加重鉆桿管端加厚設(shè)備的研發(fā)和應(yīng)用
2020-05-12 08:53:12程斯祥王建國谷瑞杰杜學(xué)斌張建軍邵國棟
鍛壓裝備與制造技術(shù) 2020年2期
程斯祥,王建國,谷瑞杰,杜學(xué)斌,張建軍,邵國棟,馬 輝
(1.衡陽華菱鋼管有限公司,湖南 衡陽 421001;2.中國重型機械研究院股份公司,陜西 西安 710032)
加重鉆桿在鉆具組合中介于鉆桿與鉆鋌之間,其壁厚在鉆桿和鉆鋌之間,它的結(jié)構(gòu)形式基本與鉆桿相同。它能不但能承受拉伸載荷,也可以承受壓縮載荷。
以往鉆具組合中的加重鉆桿以焊接式和棒材加工式為主,但焊接式和棒材加工式都存在不同程度的缺陷,市場上才出現(xiàn)了整體式加重鉆桿,而之前的整體式加重鉆桿多以單件車削、鉆孔生產(chǎn)居多,不僅產(chǎn)量低,且整批量生產(chǎn)的質(zhì)量難以保證。
采用管端加厚方式生產(chǎn)加重鉆桿是近幾年提出的一種新工藝,可以滿足加重鉆桿大批量、規(guī)模生產(chǎn)的需求。與傳統(tǒng)生產(chǎn)工藝的產(chǎn)品相比,具有金屬纖維分布合理,材料利用率高,成品強度高,生產(chǎn)成本低等明顯的優(yōu)勢。為此,本文中對管端加厚工藝和技術(shù)進行了研究,設(shè)計開發(fā)了加重鉆桿管端加厚設(shè)備。
1 加重鉆桿管端加厚技術(shù)研究
1.1 技術(shù)原理
管端加厚加重鉆桿的加厚過程為:先將鋼管端部局部加熱,然后采用水平鍛造工藝進行端部聚料,最終實現(xiàn)端部壁厚增加。具體來講,就是將通過施加模具與沖頭的約束,壓機帶動沖頭的定徑端使得1區(qū)金屬合理分流到2區(qū)、3區(qū),如圖1、圖2所示。
這種加工工藝既能保證加厚段的幾何形狀,同時又能夠保證金屬纖維組織連續(xù)、合理分布,提高了管體與連接頭的連接強度。這是焊接式和整體加工式兩種加工工藝都無法實現(xiàn)的,也就是說該加工工藝生產(chǎn)的加重鉆桿成本最低反而強度最高。
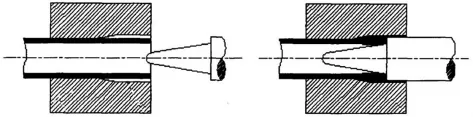
圖1 管端加厚示意圖

圖2 加厚時金屬流動分布圖
1.2 加重鉆桿管端加厚技術(shù)特點分析
以?60.32×7.11加重鉆桿與API 5CT規(guī)范規(guī)定的?60.32×6.45油管和API 5D規(guī)范規(guī)定的?88.9×11.4鉆桿的加厚部位局部比較如圖3所示。其加厚過程工藝數(shù)據(jù)如表1所示。
通過以上比較可見,加重鉆桿的加厚存在如下難點:
(1)加重鉆桿加厚段的壁厚增加遠大于加厚油井管,約為1.64~2.35倍(見表1增厚比ε值)。
(2)加重鉆桿加厚段的長度大于加厚油井管,約為2.31~2.82倍(見表1加厚變形部分長度LB)。
(3)在加厚過程中,加重鉆桿參與塑性變形的金屬體積遠大于相同或近似規(guī)格的加厚油井管,使得參與變形的原始管坯的長度很長(見表1加厚變形部分長度LB),變形程度很大(見表1加厚比m、增厚比ε),變形過程中容易失穩(wěn),成型難度大,變形過程難以控制,需要更多道次的加厚才能完成。
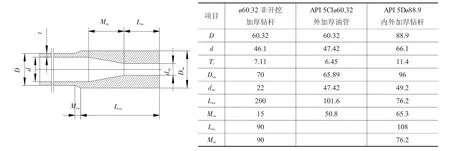
圖3 加厚段尺寸

表1 工藝計算數(shù)據(jù)表
(4)要求加厚設(shè)備的加厚力、夾緊力更大,加厚工作行程更長。
(5)要求加熱設(shè)備能夠加熱鋼管壁厚范圍更大、長度更長,可移動車體的工作行程更長。
1.3 力能參數(shù)計算
加厚成形力的影響因素有:變形材料的屈服強度、管端垂直于成形力方向的投影面積、變形速度、變形方式、變形量、變形溫度、變形區(qū)相對尺寸、工件和模具接觸表面的摩擦條件等,其計算公式如下:

式中:P0——最大成形力;
q——投影面積上單位面積的平均成形力,即成形力強度:
k1——應(yīng)變速度系數(shù),熱加工時,液壓機取1.1~1.5;
k2——變形方式和摩擦條件影響系數(shù),對沒有毛邊的閉口模鍛,取6~8,對帶毛邊的開口模鍛,取3~4;
Rt——終鍛溫度下材料的靜載屈服強度;
A——成形件垂直于成形力方向的投影面積。
選擇成形設(shè)備,其額定加厚力P1應(yīng)比P0大,按下式計算:

表2 加厚機的力能計算

由于加重鉆桿加厚段長,內(nèi)外加厚變形量大,一次成型難以完成,必須采用多道次連續(xù)成型。我們以139.7×10.54計算,取超高強度鋼Rt=90MPa,第三道投影面積為最大計算如下:
考慮到以后生產(chǎn)更大規(guī)格留有設(shè)備余量,故選用 5000kN,即 500t。
夾緊力按照通用的選取法,即2:1關(guān)系,為2×500t=1000t。
2 加重鉆桿管端加厚設(shè)備研發(fā)
在前文技術(shù)研究的基礎(chǔ)上,結(jié)合以下幾方面設(shè)備研發(fā)中的關(guān)鍵點:
(1)研究加重鉆桿的加厚工藝過程,制定合理的加厚工藝規(guī)范。
(2)按產(chǎn)品結(jié)構(gòu)特點和工藝需要確定設(shè)備的組成、功能結(jié)構(gòu)及布局。
(3)管坯的鍛前加熱,必須能夠滿足加重鉆桿加厚前加熱工序的需要。
(4)確定主機結(jié)構(gòu)型式及噸位,主機具有合理的結(jié)構(gòu)和足夠的強度剛度。
本文確定了加重鉆桿管端加厚設(shè)備的工藝流程為:上料臺架上料-管坯端部定位-加熱-送入模腔-加厚-拉出模腔-(后續(xù)道次的重復(fù)加厚)-輸出到儲料筐。根據(jù)此工藝流程,確定了加重鉆桿管端加厚設(shè)備的平面布置,如圖4所示。
結(jié)合工藝流程,對加重鉆桿管端加厚設(shè)備各部分的技術(shù)特點介紹如下。
(1)上料
將成捆鋼管坯料放置在上料臺架的料倉內(nèi),通過散捆裝置將鋼管定位在上料臺架上。通過散捆裝置、擋料器等裝置將鋼管分開,平鋪在上料臺架上。
(2)管端定位
上料翻板將鋼管輸送到對齊工位——對齊輥道。對齊輥道全部采用電機減速機組傳動,以確保定位過程能可靠進行。當(dāng)受料開關(guān)發(fā)訊時,對齊輥道使鋼管直線運動直至碰到定位機構(gòu)并延時停轉(zhuǎn)。
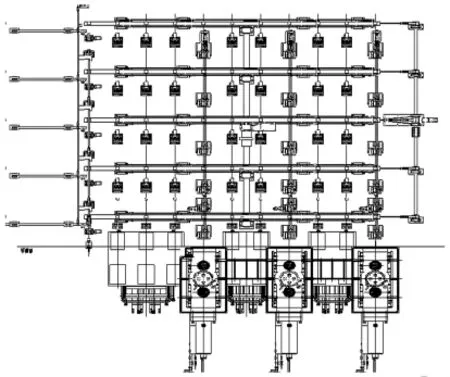
圖4 加重鉆桿管端加厚設(shè)備的平面布置圖
(3)步進運輸
步進運輸機采用四連桿機構(gòu)。其工作過程為鋼管對齊(或其他工位)后,垂直缸驅(qū)動工字梁上升,托起對齊輥道上的鋼管 ,接著水平缸使工字梁前進一個步距,到位后步進梁下降將鋼管放置在下一工位的料架上,然后后退一個步距,完成一次循環(huán)。在步進運輸機的垂直缸和水平缸上設(shè)有接近開關(guān),使系統(tǒng)獲得信號以便調(diào)整油缸的運行速度,做到快速運行,慢速接近和停止。
(4)加熱
鋼管端部的加熱采用了中頻感應(yīng)加熱。對于加重鉆桿管端加厚管端的加熱是關(guān)鍵,參加變形的鋼管長度超過了一米,彎曲變形及加熱的不均勻性對后續(xù)加厚影響非常大,為了解決這一技術(shù)難題,中頻感應(yīng)加熱爐的結(jié)構(gòu)上采取了均勻纏繞加熱線圈、爐膛可進行上下、左右調(diào)整;另外,爐前鋼管的支撐具備旋轉(zhuǎn)功能,從工藝上克服了鋼管加熱彎曲變形、加熱不均勻的技術(shù)難題。
(5)送入模腔
當(dāng)鋼管由步進運輸機輸送到加厚工位后,隨動力升降輥道在油缸的驅(qū)動下升起,壓輪壓緊鋼管,采用變頻電機驅(qū)動管料沿模具中心線方向送進。
管坯的送進和返回采用伺服電機和光電開關(guān)組合控制方式。在壓機前端面裝有光電開關(guān),當(dāng)管坯送進或返回光電開關(guān)發(fā)訊后,PLC控制伺服電機的運行距離,保證加厚工序和后續(xù)加熱工序?qū)芘鞫瞬康木_位置。
(6)加厚
在將鋼管送入加厚機模腔內(nèi)后,動力升降輥道下降,壓機夾緊模落下夾緊鋼管,然后水平缸帶動沖頭前進進行水平加厚;待水平加厚完成后,水平缸和回程缸先后分別回程,完成一次加厚。
(7)拉出模腔
完成加厚的管坯,隨動力升降輥道升起、壓輪下降壓緊鋼管,再迅速將鋼管拉出到適當(dāng)位置,動力升降輥道下降、壓輪松開,等待下一次工作。同樣動作,完成后續(xù)的加厚。
結(jié)合以上關(guān)鍵技術(shù)的研究,對設(shè)備各部件進行了方案設(shè)計和詳細設(shè)計,完成了加重鉆桿管端加厚設(shè)備的研發(fā),如圖5所示為設(shè)備的三維效果圖。

圖5 加重鉆桿管端加厚設(shè)備的三維效果圖
3 設(shè)備應(yīng)用
加重鉆桿管端加厚設(shè)備的研究成果已經(jīng)應(yīng)用于國內(nèi)某公司新建的鉆桿管端加厚生產(chǎn)線中,該生產(chǎn)線可對外徑?60.3mm~?168.3mm的鉆桿按工藝規(guī)定進行管端加厚,產(chǎn)品涵蓋API規(guī)范規(guī)定的所有油管、鉆桿、加重鉆桿等目前所有的鋼管管端加厚產(chǎn)品。如圖6、圖7為設(shè)備應(yīng)用現(xiàn)場和管端加厚后的加重鉆桿產(chǎn)品。

圖6 設(shè)備應(yīng)用現(xiàn)場

圖7 加重鉆桿管端加厚產(chǎn)品
4 總結(jié)
本文在研究典型的加重鉆桿加厚技術(shù)的基礎(chǔ)上,結(jié)合設(shè)備研發(fā)中的關(guān)鍵點,以滿足加重鉆桿加厚工藝需要為基本要求,設(shè)計完成了加重鉆桿管端加厚設(shè)備,并實現(xiàn)研發(fā)成果的工業(yè)應(yīng)用,取得了良好效果。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
