焊工焊接“引弧”的基本手法分析
2020-05-08 08:12:53丁占海馬淑琴
博鰲觀察 2020年1期
丁占海?馬淑琴

內容摘要 電弧焊技術是近代焊接技術的重要基礎技術,它的應用非常廣泛,在所有的焊接生產中隨處可見(在橋梁、鋼結構等大量應用)。近年來,隨著市場競爭的日益強烈,為提高焊接生產的生產率、 焊接生產初步實現了自動化、智能化;而人工智能技術、機器人技術等現代高新技術的出現,促使弧焊技術正向著焊接工藝高效化、焊接生產過程機器人化的方向發展。但在實際生產生活中也離不開電弧焊技術的廣泛應用。
關鍵詞 引弧 電流 熔深 坡口
1焊接安全簡述
焊接是個高危的行業,產生的光和氣體容易對身體造成傷害。電焊容易造成的危害包括:易引起觸電事故、易引起火災爆炸事故、易致人灼傷、易引起電光性眼炎、具有光輻射作用、易產生有害的氣體和煙塵、易引起高空墜落、易引起中毒、窒息等。
焊割作業的六大危害包括:弧光輻射,焊接煙塵,放射性物質,有毒氣體,高頻磁場,噪聲。
2安全操作準則
(1)做好個人防護。焊工操作時必須按勞動保護規定穿戴防護工作服、絕緣鞋和防護手套,并保持干燥和清潔。
(2)焊接工作前,應先檢查設備和工具是否安全可靠。不允許未進行安全檢查就開始操作。
(3)焊工在更換焊條時一定要戴電焊手套,不得赤手操作。在帶電的情況下,不要將焊鉗夾在腋下而去搬動焊件或將電纜線繞掛在脖頸上。
(4)在特殊情況下(如夏天身上大量出汗,衣服潮濕時),切勿依靠在帶電的工作臺、焊件上或接觸焊鉗等,以防發生事故。在潮濕地點焊接作業;地面上應鋪上橡膠板或其他絕緣材料。
(5)焊工推拉閘刀時,要側身向著電閘,防止電弧火花燒傷面部,并用右手。
(6)下列操作應在切斷電源開關后才能進行:改變焊機接頭;更換焊件需要改接二次線路;移動工作地點;檢修焊機故障和更換熔斷絲。
(7)焊機安裝、修理和檢查應由電工進行,焊工不得擅自拆修。
(8)焊接前,應將作業現場10 m以內的易燃易爆物品清除或妥善處理,以防止發生火災或爆炸事故。
(9)工作完畢離開作業現場時須切斷電源,清理好現場,防止留下事故隱患。
(10)使用行燈照明時,其電壓不應超過36 V。
(11)保證焊接場地良好的額通風條件。
3 焊前準備
電焊機1臺、角磨機1個、鋼板2塊、焊條數根、鋼絲刷1個、鏨子1個、錘子1個,焊接勞動保護用品(工作服,焊工防護手套,焊工防護鞋,焊接防護面罩,面罩和護目鏡片,焊接護目鏡,防塵口罩和防毒面具,耳塞、耳罩和防噪聲盔)。
勞動保護用品的正確使用:①正確穿戴工作服。②在仰焊、切割時,為了防止火星、熔渣從高處濺落到頭部和肩上,焊工應在頸部圍毛巾,穿著用防燃材料制成的護肩、長套袖、圍裙和鞋蓋。③電焊手套和焊工防護鞋不應潮濕和破損。④選擇好焊接防護面罩上護目鏡的遮光號以及氣焊、氣割防護鏡的眼鏡片。⑤采用輸氣式頭盔或送風頭盔時,應經常是口罩內保持適當的正壓,若在寒冷季節,應將空氣適當加溫后再供人使用。⑥佩帶各種耳塞時,要將塞帽部分輕輕推入外耳道內,使它和耳道貼合,不要使勁太猛或塞得太緊。⑦使用耳罩時,應先檢查外殼有無裂紋和漏氣,使用時務必使耳罩軟墊圈與周圍皮膚貼合。
4 焊接工藝參數
當板厚小于6 mm時,采用I形坡口焊接;當焊件的厚度超過6 mm時,開V形坡口或者雙V形坡口,采用多層焊或者多層多道焊。實訓以6~12 mm板厚為例進行講解及操作。焊接電流110 A,推力電流10~20 MPa/A,焊條直徑3.2 mm,焊條角度45°~70°。
5 電弧的引弧
電弧實質是兩電極之間或焊條與焊件之間的一種放電現象。它產生和維持的必要條件是向兩極之間提供一定電壓;重要條件是使陰極發射電子和兩極之間的氣體電離。陰極發射電子是陰極金屬表面連續向外發射電子的現象,這時,電子不能自由離開金屬表面向外發射,金屬表面向外發射電子必須有金屬內部正電荷對它的靜電引力。氣體電離是一種電場作用,由中性氣體原子中的電子獲得的能量克服原子核對中性原子的引力而成為自由電子,同時,中性原子由于失去電子而變成帶正電荷的正離子。電弧氣氛中的電離程度越高,陰極發射電子能力越強,電弧越好引燃,電弧就越穩定。電弧焊開始時,把引燃焊接電弧的過程稱為引弧。也就是把造成焊條和工件間氣體發生電離和陰極發射電子而引起電弧燃燒的過程就是引弧[1,2]。
6 引弧的分類類
6.1 不接觸引弧
引弧時,焊條與工件之間保持有一定間隙,然后在焊條和工件之間加以高電壓擊穿間隙引燃電弧,即利用高頻電壓使焊條末端與工件間的氣體導電產生電弧,這就是不接觸引弧,這種方法很少用到。
不接觸引弧根據工具不同又分為高頻高壓引弧和高壓脈沖引弧[3]。
6.2 接觸引弧
引弧時,先讓焊條與工件短路,再拉開焊條引燃電弧。根據操作手法可分為直擊法和劃擦法兩種。
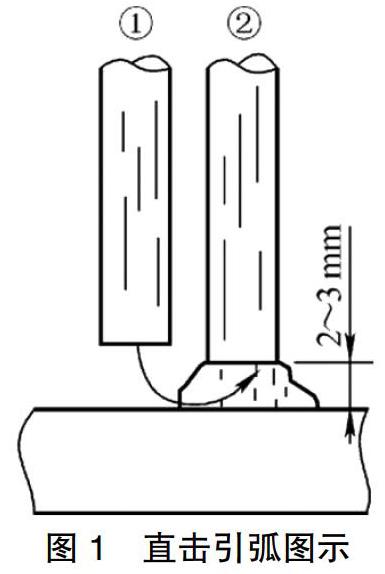
6.2.1 直擊法
先將焊條垂直對準焊件,然后用焊條撞擊焊件,當出現弧光后迅速提起焊條,并保持一定距離,約2~3 mm,引燃電弧,使電弧穩定燃燒。直擊法引弧的優點是,不會劃傷焊件表面,不受焊件表面積大小和焊件外形的影響,是常用的主要引弧方法,采用直擊法引弧時盡量輕敲工件,以防焊條藥皮脫落造成對熔池保護不良;不足之處是,引弧成功率較低,焊條與焊件多次碰擊幾次才能使電弧引燃和穩定燃燒,操作不容易掌握。如圖1所示。
6.2.2 劃擦引弧法
先將焊條末端對準焊件,然后像劃火柴似的,將焊條在工件表面劃擦,當電弧引燃后,迅速提起焊條引弧端至2~3 mm的高度,引燃電弧,使電弧穩定燃燒,劃動長度一般約為18 mm,不宜過長。劃擦法引弧法的優點:操作簡單,易于掌握。不足:容易劃傷工件表面,造成工件表面有劃痕,影響美觀。在正式比賽焊接時應盡量少采用。如圖2所示。
