造紙機壓榨部速差的現場檢測與評估
2020-04-27 07:09:02喬文峰馬海濤
中國造紙 2020年2期
喬文峰 馬海濤
(福伊特造紙(中國)有限公司,江蘇昆山,215300)
隨著技術的發展,紙機運行速度越來越快,目前國內先進的文化紙機速度已達1700 m/min 以上,衛生紙機可達2000 m/min 以上[1]。這樣的運行條件下,壓榨部作為造紙機的核心部位,速差超標往往會嚴重影響生產運行,如毛毯間或輥子間的速差太小或太大,可能會引起紙幅或毛毯起折子、卡紙、斷紙、搶紙(指紙幅跟隨上毛毯回路或下毛毯回路而不沿正常引紙方向運行的狀態)等問題,更嚴重時會導致毛毯撕裂等生產事故,因而速差控制一直是造紙工作者的一項重要工作。目前有關紙機壓榨部速差檢測的實踐性文獻并不多見,本文總結了近幾年來的有關壓榨部速差檢測與評估的實踐及思考,供同行們參考。
1 速度與速差
物理學上,速度是表征質點在某瞬時運動快慢和運動方向的矢量,速度的大小稱為速率。在造紙機的運行中,常用的是線速度,是指旋轉體或紙幅在某一位置的運行速率,單位通常用m/min 表示。本文中所指的速度,除有說明之外,均指線速度。
速差即速度差,在造紙機運行中,速差是指兩個運動體之間某瞬時線速度的差值。由于控制的原因或者工藝需要,在造紙機的運行中,速差無處不在。如毛毯與輥子之間的速差,輥子之間的速差,第一壓區與第二壓區之間的速差等。
為了更準確地控制速差,本文主要討論由設備部件硬件或控制系統等軟件產生的速差,造紙生產者大多希望這類速差合理甚至越小越好,如壓區上下輥子的速差,輥子與接觸毛毯的速差等。對于工藝需要而設定或產生的速差,屬于生產技術的范疇,如第一壓區與第二壓區之間的速差等,不在本文的討論之內。
2 速度的獲取與檢測
造紙機速度的獲取大多通過以下兩種方式:第一種通過電機的轉速及輥子直徑并經軟件計算而得,這也是顯示在控制臺上的各個傳動點的線速度數據;第二種通過現場的人工測試而得,大多在造紙機的調試階段或局部有問題時用于校核。本文討論的速度檢測是第二種,即現場的人工檢測。
目前現場速度的檢測主要有兩種方式:接觸式和非接觸式。接觸式測速儀采用滾輪結構,測試過程中,滾輪與旋轉體或運動體直接接觸,從而滾輪的速度讀數就是所測運動體的速度。接觸式測速儀可以得到線速度、角速度等參數,是一種直接測量速度的好工具。圖1所示為一種典型的接觸式測速儀。
直接測速儀由于直接接觸高速運轉中的旋轉體或運行物體,加上某些測試位置不佳或其他安全原因,存在一定的安全風險,這是它的缺點。所以直接測試大多作為調試或局部速差問題的校核工具,日常工作中幾乎很少作為巡檢工具。另外,如果儀器質量不良,滾輪及旋轉軸等變形也會對精度造成一定的影響。

圖1 接觸式測速儀
非接觸式測速儀是一種測量轉速(角速度)的工具,通過測量轉速計算出相應的線速度。其原理是在轉軸上安裝一個同軸光柵輪,光柵輪兩端裝有光發射和光接收器,工作時,光發射器一直處于發射狀態,光柵輪的轉動使得接收器接收到的光信號是不連續的光脈沖,軸轉動越快,脈沖頻率越高。接收器把光脈沖轉化為電信號,即數字脈沖信號,根據此脈沖頻率,計算出轉軸的轉速。圖2 為非接觸式光電測速儀。非接觸式測速儀由于不需要直接接觸高速運轉中的物體,安全因素得到一定的提升,但是因為光電傳感器需要保證較近的距離,所以測試時仍然有安全風險。另外,測試時可能需要粘貼反光條(用于光電識別)計算線速度需要輥子直徑等數據,部分內容需要停機時操作,得到最終數據會需要很長時間,不適合緊急情況的快速處理。且由于輥徑的測量誤差,最終結果也可能誤差較大。
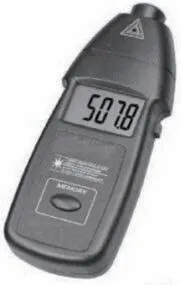
圖2 非接觸式光電測速儀
3 壓榨部的速度檢測
3.1 檢測工具
為了保證檢測的準確性和可靠性,經過反復測試和驗證,選擇了德國BRAUN 公司的Moviport C118 型測速儀作為現場檢測儀器(如圖3 所示)。該儀器可以接光電和滾輪(見圖4)兩種傳感器,也就是兼具接觸式和非接觸式的功能,主要技術指標如下。
測量原理:激光測速。
精度:±0.05%。
測量范圍:0~100 Hz(非接觸式)。
使用環境:溫度-10~55℃,最大濕度90%。

圖3 C118測速儀

圖4 C118測速儀配套滾輪
3.2 速度檢測
壓榨部的運動體有3 類:①輥子(包括壓榨輥、導輥、真空輥等,靴套可當作特殊的輥子處理);②毛毯(傳送皮帶可當作特殊的毛毯處理);③濕紙幅。由于濕紙幅完全跟隨輥子或毛毯運行,本身沒有動力,且其速度檢測困難,本文主要討論輥子及毛毯的速度檢測。
輥子的線速度檢測,既可以用接觸式測速儀也可以用非接觸式測速儀進行檢測。檢測時要注意保持滾輪與輥子接觸良好且滾輪給與輥子的觸點所在截面在同一平面上。用接觸式測速儀測試輥子速度時,實踐中發現,對于中高輥兩側的線速度與中間的線速度會有明顯的差值,中高值大的,差值也大。如果測試目的是為了校核實際速度與傳動系統的差值,這時可取一個實測的“名義速度”與之對比。如果是為了尋找輥子之間或者輥子與毛毯之間的速差,測試時需要選擇CD(橫向)方向的同一區域進行比較,否則數據的比較會失去意義。
毛毯的速度檢測情況較為復雜。由于毛毯本身有一定的伸縮性能,而毛毯運行的頻率較小(一般在0.2~0.6 Hz),這樣利用非接觸式測速儀來檢測毛毯速度往往誤差很大,結果并不準確,因此接觸式測速儀是目前毛毯測速的主要可行手段。
另外,在同一個毛毯圈路里,不同的測試點的線速度往往并不一致。圖5為某廠同一圈路毛毯不同的速度測試點,圖5 中A、B、C、D 4 點所在毛毯速度測量值分別為825.32、813.87、821.45、823.76 m/min,經反復測量確認4 點的速度確實都不相等,這4 個不相等的速度,哪一個才能代表毛毯的實際速度呢?這一問題引發的實際是一個深層次的難題:在毛毯圈路上怎樣測試毛毯的速度才是真正有意義的呢?
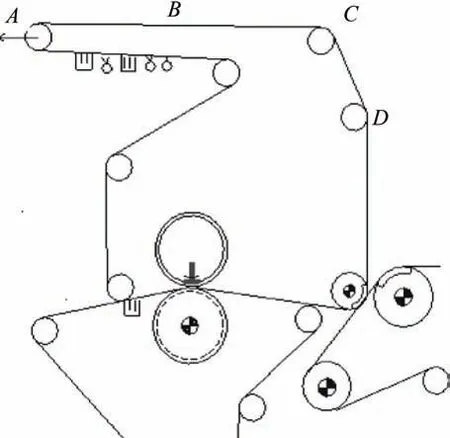
圖5 某廠同一圈路毛毯不同速度測試點
3.3 毛毯速差問題
經多次摸索和驗證,筆者發現只有輥子與毛毯接觸的位置,毛毯的速度測試才有準確的數值,才有真正的意義。且毛毯與輥子的包角越大,測試值的準確性越高,意義越大。
圖5中A、C、D 各點處毛毯與輥子接觸,彼此之間的速差不大,但A、C、D 3 點與B 點所測數字相差很大,這是因為B點毛毯已經發生伸縮,且該點缺乏支撐,導致濕毯在重力作用下有明顯的形變,所以速差很明顯。
實踐中,毛毯速度的檢測必須遵循兩個原則:①測試點必須是輥子對毛毯有包角的接觸點,其他位置的測試數據意義不大;②在輥子與毛毯包角的圓周方向上,其包角的中點,就是最佳測試點。圖6中毛毯對輥子的包角是∠FOH,其圓周的中點G 是最佳測試點。
圖6 所示的實際檢測中,筆者反復測量了毛毯在E、F、G、H、K 各點的線速度,分別表示為VE、VF、VG、VH、VK,具體測試數據分別為764.13、767.75、768.34、767.27、763.66 m/min。數據表明,VG大于VE、VK,而VF、VH與VG比較接近,即毛毯在F、G、H 3點的線速度較為接近,E、K兩點離開毛毯與輥子的接觸點太遠,其線速度已經沒有太多的參考意義。這些數據說明F、G、H 3 點中,選定G 點(包角中點)作為測試點更準確、更可靠。
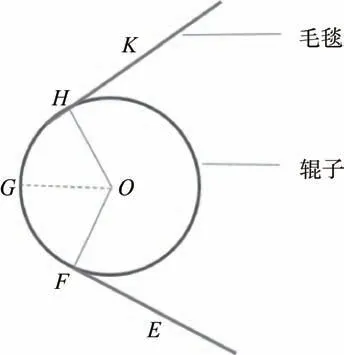
圖6 毛毯速度測試的最佳位置
4 速差檢測與評估
本文討論的壓榨部速差主要包括以下5類:①毛毯與輥子有包角時,輥子與毛毯之間的速差;②同一圈路中,各輥子之間的速差;③同一圈路中,毛毯在各毯輥接觸點之間的速差;④壓區內上下毛毯之間的速差;⑤壓區內上下輥子之間的速差。特別說明:輥子實測速度與傳動系統顯示值之間的誤差,屬于系統誤差(人為誤差),屬于另外的范疇,不是本文討論的重點。
4.1 輥子與毛毯之間的速差
毛毯與所包覆的輥子之間的速差,習慣思維上,認為兩者之間速差的出現就意味著打滑,其實這一慣性思維是錯誤的。真實的情況是:速差是正常存在的,只有超出了限度的速差,才意味著相對運動,即打滑的出現。
為了方便比較,分別對非驅動輥和驅動輥進行分析,以期獲得全面的認識。在非驅動輥的條件下,測試毛毯與輥子速度的合適位置,除了要符合圖6 要求,在包角G 點測試,在紙機橫向上的F 區域、R 區域也要測試毛毯和輥子的速度(見圖7),注意R 區域是沒有被毛毯覆蓋的。
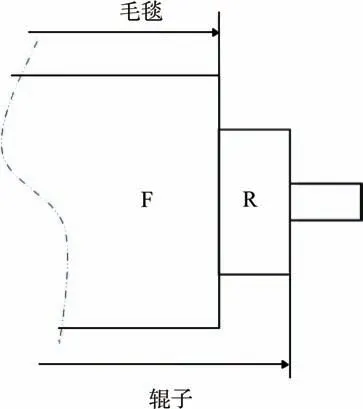
圖7 毛毯與輥子速差測試點(橫向分布示意圖)
毛毯與輥子間的速差示意圖如圖8所示,由于非驅動的輥子動力來源于毛毯,在理想條件下,在毛毯與輥的包角內,兩者之間貼合,沒有相對運動,此時在G點,毛毯與輥子必然具有相同的角速度ω,假設輥子的直徑為DR,輥子的線速度為VR(計算見式(1)),毛毯的線速度為VF(計算見式(2)),毛毯的厚度為ΔR。

由式(1)和式(2)可知,此時毛毯與輥子之間的速差計算見式(3)。

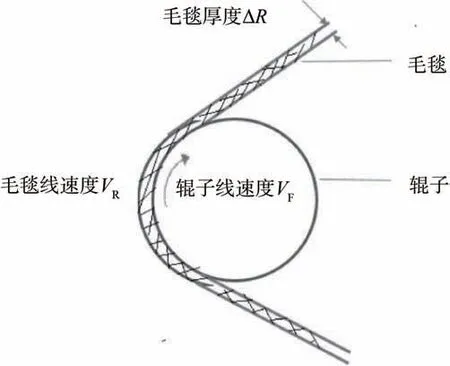
圖8 毛毯與輥子間速差示意圖
由式(3)可知,當ΔR=0 時,ΔV=0,即若毛毯的厚度可以忽略時,毛毯與輥子間的速差為0。實際上,在大多數情況下毛毯的厚度是不能忽略的,原因見式(4)。

如某廠使用的毛毯定量為1600 g/m2,厚度為1.8 mm(張緊狀態下的厚度,使用周期的中后期),導輥的直徑500 mm,則相對速差=(2×1.8÷500)×100%=0.72%,當壓榨部的車速為900 m/min 時,根據式(4),其絕對速差為:0.72×900=6.48(m/min)。
筆者選擇了包角最大的張緊輥(包角接近180°,張力合理,無打滑現象)這一最典型的非驅動輥進行了多次測量檢測現場數據,結果如表2所示。
測試結果顯示,非驅動輥的輥子與毛毯之間的速差符合毯速>輥速、理論相對速差=2ΔR/DR兩個主要理論推斷。特別表2顯示理論相對速差與實際相對速差吻合度均在80%以上,說明理論推導基本符合實際情況。
對于非壓區驅動輥,其輥子與毛毯速差問題,也完全符合上述推斷,大量的現場實測中也驗證了這一點。

表2 壓榨部張緊輥處毛毯與輥子速差測定值
4.2 同一圈路中輥子之間的速差
在理想狀態下(此處理想狀態是指:毛毯張力合理且所有毛毯與有包角輥子間沒有相對運動,下同),同一圈路的輥子應該具有相同的線速度。
由于驅動輥的速度來源于電機馬達,其速度是給定的,而從動輥的速度來源于織物的摩擦力,所以實際運行中,由于輥子間的直徑差異、包膠材料差異、包角的差異等,驅動輥與從動輥之間速度差異很明顯,而從動輥即使相互之間可互換(指輥子的材料、包膠、外形、安裝尺寸等設計完全一致)也可能因為包角不同造成速差很大。某廠壓榨部第一壓區下回路結構如圖9 所示,表3 為回路中各輥子的速度測試值(多次測量的平均值)。
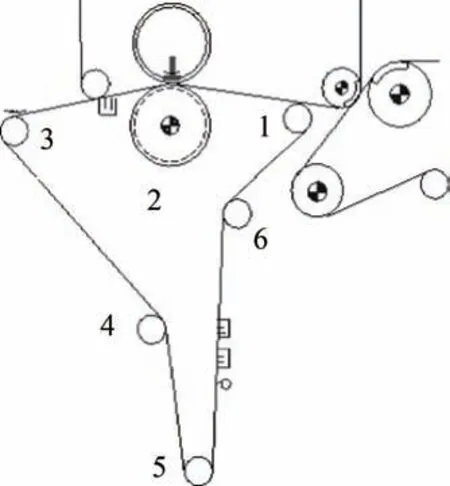
圖9 某廠第一壓區下回路示意圖
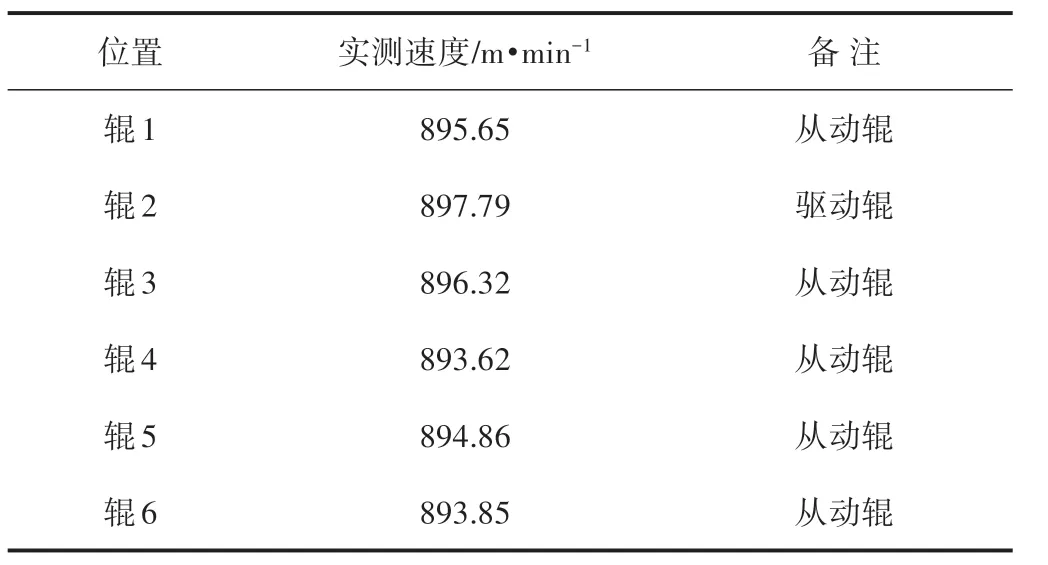
表3 第一壓區下回路各輥子速度列表
表3 中的數據來源于典型的驅動輥回路,沿毛毯運行方向,其中輥2作為驅動輥其線速度最大,然后輥子的線速度逐步減小。輥5由于包角大,毛毯對輥子的摩擦力足夠,因而速度大于相鄰的2 個導輥線速度。
現場大量的測試實踐表明,在有驅動輥的回路中,正常條件下驅動輥的線速度最大,因為其動力來源于電機。從動輥在織物的驅動下獲得動力,因而速度小于驅動輥。回路中從動輥彼此間的速差,主要原因是輥子材料及織物張力及包角導致的摩擦力差異。回路中只有1個驅動輥的,整個回路的輥子線速度從驅動輥開始大致呈衰減—加速—衰減的循環趨勢。表3是驅動回路輥子速差分布的1個例子。
4.3 同一圈路中不同點的毛毯速差
如果毛毯完全沒有彈性,即運行中既不能伸長,也不能縮短,那么同一圈路中,毛毯的速度完全一致(但強度不足有拉斷風險)。事實上,由于毛毯的彈性較好,同時毛毯所受的輥子阻力不同,因此毛毯在各輥子包角處的速度必然存在差異。筆者測試了圖9中1~6 處各點的毛毯速度,如表4 所示。特別說明:輥1 的最佳測試點位于壓區進口,危險性大,輥2 在壓區內,無法測試該點的毛毯速度。
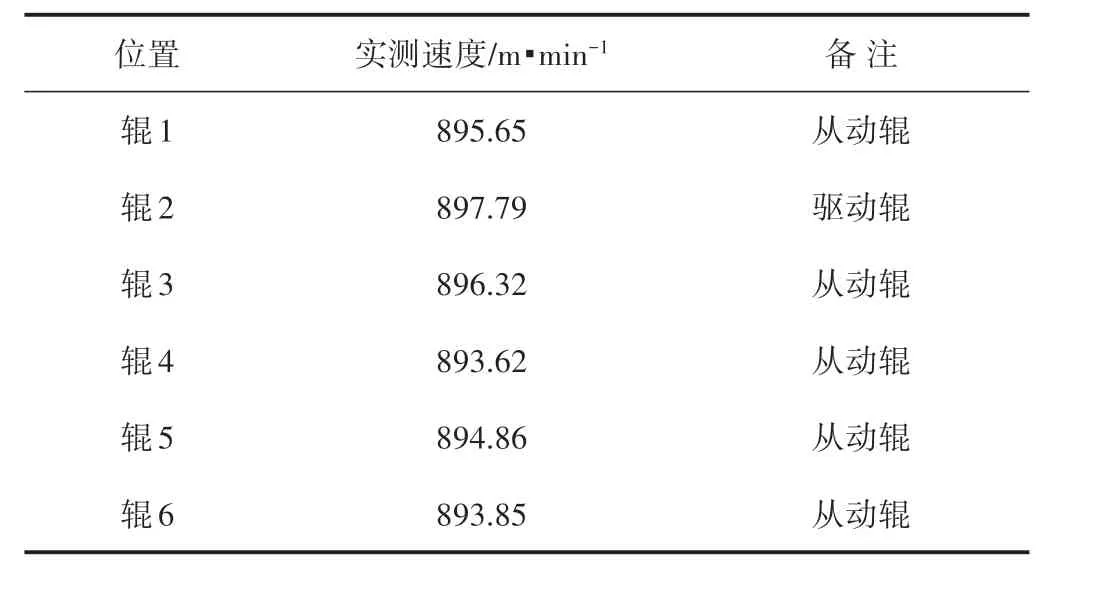
表4 第一壓區下回路各點的毛毯速度
從表4 數據可知,相鄰的兩處(3、4、5、6 輥)速差分別為-1.69、0.87、-1.09 m/min;上述相對速差經計算分別為:0.19%、0.096%、0.12%;整個回路毛毯各點的速差很小。
在另外廠家的多次測試也表明,正常運行的紙機,壓榨回路中各點的毛毯速度差異不大,這是由毛毯的張力及彈性決定的。一般毛毯的運行張力約為3 kN/m,此張力下毛毯的伸長率約0.8%~1.2%,在運行中,回路中正常的張力波動引起的毛毯長度變化在0.3%以下,因此毛毯可以作為速差良好的緩沖器。當同一回路中毛毯速度差異很大時,往往意味著回路中某處有較大的、明顯的強阻力,該狀況很可能對毛毯壽命有災難性的影響。
4.4 壓區內上下毛毯的速差
對于雙毯壓榨(包括上回路毛毯+下回路皮帶的壓榨形式,以下同),上下毛毯的速差會影響紙幅的運行。按照上下輥子的驅動情況,筆者對單輥驅動和雙輥驅動的情況分別進行討論。
目前大多數現代化的紙機追求高速的同時,追求傳動和控制的設計簡化,主流的高速紙機大多采用靴式壓榨,壓區大多采用的是下回路下輥(可控中高輥)驅動,上回路包括上輥(靴輥)從動。圖10 為典型的雙毯壓榨壓區,下輥驅動,上輥從動,在理想狀態下(見4.2),下輥提供壓區內下毛毯、紙幅、上毛毯及上輥的運行動力,此時上述4種物體在接觸區域內作相同角速度ω的圓周運動,由物理學原理可得式(5)。
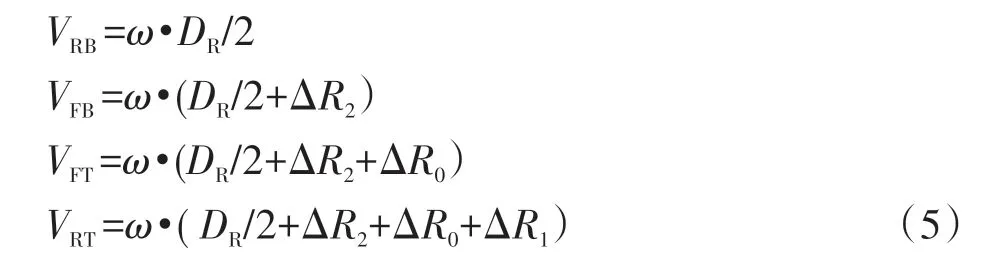
式中,ω 表示下輥運行的角速度,rad/s;DR為下輥的直徑,mm;ΔR0為壓區內濕紙幅的厚度,mm;ΔR1為壓區內上毛毯的厚度,mm;ΔR2為壓區下毛毯的厚度,mm;VRB為壓區下輥的線速度,m/min;VFB為壓區下毛毯的線速度,m/min;VFT為壓區上毛毯的線速度,m/min;VRT為壓區上輥的線速度,m/min。
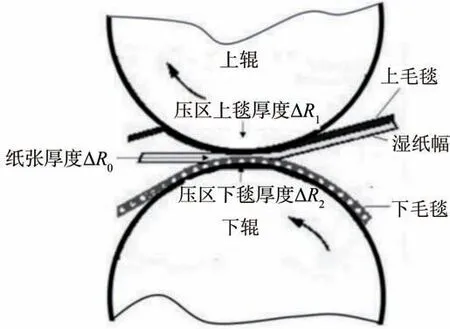
圖10 雙毛毯壓榨的壓區內毛毯輥子運轉示意圖
由上面的討論可知,壓區上下毛毯的速差見式(6)。

毛毯間的相對速差(相對于下輥)RVF=(ΔVF/VRB)×100%=(2ΔR0/DR)×100%,若某客戶以805 m/min的壓榨部車速生產,其壓區內驅動輥的輥子直徑1000 mm,產品為160 g/m2箱紙板,預估其壓區內濕紙幅厚度150 μm,壓區內毛毯厚度為1.2 mm,則理想狀態下毛毯相對速差為2×0.15÷(1000+1.2)×100%=0.03%,絕對數值為0.245 m/min,可以忽略不計。
在實際測試中,毛毯的速度測試需在最佳測試位置處,而毛毯與輥子的包角在壓區中,因此無法測試壓區內毛毯速度。可行的方法是:選取毛毯在壓區進口導輥處及出口導輥處各一點測試,取其平均值作為壓區內的毛毯速度。典型的雙毯壓榨(下輥驅動)速度測定如表5所示。
表5 數據顯示,該壓區的上下毛毯速差絕對數值為0.74 m/min,相對速差為0.094%,符合理論推導。在實踐中也發現有很多壓區的上下毯之間的速差遠大于理論推導值,有關分析,請參考本文4.6章節。
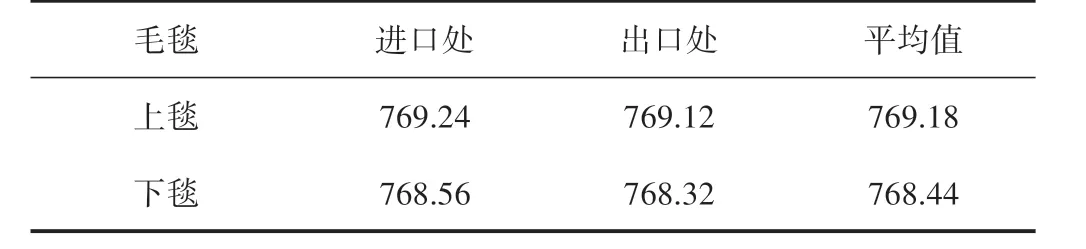
表5 壓區上下毛毯速度測試值 m/min
上下輥都驅動的壓區(如大輥徑壓榨及真空壓榨都是這一類型),由于傳動控制上大多采用下輥主驅動,壓區閉合后采用負荷分配的控制方法,因此正常運行中,主驅動輥的速度是給定的,輔驅動輥的速度采用“負荷-跟隨”模式。顯然,此模式下理想狀態的情況是,上輥與上毯,下輥與下毯之間都符合4.1所述的毯與輥之間的速差推斷,即滿足式(3)及式(4)。這種情況下,兩輥之間的速度才能同步。此狀態下,輥子直徑的校核,保證線速度相等,對于控制速差尤為重要。
表6 是某客戶大輥徑壓榨的速度數據。其壓榨采用上下壓榨輥均為大輥,上下各有驅動。為便于比較,同時測試了上下輥子、上下毛毯的速度。
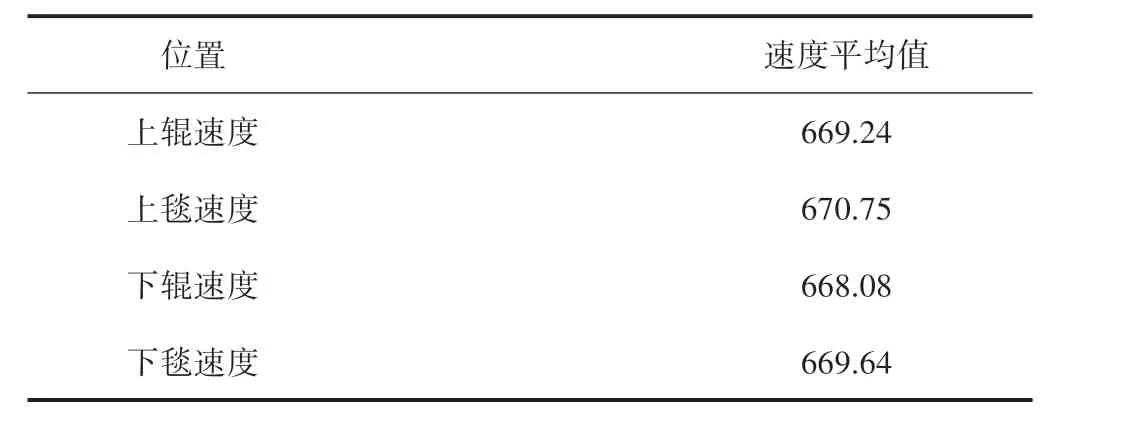
表6 大輥徑壓榨的輥子及毛毯速度測試值 m/min
從表6 中的數據可以明顯看出,上下毛毯的運行速度相差不大,而上輥與上毯之間,下輥與下毯之間基本滿足式(3)所述的速差規律。
4.5 壓區內上下壓輥之間的速差
由4.4 的討論可知,對于單輥驅動(一般為下輥驅動)的雙毯壓榨而言,壓區上下輥的速差可以表示為式(7),以下各參數含義見4.4。

上下輥子間的相對速差(相對于下輥)計算見式(8)。

某廠以765 m/min 的壓榨部車速(一壓)生產,其驅動輥直徑1000 mm,產品為160 g/m2箱紙板,預估其壓區內濕紙幅厚度150 μm,壓區內毛毯厚度為1.5 mm,則理想狀態下輥子相對速差為2×(1.5+1.5+0.15)÷(1000+1.2)×100%=0.63%,絕對數值為5.07 m/min,根據大量的現場測試,此估算值具有較高的參考價值。在該客戶現場,經過多次跟蹤,測得其壓區的上下輥的速度如表7 所示。現場數據顯示,其上下輥的速差完全符合式(8)所示的速差公式。
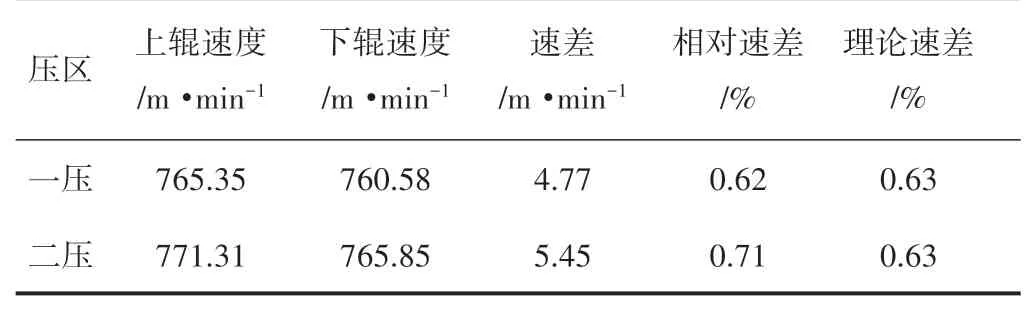
表7 單驅動輥的壓區內輥子速度測試值
對于上下均有驅動的輥子而言,其速度來源于給定值及負荷分配控制的跟隨值。其速差應該符合控制標準,目前保持速度差恒定所必須達到的精度在0.1%,高速紙機甚至可達到0.01%~0.05%[2]。表6中該紙機上下輥均為驅動輥,兩輥速差為1.24 m/min,其相對速差為1.24÷669.24×100%=0.18%,符合控制要求。
顯然,對于壓區上下壓輥之間的速差,單驅動的壓區,兩輥之間的速差更取決于壓區內輥子與織物的摩擦因數、張力等因素。上下壓榨輥都驅動的壓區,兩壓輥的速差主要決定于輥子的磨損情況及更主要的因素——傳動系統的控制精度。
長期以來,造紙生產者的習慣關注點是:上下壓輥之間的速差,同時習慣上認為這一速差越小越好。通過本文的分析和論證,可得出結論是:這一習慣性的結論是有失偏頗的。除了光澤壓光以外的所有襯毯壓榨,上下輥并不直接接觸,上下輥之間有毛毯和紙幅,因此上下輥之間是允許存在并必然存在速差的,事實上速差的絕對值遠大于我們的想象。而對于速差問題有上面論述的全面正確認識,是不斷改進優化提升并走向“壓榨部完美運行”的基礎和保證。
4.6 速差評估
壓榨部速差問題是一個系統性的問題,比較復雜,毛毯與所包覆的輥子間的速差、同一圈路中各輥子的速差、同一圈路中毛毯各點的速差,這些問題是速差分析的基礎。速差問題中最主要、最關鍵是壓區中的毛毯之間的速差,因為它直接影響紙幅運行乃至整個壓區的正常運行。一般而言,兩輥的速差將作為上下毛毯速差的主要影響因素。下面將對上述主要5種類型的速差評估一一分析。
毛毯與所包覆的輥子之間的速差(指包覆點處的速差),是整個速差評估中重要的基礎環節。如前所述,不論是驅動輥還是非驅動輥,理想狀況下,毛毯與輥子間的速差滿足式(3)相對速差=(2ΔR/DR)×100%,根據筆者的多次測試經驗,測試值小于理論推斷值的,乃至速差為0的,屬于基本正常狀況。出現速差為負值,即輥速大于毯速的情況(僅驅動輥時才可能出現),毫無疑問發生了毛毯與輥之間的相對運動(俗稱打滑)的情況。測試中也發現過測試速差大于理論推斷值的,一般是由輥徑不準確或者毛毯厚度值不準確導致的(此情況為理論值計算錯誤)。
測試表明,同一圈路中各點毛毯的速度在正常情況下差異并不太大。筆者建議的評估標準是:相鄰兩點的速差應該小于此兩點區域內不同的張力對應的毛毯伸長率的差值。如某紙機壓榨部回路中A、B 兩點的相對速差為0.65%,A、B 兩區域對應的張力分別為3 kN/m 和4 kN/m,已知3 kN/m 及4 kN/m 張力下該毛毯伸長率分別為0.85%、1.28%,則正常情況下,A、B 兩點相對速差應為1.28%-0.85%=0.43%左右,而實際兩點速差超過這一值,可以認為速度低的B 點毛毯遇到了較大的阻力,速差很可能對毛毯壽命產生顯著的負面影響。
同一圈路中輥子的速差評估,比毛毯圈路更為復雜。驅動輥的速度只要與設定大致吻合即可,非驅動輥的速度與毛毯對它的包角、毛毯張力、摩擦因數等有關,而回路中這些因素往往相差很大,導致非驅動輥的速度差異很大。評估圈路中非驅動輥的速差,可以重點關注線速度最低的一根或幾根輥子與其包覆的毛毯之間的速差即可。由于其驅動的被動性,若毛毯與輥子的相對速差小于2ΔR/DR(各參數意義見4.4),可以認為已經發生打滑,需要從包角、張力、摩擦因數等方面考慮提升毛毯對輥子的驅動。
壓區中的上下毛毯之間的速差,是評估的中心環節。如果上下回路只有一個傳動點,比較理想的狀態是速差小于0.2%,高速紙機低于0.1%,滿足此速差條件的實踐中都可正常運行。上下毛毯速差較大的,大多數情況是下毛毯速度接近下輥速度,而上毯速度明顯快于下毯,該情況表明,問題發生在下回路,即下毯與下輥之間的速差太小,不滿足式(3)。造成這一問題的可能原因是:兩者存在打滑現象,或者下毯過度壓實或磨損較多,導致毛毯厚度太小;當然速差為負值,即下輥的線速度大于下毯,則可以直接判定出現了打滑現象。
對于上下回路都有驅動的壓榨方式,速差可以控制得更精確。從大量的測試結果看,大多數廠家符合上下毛毯速差較小的普遍規律,但速差偶有超標的機臺也常見。這說明實際生產中,要控制好上下回路的毛毯速差,并不容易實現。這是因為實現這一目標,需要分別控制好上下回路兩個回路的毛毯速度,這涉及到驅動輥與毛毯、以及毛毯與所包覆導輥之間的速差控制,這些都已經在4.1節探討過了。
壓區中的上下輥子之間的速差,常見的下輥驅動的情況,上輥速度快于下輥,其絕對速差為RVR=2(ΔR0+ΔR1+ΔR2)/DR(各參數含義見4.4)。從現場測試的情況看,大多符合這一推論。上下輥均有驅動的,兩輥的速差與控制精度有關,不是本文討論的范疇。
5 結 語
壓榨部的速差問題作為生產運行的關鍵,需要做好現場測試和評估,為調整優化運行指明方向。
毛毯的速度測試推薦使用接觸式儀器測試,而毛毯速度只在毛毯包角處測試才有意義;壓榨部速差評估的中心環節是壓區內毛毯間的速差,而輥子與所包毛毯間的速差等其他4個方面的速差可以作為分析基礎。綜合全文所述5個方面影響因素,便可以全面準確分析和把握壓榨部的速差問題。
