某產品下殼體裂紋原因分析
2020-04-24 12:50:00褚小菲楊有才石燕馮軍海
金屬加工(熱加工) 2020年4期
褚小菲,楊有才,石燕,馮軍海
豫西集團河南北方紅陽機電有限公司 河南南陽 474678
某產品下殼體生產過程中,在機加工第一道工序車削外形后,操作者從加工完畢的20件下殼體中發現2件外圓表面有肉眼可見的裂紋,裂紋位置如圖1所示。故對在制未機械加工的下殼體進行了100%超聲波檢測加磁粉檢測,共發現284件有裂紋工件。
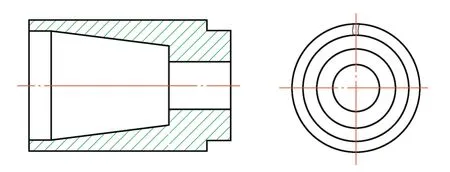
圖1 裂紋位置示意
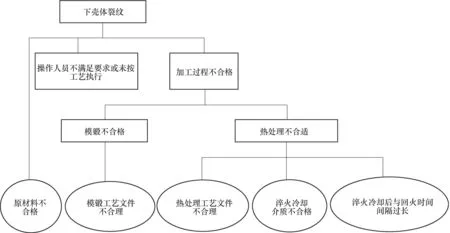
圖2 下殼體裂紋故障樹
1 故障分析及定位
結合下殼體加工過程,按故障樹分析法,對其產生的原因進行分析,列出故障樹如圖2所示。
(1)人員 操作人員經培訓考核,做到了持證上崗。
(2)設備 工藝設備選用箱式電阻爐RX3-75-9、井式電阻爐RJ2-75-6均處于完好狀態,并經計量機構定期校檢合格。
(3)原材料 原材料為φ 32m m棒材,45鋼(GB/T 699—2015),原材材料進廠驗收指標均合格并開具合格證。
(4)工藝 下殼體加工流程:棒料鋸切→坯料加熱→模鍛→退火→粗加工→熱處理→精加工→磁粉檢測→電泳涂漆。
熱處理工藝流程:工件加熱→淬火→清洗→抽檢淬火硬度→回火→磨平面→硬度檢驗。
產品工藝經技術部門編制審核,在2018年兩萬余件下殼體試生產過程中,未發現裂紋等缺陷,工藝參數合理、有效。
(5)故障定位 經過以上排查,排除了設備、材料和工藝可能存在的問題,基本確定下殼體裂紋是在熱處理過程中產生的。
2 理化檢驗
從裂紋下殼體中挑選較嚴重的1件進行理化檢驗,并挑選工件裂紋批次原材料與鍛件進行對比試驗。
(1)宏觀觀察 工件外表面有兩條裂紋,均由工件大頭沿縱向延伸,裂紋較直,最長一條裂紋長約30mm,大頭橫截面部位裂紋貫穿工件整個壁厚。在下殼體試樣中間部位切取橫向低倍試樣,酸浸后觀察低倍組織正常,未發現其他破壞金屬連續性的低倍缺陷。
(2)硬度檢驗 在裂紋處取樣進行硬度檢驗,結果為26.5~27.5HRC,符合工藝25.0~32.0HRC的要求。
(3)金相檢驗 在工件裂紋處切取兩塊橫向金相試樣磨制,其中一塊試樣橫截面貫穿整個截面,另一塊試樣斷續延伸貫穿整個截面,裂紋縫隙較大,裂紋上有次生小裂紋,尾端較細,裂紋內充有氧化物,裂紋兩側均無脫碳現象。試樣基體組織為回火索氏體,裂紋兩側組織無特異之處,工件內孔表面局部存在脫碳現象,未發現過燒及其他破壞金屬連續性的組織缺陷,如圖3所示。
(4)對比試驗 對工件裂紋批次原材料與鍛件進行低倍檢驗和金相檢驗,低倍檢驗結果均為:低倍組織正常,未發現其他破壞金屬連續性的低倍缺陷。金相檢驗結果均為:珠光體+鐵素體,未發現過燒及其他破壞金屬連續性的組織缺陷。
3 分析與討論
3.1 淬火冷卻介質
(1)介質密度 工藝要求采用飽和三硝水溶液(NaNO325%+KNO320%+NaNO220%+H2O35%)作為淬火冷卻介質,密度要求1.30~1.50g/cm3,檢測實際密度1.40g/cm3,符合工藝要求。
(2)介質溫度 工藝要求淬火冷卻介質使用溫度為20~50℃,下殼體熱處理生產日期為2019年5月3-31日(2018年該產品生產時間為8-9月),期間南陽市南召縣每天最低氣溫均不高于20℃,且我公司生產廠區處于山區,氣溫相比城市低3~5℃,該淬火水槽無配備加熱裝置,因此淬火冷卻介質在5月份其中的26天內,每天初次使用時不加熱的情況下最低使用溫度20℃無法保證。
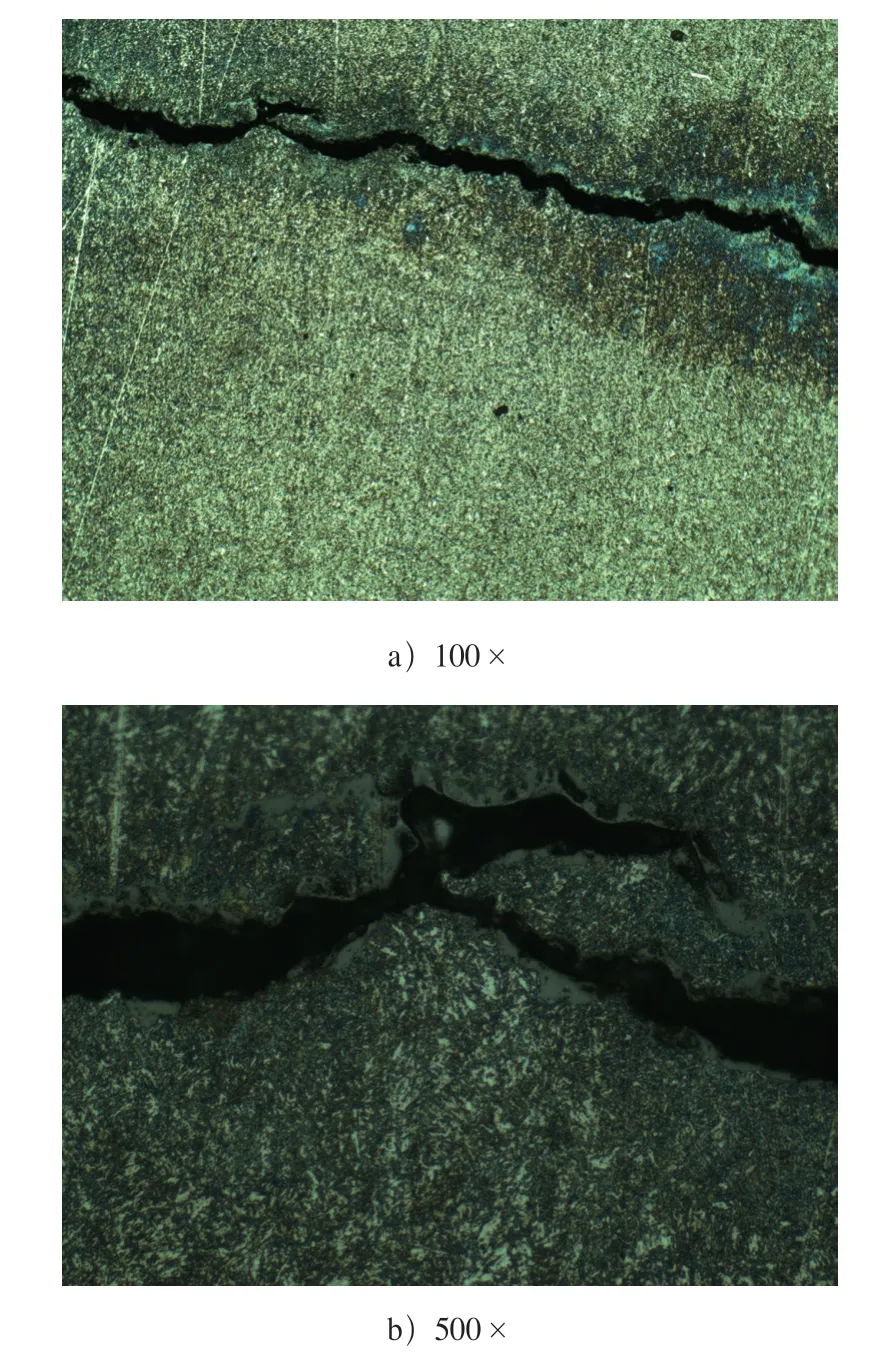
圖3 裂紋處金相組織
3.2 過程記錄
檢查車間生產記錄,淬火加熱104爐,每爐裝6個淬火筐,每筐裝下殼體40件,淬火共處理25 440件;回火加熱58爐,每爐裝12個淬火筐,每筐裝下殼體40件,回火共處理27 840件。25 440件淬火處理的工件淬火冷卻后均能查到在2h內回火處理的記錄,但淬火與回火處理的工件總數不同且均與2019年產品下殼體熱處理的總數量29 823件均有部分出入。據此可推斷出可能有淬火冷卻后2h未回火處理的工件存在,淬火冷卻介質溫度及密度均無相應記錄。
3.3 機理分析
工件淬火冷卻時,在高溫區由于心部的冷卻滯后于表面以及相變產物與相變前組織比容的差異,內部產生熱應力和組織應力。在冷卻過程中如果兩種應力的疊加超過材料的屈服強度,就會發生塑性變形,結果就是工件的形狀和尺寸變化[1]。低溫區冷卻后,材料的屈服強度很高,塑性顯著降低,未被塑性變形松弛的應力就會在金屬內部保留下來,形成殘余應力。當兩種應力疊加的殘余應力超過材料的抗拉強度,就會在工件表面或表層下形成裂紋或發生開裂。水基淬火冷卻介質溫度越低,冷卻速度就越大,工件冷卻后殘余應力增大,產生裂紋的幾率增加[2]。
有許多工件的開裂并不是在淬火冷卻后立即出現的,而是當工件從淬火冷卻介質中取出經過一定的時間以后才顯現出來,這種裂紋為時效裂紋,表現形式仍為淬火裂紋,時效裂紋同樣是較大的淬火應力所引起。工件淬火后如及時回火可有效降低淬火應力,防止裂紋的產生[3]。
3.4 結論
1)下殼體裂紋是淬火裂紋。
2)淬火冷卻介質達不到最低使用溫度20℃直接進行淬火冷卻,是工件產生裂紋的主要原因,且存在淬火后未及時回火的可能性。
4 預防措施
1)淬火水槽增加升降溫裝置,每次淬火前測量淬火冷卻介質密度、溫度,確保淬火冷卻介質滿足工藝要求。
2)對下殼體毛坯機加工前增加一道超聲波檢測工序。
3)加強過程控制、質量控制,要求操作人員嚴格執行工藝,增加工藝記錄的項目(介質密度、介質溫度、合格數、返修數、廢品數等)。
4)加強操作者及檢驗人員質量意識培訓,生產過程中當產品質量出現異常情況時要及時反饋到車間、技術及質量部門,以便相應部門做出對應的處理措施,可預防批量缺陷問題產品的出現。
5)舉一反三,該產品上殼體與下殼體采用同一熱處理工藝,為保證產品質量,決定對上殼體毛坯在機加工前也增加一道超聲波檢測工序,加強過程控制、質量控制,嚴格執行工藝。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
