YB618 型硬條及條外透明紙包裝機(jī)煙包輸入通道的改進(jìn)
2020-04-27 00:03:16余有芳普靖鋒李惠峰李躍輝
煙草科技 2020年2期
余有芳,普靖鋒,李惠峰,李躍輝
紅塔煙草(集團(tuán))有限責(zé)任公司大理卷煙廠,云南省大理市下關(guān)建設(shè)東路191 號(hào) 671000
ZB48 硬盒包裝機(jī)組是引進(jìn)德國(guó)FOCKE700S技術(shù)生產(chǎn)的國(guó)產(chǎn)化超高速包裝設(shè)備[1],在國(guó)內(nèi)卷煙生產(chǎn)企業(yè)中應(yīng)用廣泛。該機(jī)組采用雙通道設(shè)計(jì)[2-3],由YB48 型硬盒包裝機(jī)、YF64 型盒包儲(chǔ)存裝置、YB518 型盒外透明紙包裝機(jī)、YB618 型硬條及條外透明紙包裝機(jī)和YF711 型商標(biāo)紙堆垛輸送裝置5 個(gè)單機(jī)組成[4]。其中,YB618 型包裝機(jī)主要對(duì)小盒煙包(簡(jiǎn)稱煙包)進(jìn)行條盒包裝和條盒外透明紙包裝。實(shí)際生產(chǎn)中由YB518 型包裝機(jī)至YB618型包裝機(jī)的煙包輸入通道內(nèi)因上層煙包滑落容易發(fā)生堵塞,造成設(shè)備停機(jī),影響生產(chǎn)效率。目前針對(duì)YB618 型包裝機(jī)已有較多研究和改進(jìn),馬萬(wàn)杰等[5]對(duì)YB618 型包裝機(jī)硬條提升及條外透明紙美容裝置進(jìn)行改進(jìn),降低了條煙外觀缺陷率;吳建軍等[6]通過(guò)Pro/E 仿真分析,對(duì)YB618 型包裝機(jī)第二推進(jìn)器進(jìn)行改進(jìn),改善了第二推進(jìn)器的潤(rùn)滑環(huán)境;周奎田等[7]將YB618 型包裝機(jī)的雙烙鐵式整形器改為氣流加熱式整形裝置,解決了條煙透明紙松弛、皺褶等問(wèn)題。但關(guān)于YB618 型包裝機(jī)煙包輸入通道堵塞等問(wèn)題則鮮見(jiàn)報(bào)道。為此,通過(guò)分析雙層煙包輸送原理和受力情況,對(duì)煙包輸入通道進(jìn)行改進(jìn),旨在減少停機(jī)次數(shù),提高生產(chǎn)效率。
1 問(wèn)題分析
1.1 存在問(wèn)題
生產(chǎn)中當(dāng)煙包由YB518 型包裝機(jī)輸送至YB618 型包裝機(jī)時(shí),輸入通道前半段經(jīng)常出現(xiàn)上層煙包滑落現(xiàn)象,造成通道內(nèi)上下兩層煙包數(shù)量不一致。隨著輸入通道內(nèi)下層煙包數(shù)量增多,煙包數(shù)量檢測(cè)器發(fā)出信號(hào),導(dǎo)致設(shè)備停機(jī)。為排除故障操作人員需要同時(shí)轉(zhuǎn)動(dòng)輸入通道的兩個(gè)旋轉(zhuǎn)開關(guān),利用氣缸提升輸入通道的上輸送帶支架,對(duì)排列不齊的煙包進(jìn)行人工補(bǔ)包,操作繁瑣且耗時(shí)長(zhǎng),影響生產(chǎn)效率。
1.2 原因分析
1.2.1 工作原理
由圖1 可見(jiàn),改進(jìn)前YB618 型包裝機(jī)煙包輸入通道結(jié)構(gòu)為封閉式,煙包輸送方式是由上下兩條輸送帶夾住煙包依靠摩擦力進(jìn)行同步輸送[8]。電機(jī)通過(guò)傳動(dòng)同步帶輪驅(qū)動(dòng)上下輸送帶,將堆疊煙包由YB518 型包裝機(jī)美容器出口輸送到Y(jié)B618 型包裝機(jī)的折疊輪入口處。輸入通道是雙通道,由兩組上輸送帶和下輸送帶組成。
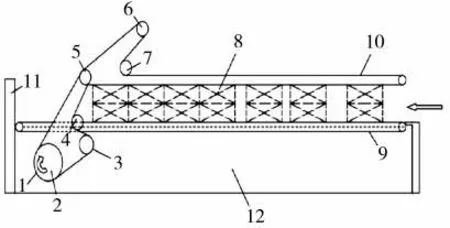
圖1 改進(jìn)前輸入通道結(jié)構(gòu)示意圖Fig.1 Schematic diagram of input passage before modification
煙包輸入通道中安裝有煙包堆疊存量光電檢測(cè)器,位置見(jiàn)圖2。其中,檢測(cè)器1 安裝在第4 個(gè)堆疊煙包處,當(dāng)其檢測(cè)不到通道內(nèi)堆疊煙包時(shí),YB618 型包裝機(jī)會(huì)顯示故障信息“最低/最低,輸入導(dǎo)軌”;檢測(cè)器2 安裝在第9 個(gè)堆疊煙包處,當(dāng)其檢測(cè)到累積的堆疊煙包時(shí),最前端的5 個(gè)堆疊煙包將被推入折疊輪;檢測(cè)器3 安裝在第14 個(gè)堆疊煙包處,當(dāng)其檢測(cè)到輸入通道中連續(xù)堆疊煙包時(shí),機(jī)器的運(yùn)轉(zhuǎn)速度將自動(dòng)提高;檢測(cè)器4 安裝在第22 個(gè)堆疊煙包處,當(dāng)其被煙包遮擋時(shí),YB518 型包裝機(jī)將推出美容器內(nèi)的煙包,設(shè)備報(bào)警并停機(jī);檢測(cè)器5 安裝在輸入通道入口處,當(dāng)其被煙包遮擋時(shí),設(shè)備立即停機(jī)。
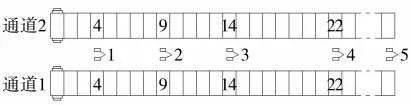
圖2 輸入通道中煙包存量檢測(cè)器位置圖Fig.2 Positions of detectors for quantity of packets in input passage
1.2.2 雙層煙包受力分析
根據(jù)上下輸送帶帶動(dòng)煙包輸送的方式,對(duì)雙層煙包進(jìn)行受力分析,見(jiàn)圖3。為保證上下層煙包不發(fā)生相互運(yùn)動(dòng),上下層煙包的運(yùn)行速度應(yīng)分別與兩包煙整體運(yùn)行速度相等[9]。
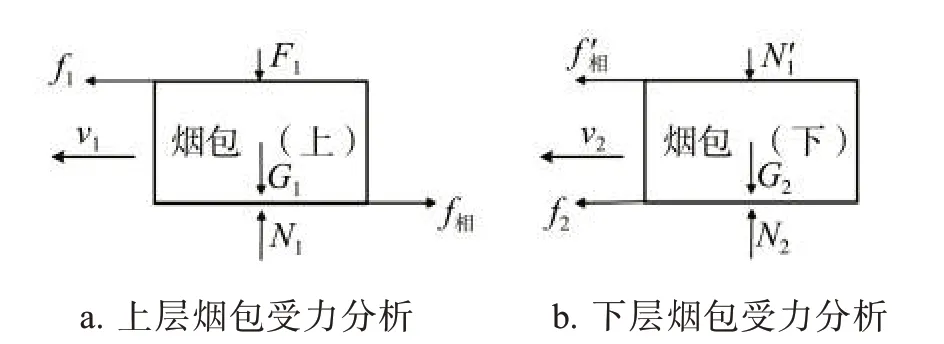
圖3 雙層煙包受力分析圖Fig.3 Mechanical analysis of cigarette packets on top and bottom conveying belts
以上層煙包為對(duì)象進(jìn)行受力分析,可以得到上層煙包在水平方向上的動(dòng)力運(yùn)動(dòng)學(xué)方程:
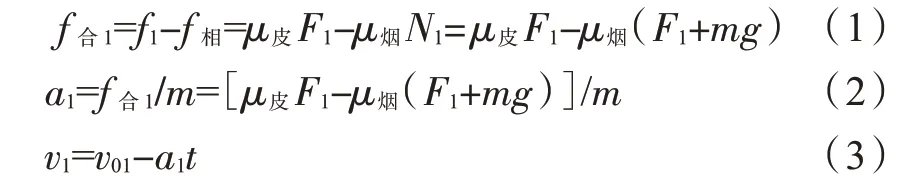
對(duì)下層煙包進(jìn)行受力分析,得下層煙包在水平方向上的動(dòng)力運(yùn)動(dòng)學(xué)方程:

式(1)~式(6)中:f合1為上層煙包在水平方向上的合力,N;f合2為下層煙包在水平方向上的合力,N;f1為上輸送帶對(duì)上層煙包產(chǎn)生的摩擦力,N;f2為下輸送帶對(duì)下層煙包產(chǎn)生的摩擦力,N;f相為下層煙包對(duì)上層煙包的摩擦力,N;f′相為上層煙包對(duì)下層煙包的摩擦力,N;μ皮為輸送帶與煙包之間的摩擦系數(shù);F1為上輸送帶對(duì)上層煙包的壓力,N;μ煙為上下層煙包之間的摩擦系數(shù);N1為下層煙包對(duì)上層煙包的支撐力,N;m 為煙包質(zhì)量,kg;g 為重力加速度,m/s2;a1為上層煙包在水平方向上的加速度,m/s2;a2為下層煙包在水平方向上的加速度,m/s2;v1為上層煙包水平輸送速度,m/s;v2為下層煙包水平輸送速度,m/s;v01為上層煙包從美容器中推出的初始速度,m/s;v02為下層煙包從美容器中推出的初始速度,m/s;t 為時(shí)間,s。
由于上下層煙包從美容器中推出的初始速度相同,即v01=v02。根據(jù)作用力與反作用力原理可得f′相=f相,N1=N′1。為保證雙層煙包在輸送過(guò)程中不產(chǎn)生相對(duì)滑動(dòng),應(yīng)保證上下層煙包速度一致,即v1=v2。因v01=v02,故上下層煙包的加速度相等,即a1=a2。根據(jù)式(1)~式(6)計(jì)算可得f相=-μ皮mg。
為保證煙包之間不產(chǎn)生相對(duì)滑動(dòng),煙包之間摩擦力絕對(duì)值應(yīng)小于煙包之間最大靜摩擦力,即:

式中:μ煙靜max為煙包之間的靜摩擦系數(shù)。
因輸送帶與煙包之間的摩擦系數(shù)μ皮和煙包之間的靜摩擦系數(shù)μ煙靜max均為材料固有參數(shù),當(dāng)上輸送帶過(guò)長(zhǎng)時(shí),煙包在輸入通道前段、中段和后段所受壓力不均衡,容易造成上下層煙包產(chǎn)生滑動(dòng)并滑落,導(dǎo)致通道堵塞故障。
2 改進(jìn)方法
2.1 煙包輸入通道
2.1.1 縮短上輸送帶支架長(zhǎng)度
為避免輸入通道上層煙包滑落,將上輸送帶支架長(zhǎng)度減少850 mm,并將上輸送帶尺寸由55 mm×3 690 mm 改為55 mm×1 920 mm,見(jiàn)圖4。根據(jù)受力分析結(jié)果,上輸送帶縮短后可以顯著改善煙包受力不均衡情況,保證上下層煙包無(wú)相對(duì)滑動(dòng)。
2.1.2 增加兩組輸送帶
在上輸送帶支架縮短部位增加兩組豎直方向輸送帶,即將原來(lái)由上下輸送帶帶動(dòng)煙包的封閉式輸送方式,改為由左右兩側(cè)輸送帶夾緊煙包、底部輸送帶帶動(dòng)煙包的開放式輸送方式,見(jiàn)圖5。通過(guò)增加兩組豎直方向輸送帶,提高輸入通道前段煙包輸送的穩(wěn)定性。
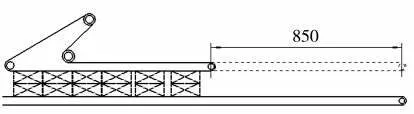
圖4 改進(jìn)上輸送帶支架后示意圖Fig.4 Schematic diagram of modification of top conveying belt bracket
2.2 輸入通道傳動(dòng)系統(tǒng)
為使輸送帶輸送速度保持一致,通過(guò)加裝3 組與原同步齒形帶輪尺寸相同的帶輪為開放式輸送通道提供動(dòng)力。根據(jù)各帶輪尺寸、分布及安裝位置,重新設(shè)計(jì)YB618 型包裝機(jī)輸入通道傳動(dòng)系統(tǒng),見(jiàn)圖6。電機(jī)通過(guò)電機(jī)主帶輪1 提供系統(tǒng)動(dòng)力,通過(guò)同步齒形帶傳遞動(dòng)力,依次帶動(dòng)軸Ⅰ、軸Ⅱ、軸Ⅲ、軸Ⅳ和軸Ⅴ轉(zhuǎn)動(dòng),并由軸Ⅴ通過(guò)齒輪箱11 帶動(dòng)同步帶輪12 旋轉(zhuǎn)。齒輪箱11 的作用是將水平方向傳遞的動(dòng)力轉(zhuǎn)變?yōu)樨Q直方向傳遞,再在同步帶輪12 和同步齒形帶的作用下,驅(qū)動(dòng)輸入通道中的各輸送輥轉(zhuǎn)動(dòng)。
由圖6 可見(jiàn),電機(jī)主帶輪1 驅(qū)動(dòng)同步帶輪2 和同步帶輪4 轉(zhuǎn)動(dòng),進(jìn)而帶動(dòng)軸Ⅰ和軸Ⅱ轉(zhuǎn)動(dòng)。軸Ⅰ是上輸送帶的動(dòng)力輸入軸,軸Ⅱ是下輸送帶的動(dòng)力輸入軸。同步帶輪5 與軸Ⅱ固定連接,由同步帶輪5 通過(guò)同步齒形帶驅(qū)動(dòng)同步帶輪6~10 傳動(dòng),分別驅(qū)動(dòng)軸Ⅲ、軸Ⅳ和軸Ⅴ轉(zhuǎn)動(dòng)。齒輪箱11 傳動(dòng)比為1∶1,其內(nèi)部有兩個(gè)外形相同、互為90°安裝的錐齒輪,一端與軸Ⅴ連接,另一端與同步帶輪12連接。同步帶輪12 作為改進(jìn)后輸入通道的動(dòng)力驅(qū)動(dòng)輪,帶動(dòng)同步帶輪13、14、15 和17 轉(zhuǎn)動(dòng)。同步帶輪13、14、15 和17 與驅(qū)動(dòng)輥9、10、11 和12 同軸固定連接(圖5),分別驅(qū)動(dòng)輸入通道的4 條輸送帶。
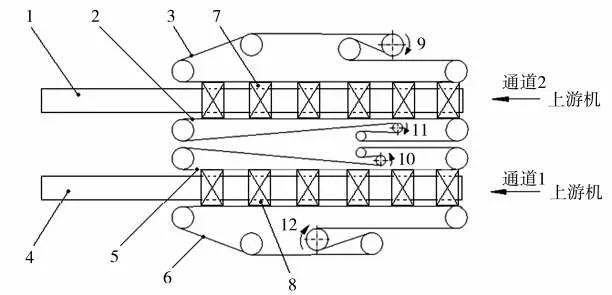
圖5 改進(jìn)后輸入通道結(jié)構(gòu)示意圖Fig.5 Schematic diagram of structure of input passage after modification
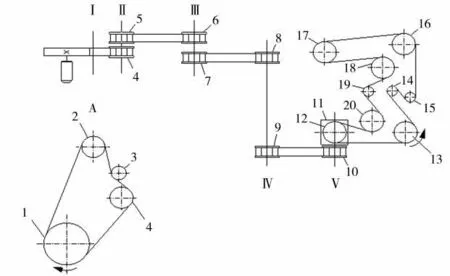
圖6 改進(jìn)后輸入通道傳動(dòng)系統(tǒng)示意圖Fig.6 Schematic diagram of transmission system of input passage after modification
同步帶輪2、4 均由電機(jī)主帶輪1 驅(qū)動(dòng),直徑為80 mm,齒數(shù)為30 個(gè),屬同級(jí)傳動(dòng),故轉(zhuǎn)速n1相等。同步帶輪5、6、7、8、9、10、12、13、17 直徑和齒數(shù)與同步帶輪2、4 相同,由傳動(dòng)原理[9]可知,同步帶輪4、10 轉(zhuǎn)速與線速度也相等。齒輪箱11 內(nèi)交錯(cuò)錐齒輪間的傳動(dòng)比為1∶1,故同步帶輪12、10 轉(zhuǎn)速相等。同步帶輪13、14、15、17 由同步帶輪12 通過(guò)同步齒形帶驅(qū)動(dòng),也屬于同級(jí)傳動(dòng),其中同步帶輪14、15 直徑為40 mm,根據(jù)直徑比值等于轉(zhuǎn)速反比原理[10],同步帶輪14、15 轉(zhuǎn)速,可得同步帶輪14、15 驅(qū)動(dòng)的驅(qū)動(dòng)輥10、11 直徑D2=0.5×D1,D1為同步帶輪13、17 驅(qū)動(dòng)的驅(qū)動(dòng)輥9、12 直徑,因此通道兩側(cè)輸送帶的線速度相同[11],實(shí)現(xiàn)了開放式輸入通道4 條輸送帶與原有上下輸送帶對(duì)煙包的同步輸送。
3 應(yīng)用效果
3.1 試驗(yàn)設(shè)計(jì)
材料:“紅塔山(硬經(jīng)典100)”牌卷煙[由紅塔煙草(集團(tuán))有限責(zé)任公司大理卷煙廠提供]。
設(shè)備:ZB48 包裝機(jī)組(上海煙草機(jī)械有限責(zé)任公司)。
方法:根據(jù)DCS(Distributed Control System)系統(tǒng)數(shù)據(jù),統(tǒng)計(jì)YB618 型包裝機(jī)煙包輸入通道改進(jìn)前后各10 個(gè)工作日內(nèi)因上層煙包滑落導(dǎo)致通道堵塞引起的停機(jī)次數(shù),取平均值。
3.2 數(shù)據(jù)分析
由表1 可見(jiàn),改進(jìn)后因輸入通道上層煙包滑落導(dǎo)致通道堵塞引起停機(jī)次數(shù)由8.9 次/天減少為0.2次/天,停機(jī)率降低97.75%。煙包輸入通道改進(jìn)后機(jī)組運(yùn)行穩(wěn)定,減輕了操作人員勞動(dòng)強(qiáng)度,提高了包裝機(jī)組生產(chǎn)效率。
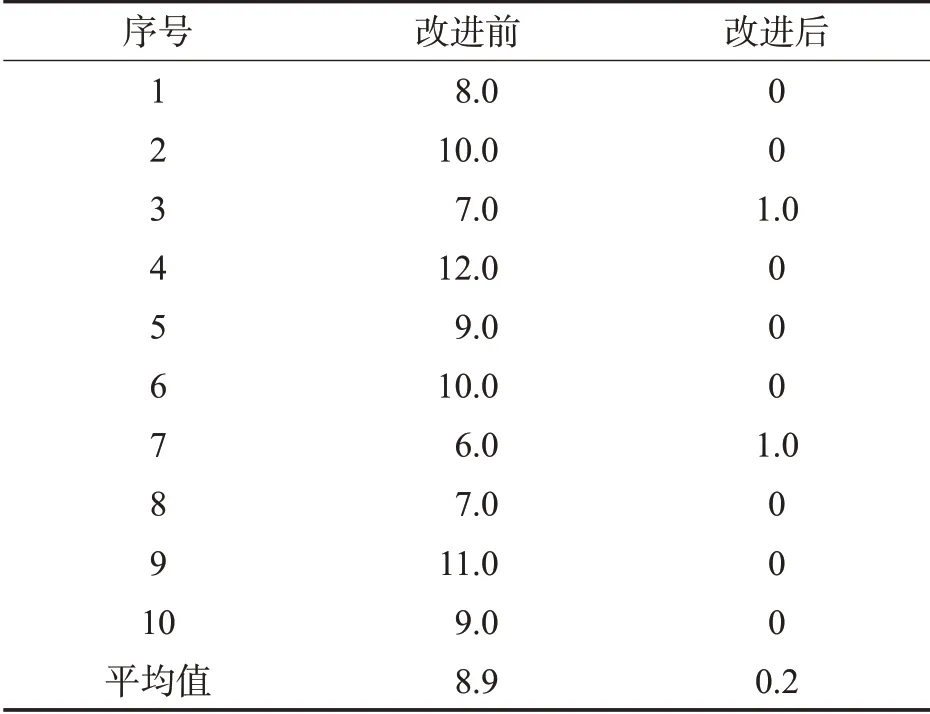
表1 改進(jìn)前后因輸入通道堵塞引起停機(jī)次數(shù)對(duì)比Tab.1 Number of times of emergency stop caused by packet input passage jam before and after modification(次·天-1)
4 結(jié)論
通過(guò)對(duì)YB618 型包裝機(jī)煙包輸入通道工作原理及受力進(jìn)行分析,將煙包輸入通道由封閉式改為開放式,即將上下輸送帶帶動(dòng)煙包輸送方式改為左右兩側(cè)夾緊煙包輸送方式,并由原同步齒形帶輪經(jīng)多組同步帶傳動(dòng)和錐齒輪箱傳動(dòng)后驅(qū)動(dòng)輸送帶,較好地解決了因輸入通道內(nèi)上層煙包滑落導(dǎo)致通道堵塞造成停機(jī)次數(shù)多等問(wèn)題。以大理卷煙廠生產(chǎn)的“紅塔山(硬經(jīng)典100)”牌卷煙為對(duì)象進(jìn)行測(cè)試,結(jié)果表明:YB618 型包裝機(jī)改進(jìn)后因輸入通道堵塞引起的停機(jī)次數(shù)減少8.7 次/天,停機(jī)率降低97.75%。有效提高了YB618 型包裝機(jī)的生產(chǎn)效率。