之前所取的樣品不能有影響檢測的裂紋、夾雜、孔洞、分層等缺陷。要求軋卷的塔形不大于10mm,兩邊嚴禁有裂口,表面要潔凈、平整,且無擦劃傷、無粘鋁、無金屬及非金屬壓入物、腐蝕等缺陷。
1.4 坯料的公差要求
寬度公差要求控制在2.0mm 以內,鋁箔坯料的厚度公差要嚴格控制在厚度的3%以內。
2 軋制生產工藝
2.1 道次分配及操作工藝
由于軋制道次分配對鋁箔軋制起著至關重要的作用,因此,我們根據經驗制定了道次分配方案。
2.1.1 冷軋生產
按現行冷軋生產工藝進行生產,保證箔坯表面無腐蝕及可見的非金屬壓入、明暗條紋、松樹枝狀花紋、橫紋、磨削刀痕、折痕等缺陷,表面潔凈,基本無瑕疵;允許有單面直徑≤2mm的無手感不密集成行的點狀印痕、單面單個長度≤5mm的無手感不密集成行的輕微針狀印痕、擦劃傷和壓過劃痕。無明顯的單邊、雙邊、二肋、中間波浪。箔坯端面不允許有≥5mm 的塔形、串層、深度≥1mm 的裂邊、碰傷以及翹邊、松卷、燕窩、墩傷等缺陷。冷軋生產工藝:鑄軋坯料(7.0mm)→3.6mm→1.8mm(切邊)→1.0mm→0.60mm±0.01mm。
2.1.2 箔軋生產
箔軋生產工藝:毛料退火(0.6mm)→0.30mm→0.15mm→0.067mm→0.031mm→0.0138mm
雙合軋制:0.0138mm×2→0.0063mm×2
2.2 箔軋前、后張力的選擇
2.2.1 前張力前張力起拉平箔材的作用,利于卷材展平、卷齊。前張力過大會掩蓋箔材真實板形,且物料過薄時容易將箔材拉斷;前張力過小會使卷取時松卷、串層、起皺。因此,操作時應盡量將前張力控制在能保證卷材質量的最小值。
2.2.1 后張力
后張力可降低箔材變形區的變形抗力,有利于提高道次壓下率。后張力過大時,鋁箔針孔數明顯增多,嚴重時會造成斷帶;若后張力太小,不僅影響生產率,而且使鋁箔出現皺褶、開縫等。因此,后張力與速度需調控在最佳配合參數。
2.3 軋制速度
軋制速度從兩個方面影響鋁箔的軋制。提高軋制速度,可顯著增加變形區油膜厚度,減少摩擦因數,且高速軋制的熱效應產生的動態回復使箔材發生顯著的加工軟化,故提高軋速是加大道次加工率和提高生產效率的一個有效途徑。但是,速度過高不利于板形的控制,且箔材表面光亮度變差。軋制鋁箔成品時速度不宜大于500m/min。
3 退火工藝
3.1 毛料退火
按現行1235、1145合金雙零鋁箔毛料退火工藝制度進行毛料退火。毛料退火的目的是消除冷變形過程中產生的冷作硬化。通過加熱,使材料獲得完全再結晶組織,提高其塑性以利于箔材軋制。毛料退火制度如下:150℃裝爐,升溫5h至460℃保溫2h;降溫2h至420℃,保溫13h;最后降溫3h至250℃出爐(金屬溫度為420℃)。
3.2 成品退火
按現行1235、1145合金雙零箔成品退火工藝制度進行成品退火。成品退火的目的是為了獲得變形纖維組織基體上出現細小、均勻、彌散分布的再結晶晶粒不完全退火組織,便于在成品退火后獲得較好的力學性能和表面刷水試驗達到A級要求【4】。
成品寬度601~800mm 的退火制度如下:80℃裝爐,升溫12h到180℃,保溫15h;再升溫8h 到210℃,保溫40h;最后降溫20h 到30℃出爐。
4 試驗結果及分析
4.1 試驗結果
采用相同成品退火工藝對兩種合金雙零箔進行退火后的結果如下:1235合金:45°抗拉強度較0°低0~5MPa,0°抗拉強度較90°低0~5MPa;高硅1145合金:各向異性差異不大。以上試驗結果表明,高硅1145合金雙零箔耐溫性好于1235合金,其低倍組織以變形纖維組織為主。同時在觀察其再結晶的過程中發現,變形纖維組織基體上出現細小、均勻、彌散分布的再結晶晶粒,并且成品退火溫度有上調的空間,有利于提高雙零箔的除油性能。
經過上述生產試驗跟蹤,兩種合金鑄軋板低倍表面晶粒度為2級、高倍縱橫向第二相分布均勻,鑄軋表面質量未發現異常,鑄軋板表面晶粒細小、均勻。三向力學性能中1235合金鑄軋板45°方向抗拉強度較0°和90°低0~5MPa;高硅1145合金鑄軋板45°方向抗拉強度較0°和90°低0~3MPa,較1235合金45°高0~3MPa。
軋機雙合軋制后,1235合金試驗結果:45°抗拉 強 度 較0° 低10MPa,0° 抗拉 強度 較90° 低10MPa;高硅1145合金:0°抗拉強度與45°相同,0°和45°抗拉強度較90°低10MPa,各向異性呈縮小趨勢。雙合道次軋制過程中表面沒出現軋制暗紋、魚骨紋現象,并且表面白條現象有所減輕,軋制速度下降100~130m/min。
以上試驗結果表明,高硅1145合金雙零箔雙合軋制表面好于1235合金,并且雙合輥粗糙度有上調的空間,有利于表面軋制亮線的減輕。
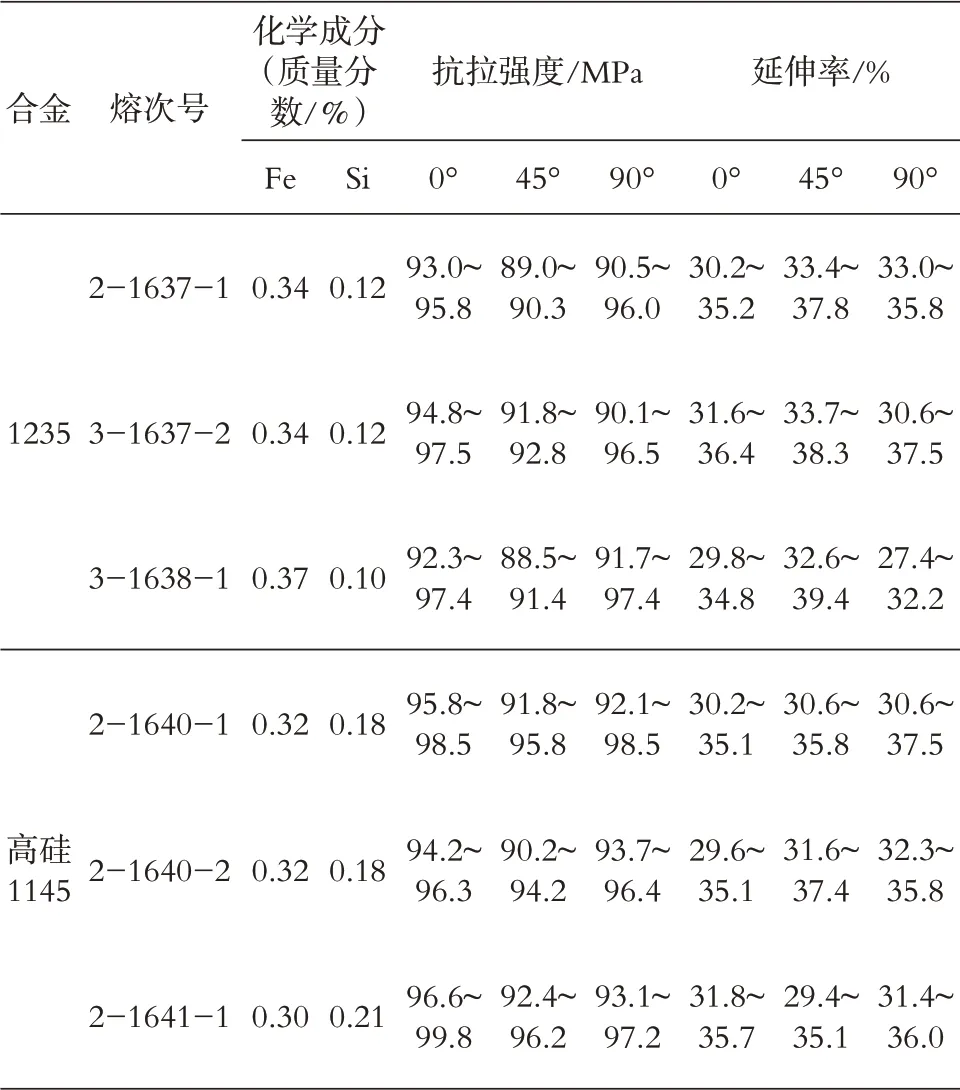
表3 鑄軋卷質量情況

表4 坯料退火后力學性能及晶粒度
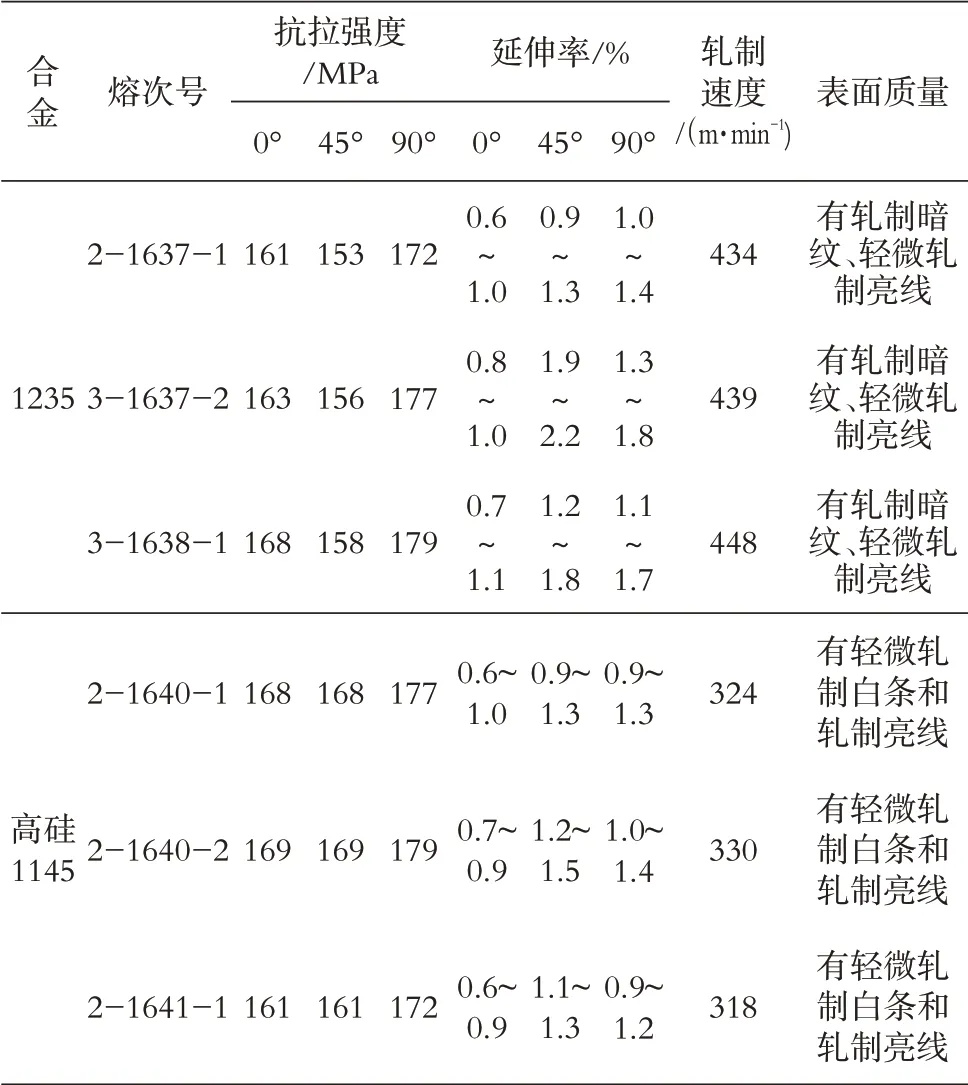
表5 雙合道次后的力學性能、軋制表面質量、軋制速度
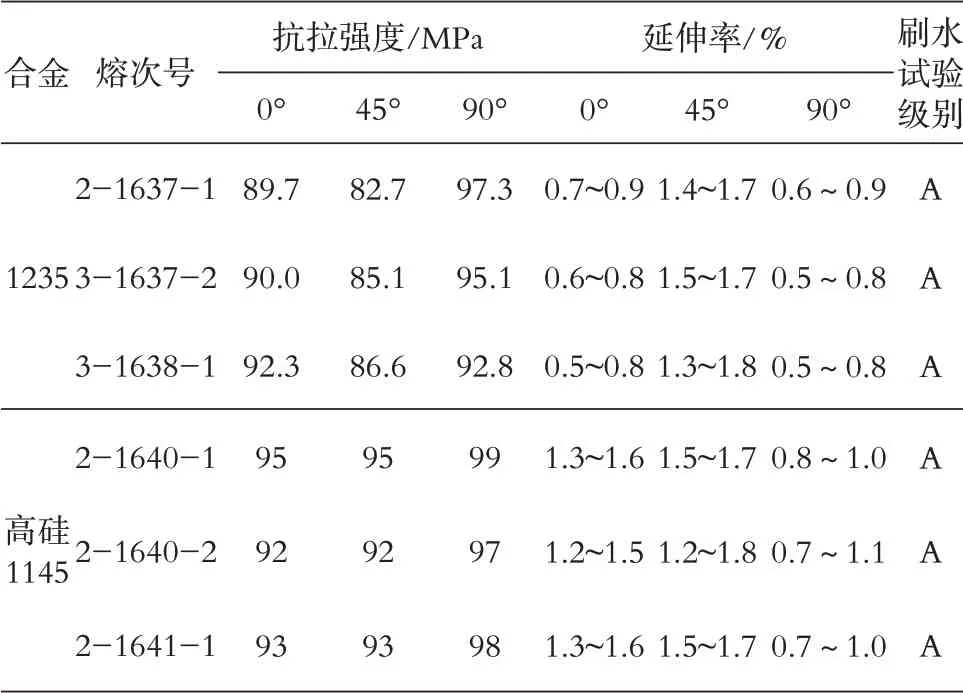
表6 成品退火后力學性能及刷水性能
上述測試結果分別見表3、表4、表5和表6。
上述試驗結果表明,兩種合金箔坯料采用相同退火工藝制度后,其各向異性情況與鑄軋卷反映情況基本一致。
4.2 化學成分的影響
Fe、Si是工業純鋁中的主要元素,對工業純鋁制品的組織和性能有很大的影響。適當的增加Si含量和縮小Fe、Si比有利于提高合金強度和金屬流動性[5],減少鑄嘴掛渣概率和減少鑄軋氣道、孔洞、成分偏析、組織條紋等缺陷的產生。鑄軋板總加工率對鑄軋帶坯和最終半成品織構都有明顯影響,鑄軋板總加工率愈大,帶坯的〈100〉絲織構強度愈低,從而使冷軋板退火后的立方織構減少,軋制織構增強。這兩種織構的變化,可導致板材制耳率的不同。立方織構比例愈大,0°、90°制耳就愈強;軋制織構所占比例愈大,45°制耳就愈強。一般退火材料的制耳均隨冷加工率的增大由0°、90°方向轉向45°方向。Fe是產生45°制耳的因素,適當提高Fe 含量可降低退火板材0°、90°制耳。Si 是產生0°、90°制耳的因素,適當增加Si 含量可降低硬狀態板材和經高溫退火的較薄板材的制耳率。高硅1145合金正是應用了上述冶金軋制工藝原理,在箔材軋制過程中獲得了較小的各向異性,從而也為通過增加軋輥粗糙度提高軋制速度和軋制表面質量提供了可能。
5 輥系參數
在軋制過程中,由于工作輥和鋁箔直接接觸,其粗糙度、輥形及其他尺寸公差直接影響鋁箔質量。輥形指輥身中部和輥身兩端的直徑差以及這個差值的分布情況,輥形影響壓下量和鋁箔板形[6]。
為了提高軋制速度及成品的表面質量,我們將工作輥粗糙度適當增加,并適當減小軋制油粘度,同時對工作輥更換周期進行了明確規定,見表7。
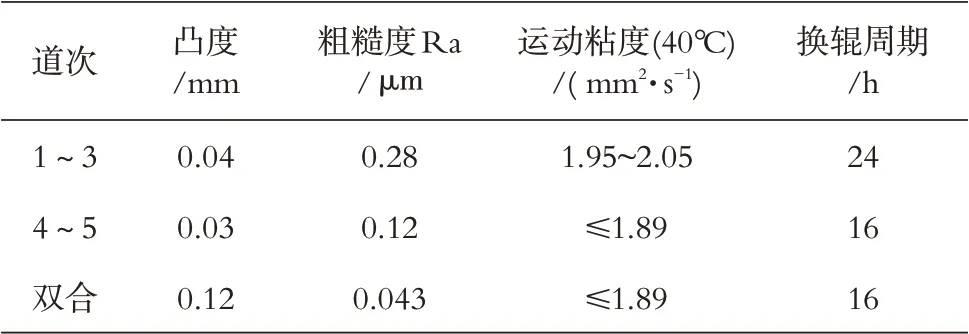
表7 工作輥工藝參數、更換周期、工藝油粘度
通過追加工藝試驗,雙合輥粗糙度已調整為0.043μm,高硅1145合金雙零箔雙合道次的軋制速度提高到400~450m/min,符合生產要求。在此工藝條件下,表面軋制亮線明顯減少,靜態下基本不可見,證明表7規定內容是可行的,為最佳工作輥工藝參數、工藝油粘度及更換周期。
6 結論
(1)高硅1145合金雙零鋁箔生產工藝是在1235合金雙零鋁箔生產工藝基礎上的一種延伸和工藝完善,它主要解決了1235合金雙零箔生產過程中經常遇到的軋制暗紋以及低硅1145合金雙零箔生產過程中經常遇到的魚骨紋和成品退火耐溫性較低等問題。
(2)針對寬幅雙零箔對表面質量、力學性能、刷水性能等狀況和指標的特殊要求,通過反復對比試驗,確定了合金牌號和化學成分。重新摸索工作輥工藝參數、更換周期、工藝油粘度及成品退火工藝制度,并制定出了適當的工藝參數,穩定和完善了坯料寬度≥1300mm 的寬幅雙零鋁箔的生產工藝,使寬幅雙零箔的表面白條現象和軋制亮線有所減輕,表面質量明顯提高,并且穩定,滿足用戶使用要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
