框架側(cè)移臺液壓機(jī)沖裁緩沖控制的實(shí)現(xiàn)
2020-05-12 08:54:14喬禮惠姜君杰
鍛壓裝備與制造技術(shù) 2020年2期
喬禮惠,姜君杰
(江蘇國力鍛壓機(jī)床有限公司,江蘇 揚(yáng)州 225009)
當(dāng)前汽車生產(chǎn)凸現(xiàn)車型個(gè)性化特點(diǎn),換型周期越來越短,換型主要表現(xiàn)在車身形狀和結(jié)構(gòu)的變化等方面,而與之相適應(yīng)的是金屬板材沖壓件的千變?nèi)f化。隨著液壓機(jī)關(guān)鍵技術(shù)的突破,液壓機(jī)的系統(tǒng)具有對壓力、行程、速度單獨(dú)調(diào)整功能后,不僅能夠?qū)崿F(xiàn)對復(fù)雜工件以及不對稱工件的加工,而且做到了極高的成品率。可變的動力組合、可調(diào)的工作行程和極具優(yōu)勢的性價(jià)比,使得液壓機(jī)與機(jī)械壓力機(jī)相比具有較大的優(yōu)越性。但這不能說明液壓機(jī)就能取代機(jī)械壓力機(jī),畢竟液壓機(jī)存在工作節(jié)奏小于機(jī)械壓力機(jī),工作油液有一定的使用壽命需定期更換,漏油、滲油現(xiàn)象時(shí)有發(fā)生對環(huán)境污染較大等缺點(diǎn)。
液壓機(jī)在工作過程中會存在液壓沖擊,這是由于能量的突然釋放,引起液體壓力急劇變化,產(chǎn)生很大的液壓沖擊波,將沿著管道傳播,引起管道劇烈振動,不但會使固定螺釘產(chǎn)生松動而且會損壞密封,使管道聯(lián)結(jié)處松動,嚴(yán)重時(shí)甚至引起管道破裂。特別是液壓機(jī)進(jìn)行零件沖裁切邊加工時(shí),在金屬材料斷裂瞬間,因工件負(fù)載突然消失,油缸內(nèi)的液體壓縮能和機(jī)身彈性變形能急劇釋放,造成板料在斷裂瞬間滑塊突然失控,以極快的速度下沖,機(jī)床會產(chǎn)生強(qiáng)烈的沖擊和振動,并伴隨著很大的噪聲。目前各主機(jī)廠家普遍的做法是在滑塊兩側(cè)安裝緩沖裝置,在工作行程略超過料厚2/3時(shí),以增加滑塊下行的阻力,使液壓機(jī)在材料斷裂時(shí)不致突然失載,因而減小了沖擊振動。對于不帶移動工作臺或前移臺的機(jī)床一般采用下置式緩沖缸,其放置在工作臺左右兩側(cè)立柱內(nèi)。而對于側(cè)移臺液壓機(jī),通常采用上置式緩沖裝置結(jié)構(gòu),常規(guī)的上置式緩沖缸一般通過調(diào)節(jié)緩沖螺母在緩沖缸拉桿上的位置來手動調(diào)節(jié)緩沖作用點(diǎn),但大型液壓機(jī)緩沖螺母設(shè)置在滑塊兩側(cè),距離地面較高,操作難度大且存在高空作業(yè)的危險(xiǎn)因素。而電動調(diào)節(jié)的緩沖結(jié)構(gòu),緩沖螺桿安裝在滑塊兩側(cè),緩沖缸安裝在工作臺兩側(cè)立柱內(nèi),對移動工作臺的移進(jìn)移出特別是安裝有較高模具時(shí)易干涉。而如果采用下置式緩沖裝置將緩沖缸安裝在移動臺上,隨移動臺一起移動,緩沖缸的管路連接也存在一定的困難。基于上述各結(jié)構(gòu)的優(yōu)缺點(diǎn),為滿足側(cè)移臺液壓機(jī)緩沖裝置電動調(diào)節(jié)的需求,我公司為山東梅拉德能源動力科技有限公司提供的液壓機(jī)生產(chǎn)線,配置有上置液壓調(diào)節(jié)緩沖裝置,不但可對兩側(cè)獨(dú)立的緩沖行程分別調(diào)整,還具有調(diào)節(jié)行程滿足50mm~600mm的功能。取得國家實(shí)用新型專利證書《帶復(fù)合型緩沖油缸的液壓機(jī)》,證書號:ZL2017 2 0792364.7。
1 結(jié)構(gòu)形式
液壓調(diào)節(jié)結(jié)構(gòu)的緩沖裝置布局簡圖如圖1所示,上橫梁中心安裝柱塞缸,柱塞缸的左右兩側(cè)安裝有活塞缸,柱塞缸與活塞缸的活塞桿通過法蘭與滑塊相連接,在上橫梁的最外側(cè)左右兩端對稱安裝有緩沖油缸,同時(shí)在滑塊左右兩側(cè)對稱布置有向外側(cè)伸出的緩沖支座,緩沖缸拉桿從緩沖支座中穿過后安裝上鎖緊螺母和防松螺母,拉桿不與緩沖支座連接,此種結(jié)構(gòu)型式做到了滑塊做上下運(yùn)動時(shí)緩沖缸拉桿不跟隨其一起運(yùn)動,有效減輕了滑塊回程的重量,降低了回程力。
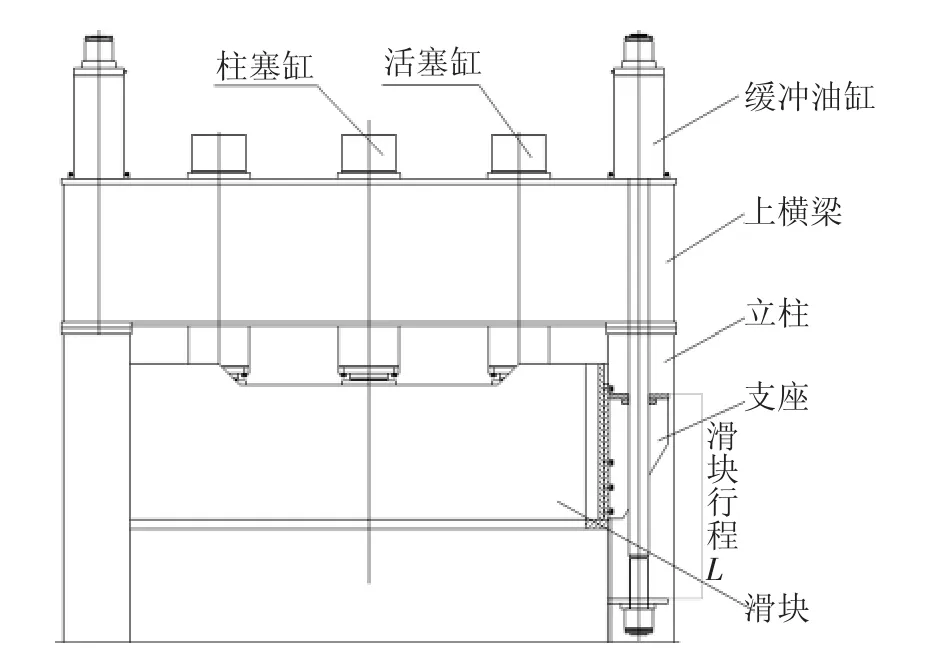
圖1 上置式緩沖裝置結(jié)構(gòu)布局

圖2 油缸結(jié)構(gòu)簡圖

圖3 觸摸屏畫面
油缸結(jié)構(gòu)簡圖如圖2所示,油缸仍采用柱塞缸結(jié)構(gòu)并結(jié)合公司折彎機(jī)外擋油缸的結(jié)構(gòu)型式,缸體內(nèi)部安裝有活塞桿,活塞桿采用中空式,中間穿插拉桿,拉桿頂部加工有螺紋用于安裝鎖緊螺母和防松螺母,確保拉桿與活塞桿成為一體上下運(yùn)動,同時(shí)拉桿下部也加工有螺紋用于安裝鎖緊螺母和防松螺母。此部分可調(diào)行程L2是作為主行程L1的補(bǔ)充,可對不同高度模具的沖裁行程進(jìn)行微調(diào)。活塞桿上的密封結(jié)構(gòu)采用YX圈+格萊圈型式,而缸口導(dǎo)套上的密封結(jié)構(gòu)則采用YX圈+斯特封型式。
2 控制系統(tǒng)說明
在緩沖缸拉桿的上頂端安裝有連接桿,連接桿與位移傳感器滑塊相連接,通過采集位移傳感器信號進(jìn)行模數(shù)轉(zhuǎn)換處理后便可在觸摸屏畫面上實(shí)時(shí)顯示當(dāng)前位置,通過觸摸屏設(shè)置緩沖缸位置,觸摸屏畫面如圖3所示。另外兩只緩沖缸分別由兩套單獨(dú)的液壓系統(tǒng)進(jìn)行控制,并在兩液壓系統(tǒng)之間設(shè)置有平衡閥塊,兩套液壓系統(tǒng)采用兩路泵源提供動力油,液壓原理如圖4所示。現(xiàn)就緩沖行程調(diào)整方式進(jìn)行說明:以左側(cè)緩沖行程調(diào)整為例,PLC根據(jù)采集到的位移傳感器信號與觸摸屏上設(shè)置的緩沖位置進(jìn)行比較,如位置存在偏差,電磁閥YV11得電,插裝閥C1處于關(guān)閉狀態(tài),同時(shí)電磁閥YV12得電,插裝閥C3打開,動力油經(jīng)C3進(jìn)入緩沖缸油腔,從而實(shí)現(xiàn)緩沖行程的調(diào)節(jié)。隨著緩沖活塞桿的往上運(yùn)動帶動位移傳感器的信號變化,當(dāng)位置信號變化的數(shù)值與設(shè)置數(shù)值一致時(shí),電磁閥YV11、YV12 失電,調(diào)整動作停止。在滑塊下行過程中,當(dāng)滑塊側(cè)面的支座接觸到緩沖缸拉桿下部的鎖緊螺母時(shí)將帶動緩沖缸拉桿一起往下運(yùn)行,此時(shí)緩沖缸便處于受迫下行狀態(tài),壓力由系統(tǒng)上的調(diào)壓閥F3或機(jī)身立柱上的遠(yuǎn)程調(diào)壓閥F1控制,此時(shí)電磁閥YV11處于失電狀態(tài),插裝閥C1受梭閥控制,而梭閥狀態(tài)又受兩只緩沖被迫下行壓力控制,最終壓力高的一側(cè)液壓油會通過插裝閥C1進(jìn)入壓力低的一側(cè),從而保證了兩邊緩沖壓力相等,當(dāng)然前提條件是手動調(diào)整緩沖壓力時(shí)需預(yù)先設(shè)置好壓力。動力油源采用伺服泵控制,在頂出階段啟用高精度閉環(huán)控制,根據(jù)采集的位移傳感器和壓力傳感器信號進(jìn)行閉環(huán)運(yùn)算,輸出經(jīng)過計(jì)算的速度指令控制伺服電機(jī)轉(zhuǎn)速,從而實(shí)現(xiàn)高精度定位控制,確保兩側(cè)緩沖行程偏差在±0.05mm范圍內(nèi)。

圖4 液壓原理圖
3 快速卸壓
除了增加緩沖裝置外,在沖裁工作行程結(jié)束后,還應(yīng)盡可能快地卸去主缸上腔的壓力,以消除滑塊下沖的動力,減少沖擊振動。現(xiàn)有主缸充液閥卸壓時(shí)間通常控制在0.5s~1.5s,無法做到快速卸壓。通過在主缸上腔管路上增加單獨(dú)卸壓插裝閥塊,并通過電磁閥控制便可實(shí)現(xiàn)快速卸壓動作,同時(shí)卸壓閥插件的開口大小可通過調(diào)節(jié)桿調(diào)整,從而調(diào)節(jié)卸壓速度的快慢,可有效減輕沖擊和振動。另外增加的單獨(dú)卸壓閥塊還有一個(gè)功能,當(dāng)使用帶有氮?dú)飧椎哪>邥r(shí),在主缸上腔充液閥打開后會因氮?dú)飧啄芰酷尫判纬煞磸棧斐蓹C(jī)床滑塊和活塞桿的快速上升,在此過程形成較大的沖擊和噪聲,而采用單獨(dú)卸壓閥先進(jìn)行預(yù)卸壓不打開充液閥的方式可在主缸上腔形成一定的背壓,從而實(shí)現(xiàn)氮?dú)飧啄芰酷尫艜r(shí)滑塊緩慢抬起,待氮?dú)飧變?nèi)能量全部釋放后同時(shí)檢測到主缸上腔壓力≤0.5MPa后再打開主缸充液閥,實(shí)現(xiàn)滑塊的正常回程動作。氮?dú)夤δ苁欠襁x用及卸壓時(shí)間可在觸摸屏畫面中進(jìn)行設(shè)置。
4 緩沖點(diǎn)調(diào)整方法
緩沖缸拉桿位置調(diào)整過程為首先使機(jī)床滑塊無壓力下行,進(jìn)行模具閉合,直至上模刃口剛接觸零件表面,通過手動按鈕分別調(diào)節(jié)緩沖缸拉桿往上運(yùn)動,使緩沖缸拉桿下部的鎖緊螺母與滑塊側(cè)面支座上的淬火塊緊密接觸,然后把滑塊和上模回程到一定高度后,再把兩側(cè)緩沖缸拉桿往上略上升相同的高度,再次操作滑塊帶動上模往下運(yùn)行檢查下接觸點(diǎn)是否調(diào)節(jié)在沖裁模正好位于零件板料上時(shí)的位置,最后需用止頭將鎖緊螺母止緊并緊固好防松螺母。存在的缺點(diǎn)是不便于迅速調(diào)整,每次更換模具后都需要手動調(diào)整一次,操作稍顯繁瑣。
5 結(jié)束語
通過增加沖裁緩沖裝置,使液壓機(jī)由沖裁工藝載荷平穩(wěn)過渡到緩沖缸載荷,快速卸壓裝置的使用使主缸內(nèi)積聚的液壓能和機(jī)身彈性變形能迅速受控釋放,消除液壓機(jī)在沖裁或切邊工藝時(shí)板料突然斷裂滑塊產(chǎn)生的過沖現(xiàn)象,降低了由此產(chǎn)生的沖擊和振動。實(shí)踐證明緩沖缸頂出動作所需壓力對緩沖效果無明顯影響,通常頂出壓力設(shè)置在4MPa~5MPa即可。緩沖行程位置的設(shè)置應(yīng)根據(jù)上模刃口接觸到零件而未進(jìn)行沖切為準(zhǔn),同時(shí)還要結(jié)合零件斷面上的光亮度共同確定,也就是說零件沖裁面的光亮度不但與沖裁時(shí)的緩沖壓力有關(guān),還與緩沖調(diào)節(jié)行程位置有聯(lián)系。通過以上措施的有效實(shí)施,目前機(jī)床在客戶處已正常使用達(dá)三年之久,獲得客戶好評。
