一種機械手控制系統的設計研究
2020-04-22 09:04:55周長根
裝備維修技術 2020年21期
周長根
摘 要:機械手廣泛應用于工業生產領域,進行高危、高溫、有毒等方面工作,有效提高了產品生產率和精度、節約了人力成本。本文重點進行基于PLC的機械手控制系統設計,對其應用和改進系統研究具有較大的經濟價值和社會意義。
關鍵詞:PLC;梯形圖;接觸器;指示燈;機械手
1 引言
本設計的主要內容是利用PLC設計一套邏輯控制系統實現機械手能夠在兩點之間以多種方式將一定重量的鐵制構件進行搬運。針對它,應先仔細分析被控對象的工藝要求,確定合理的控制方案,而后再運用可編程序控制器進行編程。綜合各方面,我所使用的是經驗法和圖解法的結合,即運用自己積累的些許經驗知識和搜集別人的“經驗”和依靠圖形進行PLC程序設計的結合。
2 設計任務
2.1工作狀態
(1)機械手水平方向120度范圍內左右可逆運動,在垂直方向為上下可逆運動,均由直流電動機驅動。
(2)機械手抓取部分為直流電磁鐵,工件由直流電磁鐵直接吸上攜帶。
(3)機械手左右、上下運動的到位信號均由限位開關給出。
(4)工件的吸起、放下均由時間控制。
2.2 根據工藝過程分析控制要求
首先,操作人員應在專設的小型控制臺上向機械手發出各種控制指令,控制臺面板上設有相應的主令按鈕和信號指示燈。
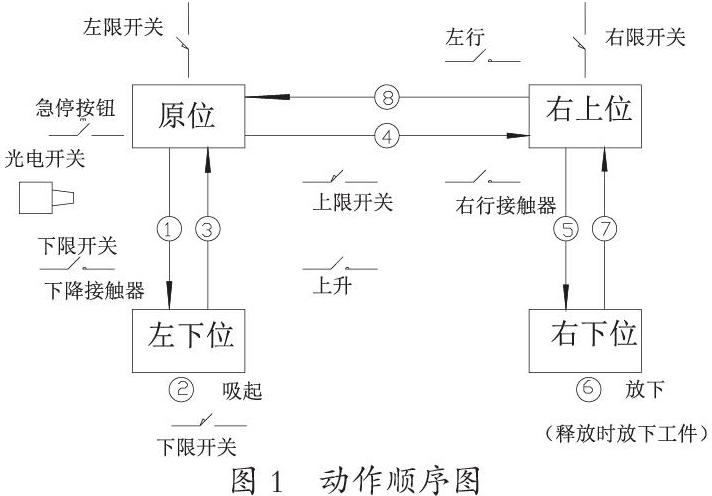
其次,機械手的全部動作均由直流電動機驅動,而電動機又由相應的按鈕控制。其中上升/下降和左移/右移分別由兩個接觸器線圈控制。例如,當下降接觸器通電時,機械手下降;當下降接觸器斷電時,機械手下降停止。只有當上升接觸器通電時,機械手才上升。當上升接觸器斷電時,機械手上升停止。同樣左移/右移分別由左行接觸器和右行接觸器控制。機械手的放松/吸起由一個接觸器線圈(吸起接觸器)控制。當該線圈得電時,機械手吸起工件;該線圈斷電時,機械手放松。
機械手的動作動作順序框圖如下圖。
3 總體設計方案
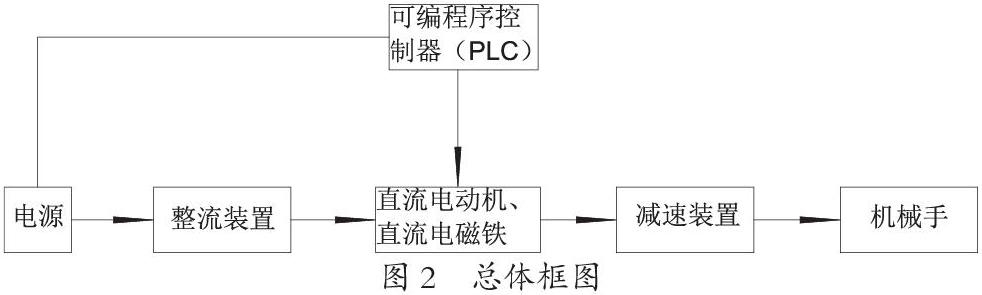
根據電氣控制目標,采用PLC為核心的電氣控制方案,總體框圖如下:
具體方案為:
(1)兩臺電機為他勵式直流電動機,采用橋式二極管控制其電壓,從而控制電機的轉速,且都有短路、過載保護。
(2)直流電磁鐵同樣設在主電路里,亦有短路和過載保護。
(3)直流電動機、直流電磁鐵均采用PLC控制,利用PLC的硬件與軟件的結合,實現機械手以不同方式對鐵制構件的搬運。
4 機械手電氣設計步驟
該機械手的電氣設計順序如下:
主回路設計、控制回路設計——PLC硬件設置——梯形圖軟件設計
5 硬件電路設計
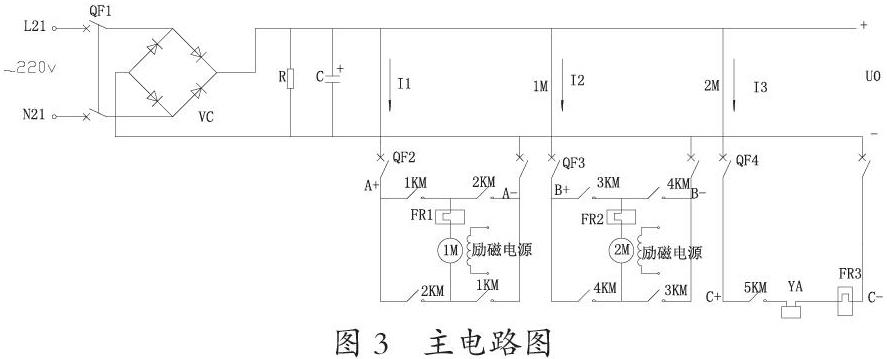
綜上,主電路圖如下:
5.1 綜觀整個設計,選用直流電動機的原因是:它的轉矩易于控制,具有良好的起、制動性能,在相當長的時間內,一直在高性能調速領域占有絕對的統治地位。
5.2 對于整流裝置,本設計采用橋式整流,這是因為它與單相半波整流電路相比,它利用了電源的整個周期,因此電源利用率高,輸出的直流成分比較高,輸出波形的脈動小;與單相全波整流電路相比,在整流橋中,二極管承受的電壓為峰值電壓,僅為全波整流電路中管子耐壓的一半,故節省了購物成本。
5.3 在橋式整流電路中選擇二極管,因為它與晶閘管相比價格便宜、連接線路簡單。
6 PLC硬件配置
根據機械手的控制要求,列出該系統的輸入/輸出(I/O)分配表如下:
從表中可得出該系統輸入、輸出點總和為25點,并且全為數字量輸入、輸出,屬于小型的控制系統。經計算各種機型和方案的投入費用,依經濟性原則選擇最優方案為日本立石公司的OMRON系列可編程序控制器,型號為:OMRON C28P,其屬于整體式小型PLC,價格便宜,易于操作,結構小巧,可靠性高,另外其指令編程器選用P型機常用的PRO15-E型,它主要由鍵盤和顯示兩大部分構成。
7 梯形圖軟件設計
PLC硬件電路連接完畢后,控制功能的完成還要依靠軟件程序的運行。機械手梯形圖程序設計的主要任務是利用直流電動機的驅動實現機械手以四種方式將一定重量的鐵制工件從某工作臺上搬運到傳送帶上,并給出相應指示,據此,可以編制整體程序結構為:
本套程序主要采用了內部輔助繼電器,移位寄存器及保持繼電器等,以滿足整套程序所需的繼電器觸點的要求。工作方式指示程序、單操作程序設計均為常規程序; 自動循環、單周期和步進操作程序需借助移位寄存器實現。上述四種操作組合起來就構成了機械手整個控制過程的梯形圖程序。至此,梯形圖程序設計完畢。
8 程序調試說明
一個比較復雜的控制系統程序的設計很難一次成功,需經過反復調試和修改才會得到滿意的結果。
以機械手PLC控制程序設計可見,對于較復雜的控制系統,應先設計出整個控制系統的程序結構框圖,然后分段進行設計,如機械手控制程序中的手動操作程序和自動操作程序等。每設計出一段程序,接著就進行該程序的調試,這樣即使程序有問題,也便于分析和修改,待各段程序都設計、調試通過后,按整個控制程序的結構框圖將各分段程序進行組合,再進行組合程序的調試。這樣下來,整個程序的調試就很快了。
9 結語
本文詳細進行了基于PLC的機械手控制系統設計,分析了被控對象的工藝要求,列出了清晰的設計步驟,確定了合理的控制方案,對機械手的應用和改進的系統研究具有較好的借鑒意義和較大的經濟價值。
參考文獻:
[1]沈治.基于S7-1200的防水卷材柔性碼垛控制系統的設計[J].電氣傳動,2019.49(01).
[2]Michael F. Zaeh,Clemens Poernbacher. Model-driven development of PLC software for machine tools[J]. Production Engineering . 2008.
[3]王琳,肖軍.基于PLC的電梯控制系統的研究與應用[J].電子設計工程,2019,27(02).
[4]倪駿程.PLC技術在電氣設備自動化控制中的應用[J].電子制作,2019 (02).
(北京林業大學基建處,北京 100083)
