?基于優良操作的打葉復烤過程含水率穩定管控研究?
2020-05-06 09:22:35李善蓮王戈堵勁松徐大勇徐瑋杰徐其敏楊凱
湖南農業科學 2020年2期
李善蓮 王戈 堵勁松 徐大勇 徐瑋杰 徐其敏 楊凱
摘 要:新形勢下,卷煙企業對打葉復烤的加工要求越來越高,為了進一步提高打葉復烤過程物料含水率的穩定性,選擇熱風潤葉和葉片復烤兩大工序關鍵參數指標3 a的歷史數據,按照卷煙企業成品片煙含水率評價標準篩選過程優良操作數據,統計分析參數指標的歷史運行區間范圍,參照相關標準要求,確定了熱風潤葉和葉片復烤過程參數指標的管控范圍。生產應用表明,打葉復烤過程和成品片煙含水率的穩定性得到明顯提高,含水率平均值與標準要求的偏離較小,而且復烤后含水率的標準偏差均低于0.33%。
關鍵詞:打葉復烤;歷史數據;優良操作;煙葉含水率;穩定性;過程控制
中圖分類號:TS44+3文獻標識碼:A文章編號:1006-060X(2020)02-0072-04
Abstract:In view of the extensive management and control in the process of tobacco leaves threshing and redrying, cigarette enterprises have higher and higher requirements for process stability. In order to further improve the stability of moisture content of tobacco in the process of threshing and redrying, the three-year historical data of tobacco moistening and redrying were selected, and the excellent operation data of the process were screened according to the evaluation standard of moisture content of finished cigarettes for cigarette enterprises. With reference to the requirements of relevant standards, statistical analysis of the historical operation range of the parameters was made to determine the control range of the parameters in the process of leaves hot air moistening and leaves redrying. The production application shows that the stability of moisture content in the process of threshing and redrying is improved obviously, the deviation between the average moisture content and the standard requirement is small, and the standard deviation of moisture content after redrying is less than 0.33%.
Key words:threshing and redrying; historical data; excellent operation; tobacco moisture content; stability; process control
打葉復烤是銜接卷煙工業生產和煙草農業生產的重要紐帶,是工業實現初級配方提升原料質量穩定性的重要環節,是真正意義上的卷煙生產大工藝中的“第一車間”[1]。與卷煙工業企業相比,打葉復烤企業對過程參數指標的管控要求較粗放,重點是把控最終成品片煙質量[2]。近年來,打葉復烤企業加大技術創新和改造力度,加強企業管理,技術及管理水平上了一個新臺階,卷煙工業企業對打葉復烤的加工要求不僅是關注成品片煙質量,對加工過程及其穩定性也越來越重視,《卷煙工藝規范》要求復烤后含水率標準偏差≤0.33%[3]。面對新的形勢和要求,部分打葉復烤企業的工序關鍵參數指標實現了在線數采,可用于過程監測和質量分析,但在過程管控中的利用尚不充分,實際生產中積累的歷史數據,其間蘊含了很多優良的操作經驗,而通過歷史數據的統計分析可總結加工過程參數指標的運行情況,進而用于指導生產過程的管控,提高打葉復烤過程控制能力和均質化加工水平。
1 材料與方法
1.1 試驗材料
采用某打葉復烤企業A、B、C、D模塊2016、2017和2018年生產過程歷史數據,包括一潤、二潤和復烤工序的主要參數指標。
1.2 分析方法
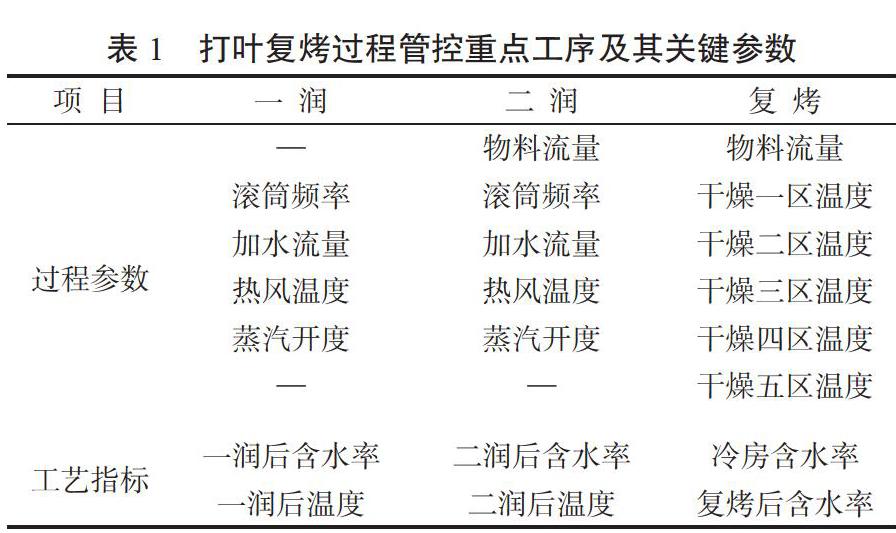
打葉復烤過程對物料含水率有調控和影響的工序主要包括熱風潤葉和葉片復烤[4-7],分別為采用熱風介質處理的增溫增濕過程和干燥去濕過程,工序過程關鍵參數和指標如表1所示。
清洗處理,按照工業企業成品評價標準篩選過程優良操作數據,采用統計分析方法計算參數指標的歷史運行區間范圍,綜合行業和企業標準最終確定打葉復烤重點工序關鍵參數指標的管控范圍。
(1)歷史數據清洗處理。分析導出的歷史數據為15 min的平均值,數據清洗主要是刪除數據集中缺失空白數據、噪聲異常數據(含水率≤0)和非穩態數據(滾筒頻率≤25 Hz,物料流量≤8 000 kg/h)。
(2)優良操作數據篩選。以復烤后含水率指標為主,按照工業企業的優良評價標準11.5%~12.5%為依據,篩選提取過程優良操作數據。
(3)運行區間范圍統計。采用統計方法計算參數指標的四分位數,按公式(1)和(2)計算參數指標的運行區間[8]。
(4)工藝管控范圍確定。①過程參數:行業標準YC/T146和企業標準對打葉復烤潤葉、復烤過程的工藝參數沒有明確的管控范圍要求,管控范圍主要根據優良操作歷史數據運行區間確定;②工藝指標:潤葉、復烤工序后的物料含水率根據企業標準和優良操作歷史數據運行區間綜合確定。
2 結果與分析
2.1 管控方法分析
物料含水率是卷煙加工過程的關鍵指標,含水率的穩定控制是在制品和成品質量穩定控制的基礎。打葉復烤過程對含水率有調控和影響的工序主要包括真空回潮、熱風潤葉和葉片復烤,但真空回潮為非連續生產且過程參數基本按設定運行。因此,過程含水率穩定性管控的重點工序是熱風潤葉和葉片復烤。
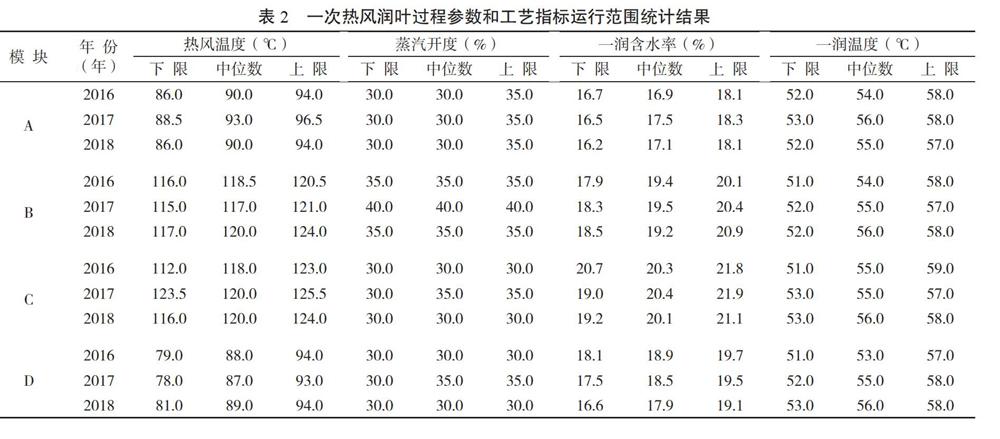
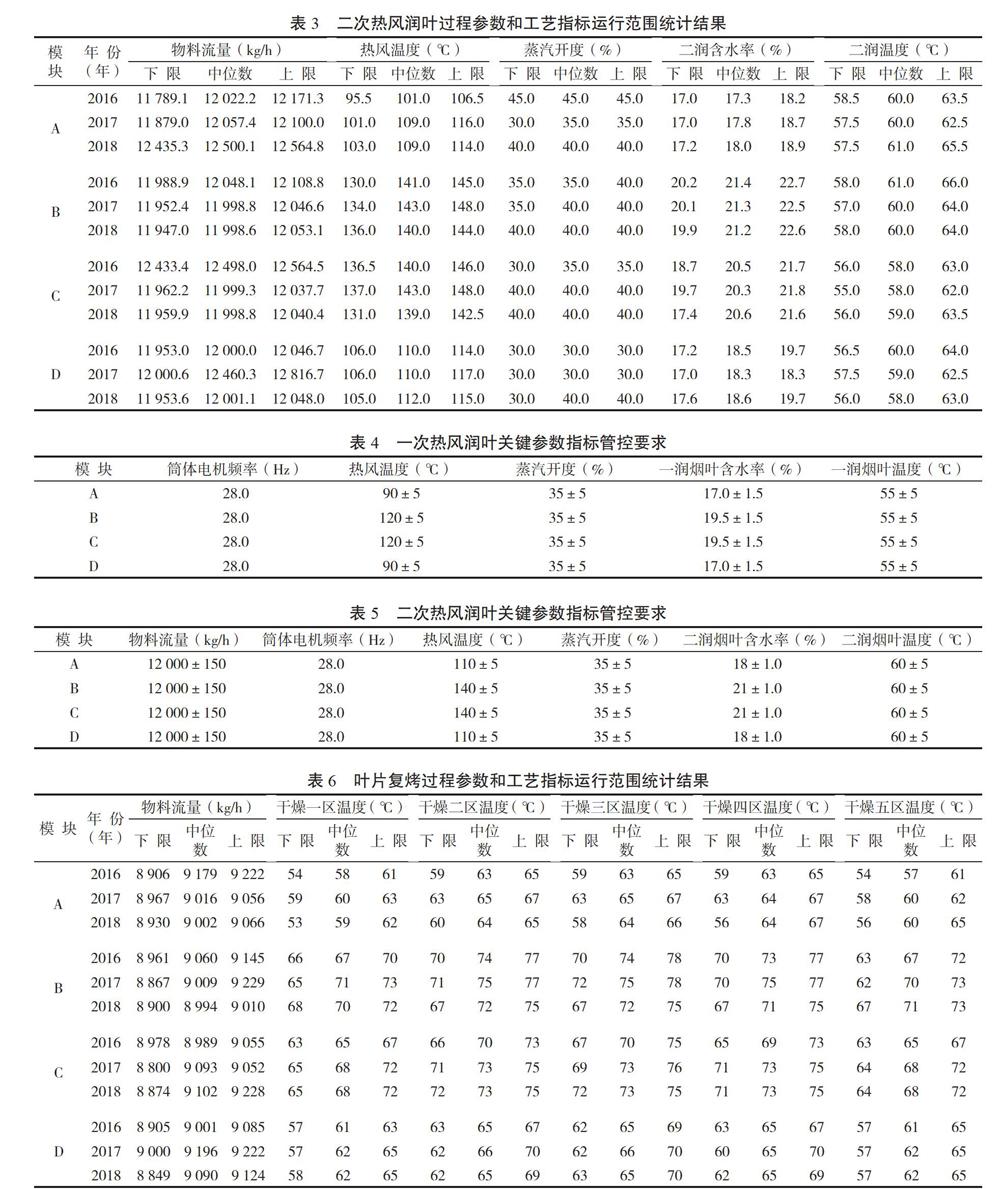
2.1.1 熱風潤葉 熱風潤葉(包括一次熱風潤葉和二次熱風潤葉)主要采用加水、加汽的濕熱風對通過滾筒的煙葉進行增溫增濕,熱風溫度的高低和蒸汽施加的多少主要影響加工后的物料溫度,加工后物料含水率可通過加水量進行調節。熱風潤葉過程含水率控制重點是穩定來料流量、加工時間和熱風溫度,通過加水流量調控加工后的含水率。歷史數據中優良操作參數指標的運行范圍統計結果如表2和表3所示。
參照行業和企業相關標準要求,以提高過程穩定性為目的,根據表2、表3歷史數據統計結果,在此基礎上,進一步縮小熱風潤葉工序參數指標的管控要求,結果如表4和表5所示。
2.1.2 葉片復烤 葉片復烤主要采用熱風對通過網帶的煙葉進行干燥去濕,分為干燥、冷卻、回潮三個加工區域,熱風溫度的高低影響干燥后的含水率和回潮效果,復烤后的含水率主要通過回潮區的加水加汽量進行調控。葉片復烤過程含水率控制重點是穩定來料流量、加工時間和熱風溫度。歷史數據中優良操作參數指標的運行范圍統計結果如表6所示。
參照行業和企業相關標準要求,以提高過程穩定性為目的,根據表6歷史數據統計結果,在此基礎上,進一步縮小葉片復烤工序參數指標的管控要求,結果如表7所示。
2.2 生產應用驗證
將表4、表5和表7確定的參數指標管控要求應用于2019烤季煙葉的打葉復烤生產,各模塊煙葉熱風潤葉和葉片復烤后含水率的平均值和標準偏差如表8所示,從表中可以看出,工序出口含水率的均值與標準要求的偏離較小,而且復烤后含水率的標準偏差均低于0.33%,能夠較好地滿足卷煙企業對打葉復烤含水率穩定性的要求。
3 結 論
選擇熱風潤葉和葉片復烤兩大工序關鍵參數指標3 a的歷史數據,按照卷煙企業成品片煙含水率評價標準篩選過程優良操作數據,統計分析參數指標的歷史運行區間范圍,參照相關標準要求,綜合確定了熱風潤葉和葉片復烤過程參數指標的管控范圍,縮小了參數調整區間,提高了生產過程和成品片煙含水率的穩定性,含水率均值與標準要求的偏離較小,而且復烤后含水率的標準偏差均低于0.33%,打葉復烤過程和成品片煙含水率的穩定性得到明顯提高,促進了打葉復烤產品質量由結果控制向過程控制轉變。
參考文獻:
[1] 謝劍平. 形勢與未來:煙草科技發展展望[J]. 中國煙草學報,2017,23(3):1-7.
[2] YC/T146—2010,煙葉打葉復烤工藝規范[S].
[3] 國家煙草專賣局. 卷煙工藝規范[M]. 北京:中國輕工業出版社,2016.
[4] 肖明禮,陳越立,尹智華,等. 煙葉配方打葉均勻性的研究[J]. 現代食品科技,2011,27(6):684-686.
[5] 楊 凱,陳 清,徐其敏,等. 打葉復烤配方均勻性控制模式研究[J]. 煙草科技,2012,45(12):14-17.
[6] 尹 旭,徐其敏,陳? 清. 打葉復烤均勻性加工技術研究進展[J]. 安徽農業科學,2013,41(16):7307-7309.
[7] 楊 波,盧幼祥,楊繼福,等. 打葉復烤主要工序對煙葉品質的影響[J]. 湖南文理學院學報(自然科學版),2014,26(3):90-94.
[8] 馬逢時,周 暐,劉傳冰,等. 六西格瑪管理統計指南—MINITAB使用指導[M]. 北京:中國人民大學出版社,2007.
(責任編輯:肖彥資)
