高速動車組螺栓周向陣列相位控制超聲導波檢測方法
2020-04-22 04:46:28楊文棟陸青松沙秀梅
機械制造 2020年4期
□ 楊文棟 □ 趙 剛 □ 陸青松 □ 沙秀梅
中車青島四方車輛研究所有限公司 山東青島 266031
1 研究背景
螺栓是高速動車組整體結構中的重要組成部分,通過螺栓將不同的部件或結構進行連接,可確保高速動車組安全穩定運行。按照技術要求,對高速動車組螺栓需要進行無損檢測,尤其是檢測內部缺陷。由于常規無損檢測方法存在一定的局限性,因此筆者提出一種周向陣列相位控制超聲導波檢測方法,用于完成動車組連接和安裝用螺栓的全位置檢測,保證高速動車組螺栓的質量和行車安全[1]。
2 螺栓缺陷產生原因
螺栓缺陷產生的原因有很多,與螺栓的材質、成形、加工、熱處理、使用環境等方面有密切關系,如螺栓在制造中存在材料偏析嚴重的情況,熱處理工藝不當引起金相組織變化而產生裂紋,加工產生的應力導致扭曲變形或開裂,變截面圓角半徑不符合標準而產生應力集中現象等。此外,在螺栓安裝過程中,預緊力不足或太大也會引起螺栓斷裂。
高速動車組螺栓多為埋入式結構,斷裂多數集中在螺栓頭桿結合部及螺紋部位。對更換下的螺栓進行失效分析,發現在斷裂部位都存在橫向缺陷。針對這一現象,筆者公司對新造和在役的螺栓進行了全位置檢測,尤其是對橫向缺陷進行了重點檢測。
3 螺栓缺陷檢測方法
目前,國內外對螺栓缺陷進行檢測的方法主要有磁粉檢測法、普通超聲檢測法、渦流檢測法、普通超聲相控陣檢測法等。
3.1 磁粉檢測法
磁粉檢測法利用缺陷處的漏磁場與磁粉的相互作用,在適當的光照條件下,顯現出缺陷位置和形狀。磁粉檢測法的優點如下:① 可直觀顯示缺陷的形狀、大小和位置;② 具有較高的靈敏度,能夠檢測細小的缺陷;③ 檢測時不受螺栓尺寸的限制;④ 相對于其它檢測法,成本低。磁粉檢測法的缺點包括:① 檢測速度慢,勞動強度較大;② 需要人工觀察,增大了人為誤差;③ 對有鍍層處理的螺栓靈敏度較低;④ 只能檢測表面和近表面缺陷;⑤ 螺紋根部容易造成磁粉聚集,導致漏檢;⑥ 在役螺栓需拆卸,過程煩瑣。
3.2 普通超聲檢測法
普通超聲檢測法是利用超聲波對金屬構件內部缺陷進行檢測的一種無損檢測方法,其優點如下:① 穿透能力強,如在鋼質材料中的有效探測深度可達1 m以上;② 對平面型缺陷,如裂紋、夾層等的檢測靈敏度較高;③ 可測定缺陷的深度和相對大小;④ 僅需一個檢測面就可以對螺栓進行檢測;⑤ 設備輕便,操作安全。普通超聲檢測法的缺點包括:① 檢測效率低,人為因素影響大,可靠性低;② 存在超聲側壁干涉、波形轉換等因素,易造成螺栓裂紋漏檢;③ 全螺紋的螺栓無檢測位置,對螺栓檢測不能做到全覆蓋[2-3]。
3.3 渦流檢測法
渦流檢測法利用電磁感應原理,通過測定被檢工件內感應渦流的變化,來評定導電材料及其工件的某些性能,同時發現缺陷[4]。渦流檢測法的優點如下:① 檢測時既不需要接觸工件,也不需要耦合劑,可以在高溫下進行檢測;② 對表面和近表面缺陷的檢測靈敏度很高;③ 對管、棒、線材易于實現高速和高效率自動化檢測。渦流檢測法的缺點包括:① 只適合螺栓表面和近表面的檢測;② 難以從檢測波形上判斷缺陷的種類、形狀和大小;③ 干擾因素較多,比如磕碰,鍍層不均勻等,需要特殊的信號處理技術;④ 對螺栓進行全面檢查時,需要制作專門的工裝,不適合大批量檢測。
3.4 普通超聲相控陣檢測法
普通超聲相控陣檢測法和普通超聲檢測法的原理相似,都是基于脈沖反射原理[5]。不同之處在普通超聲相控陣檢測通過控制傳感器陣列中各陣元激勵或接收脈沖的時間延遲,來改變由各陣元發射聲波到達或接收聲波來自物體內某點時的相位關系,實現聚焦點和聲束方位的變化,進而完成檢測。普通超聲相控陣檢測法的優點如下:① 采用S掃描,可以同時擁有多角度的超聲波,檢測效率高,適用于自動化和批量生產;② 擁有聚焦功能,檢測的靈敏度和分辨率高;③ 同時擁有B掃描、D掃描、S掃描和C掃描,可以通過建立三維立體圖形,直觀顯示缺陷;④ 可以對復雜工件進行檢測。普通超聲相控陣檢測法的缺點包括:① 需要人工180°轉動傳感器;② 只能檢測有限的距離;③ 不能檢測較長的埋藏螺栓遠端的裂紋,檢測效率較低。
通過對四種螺栓缺陷檢測方法進行對比,可知要想對螺栓進行全面檢測,四種方法都存在弊端和相應的檢測盲區,需要采用新的檢測方法來滿足高速動車組螺栓的檢測要求。
4 周向陣列相位控制超聲導波檢測方法
高速動車組螺栓的檢測存在結構上的難點:① 螺栓多為細桿結構,長度較長,對其進行全面檢測難度大;② 內六角結構螺栓只能進行單端檢測;③ 所有螺栓均為定制,底部存在工藝孔,帶工藝孔的內六角螺栓無法進行常規超聲檢測;④ 部分為全螺紋螺栓,受全螺紋影響,缺陷波不易識別。高速動車組螺栓如圖1所示。為克服高速動車組螺栓檢測的難點,筆者基于超聲導波原理,配合周向陣列相位控制方法,對螺栓進行檢測[6-8]。

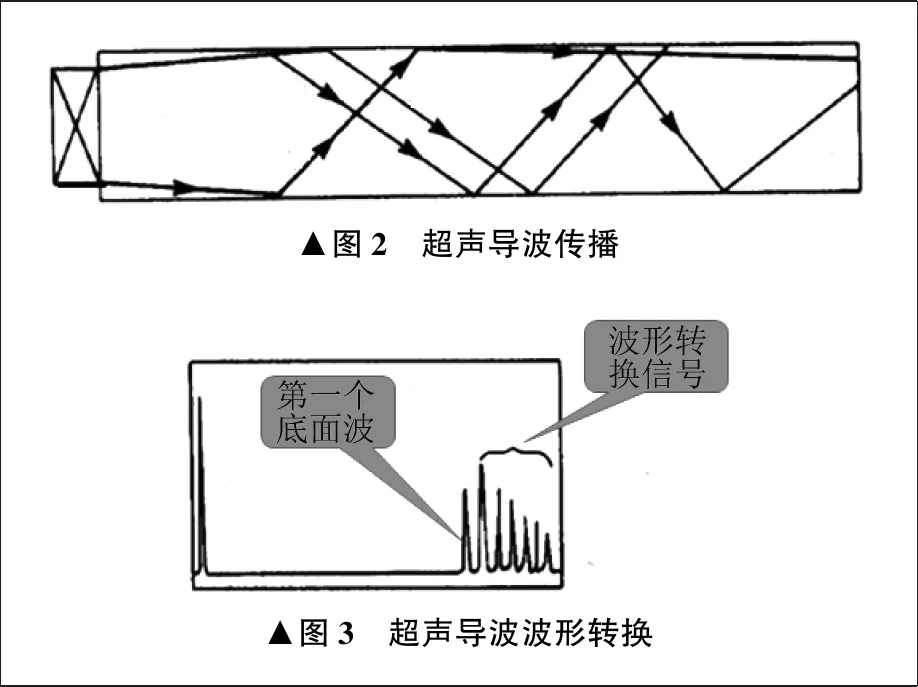
超聲導波技術因檢測距離遠而成為近年來無損檢測領域研究的熱點。超聲導波是在鋼質薄板、薄壁管或小直徑桿件中傳播的特殊波,其波形特征是在整個厚度內,所有質點振動引起的結果使波的傳播方向與界面平行。當超聲波被局限在具有邊界的介質,如平板、管道、桿等內傳播時,超聲波將在邊界處不斷反射,從而沿介質的方向傳播形成超聲導波。超聲導波傳播如圖2所示,波形轉換如圖3所示。
筆者檢測高速動車組螺栓所采用的超聲導波屬于圓柱狀彈性導波,也稱為柱面導波。由超聲導波的原理可知,在螺栓長度范圍內,導波在螺栓的螺桿內不斷反射向前傳播,使整個螺栓被導波全覆蓋。可見,超聲導波適用于高速動車組螺栓的全位置檢測。
雖然超聲導波能進行遠距離檢測,但也存在檢測盲區,需要輔以縱波檢測進行補盲。由此,通過周向陣列相位控制方法,實現兩者的結合。周向陣列相位控制方法使用定制的超聲傳感器,利用超聲相控陣的聲束偏轉,實現縱波垂直和小角度傾斜入射相結合,使聲場能夠覆蓋整個螺栓,并且能夠實現檢測所需深度和近場區內的動態聚集。超聲聲束合成如圖4所示。

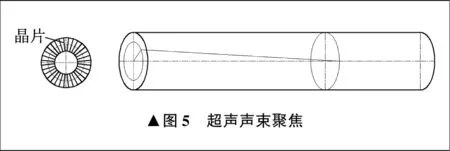
筆者研究的周向陣列相位控制方法所采用的超聲相控陣傳感器由一組獨立的壓電晶片組成。在傳感器上將幾十個條形壓電晶片按照圓環狀周向排列,每個獨立的晶片陣元都能發射超聲波束。由計算機控制各個晶片陣元的發射和接收相位延時,按照不同規則激發晶片陣元,就能夠使各個陣元發射的超聲波束出現疊加、偏轉等效果。由所有信號相干疊加,合成指向螺栓的聲束波陣面,最后通過波形轉換和匯聚,實現長距離傳導。與此同時,通過聲場幾何空間的計算,得到時間延遲,實現對螺栓內任意一點進行聚焦檢測。超聲聲束聚焦如圖5所示。
5 檢測分析
5.1 檢測設備
檢測采用武漢中科16/64陣元相控陣檢測儀,具有64接收通道和16激發通道相控陣,能夠實現64通道并行數模轉換,實時相位控制。系統的帶寬為0.5 MHz~15 MHz,掃描圖像為A掃描、B掃描、C掃描、S掃描,脈沖寬度為30~500 ns,發射電壓為50~350 V。陣元形式為環形一維線陣,陣元數量為64,激發陣元數量為16。
5.2 檢測方案
實際檢測時,檢測視圖模式選用A掃描+C掃描+B掃描+三維成像模式,脈沖寬度為100 ns,聚焦類型為聚束聚焦,增益為40 dB,掃描范圍為0~600 mm,重復頻率為500 Hz,發射電壓為100 V。
對于高速動車組螺栓而言,螺栓兩端較為平整,適合超聲波入射。檢測時,選擇任意一端放置探頭,采用超聲專用耦合劑進行耦合。所選的定制傳感器應小于所檢測螺栓端面,經驗證,傳感器直徑比螺栓直徑小2 mm左右效果最佳。
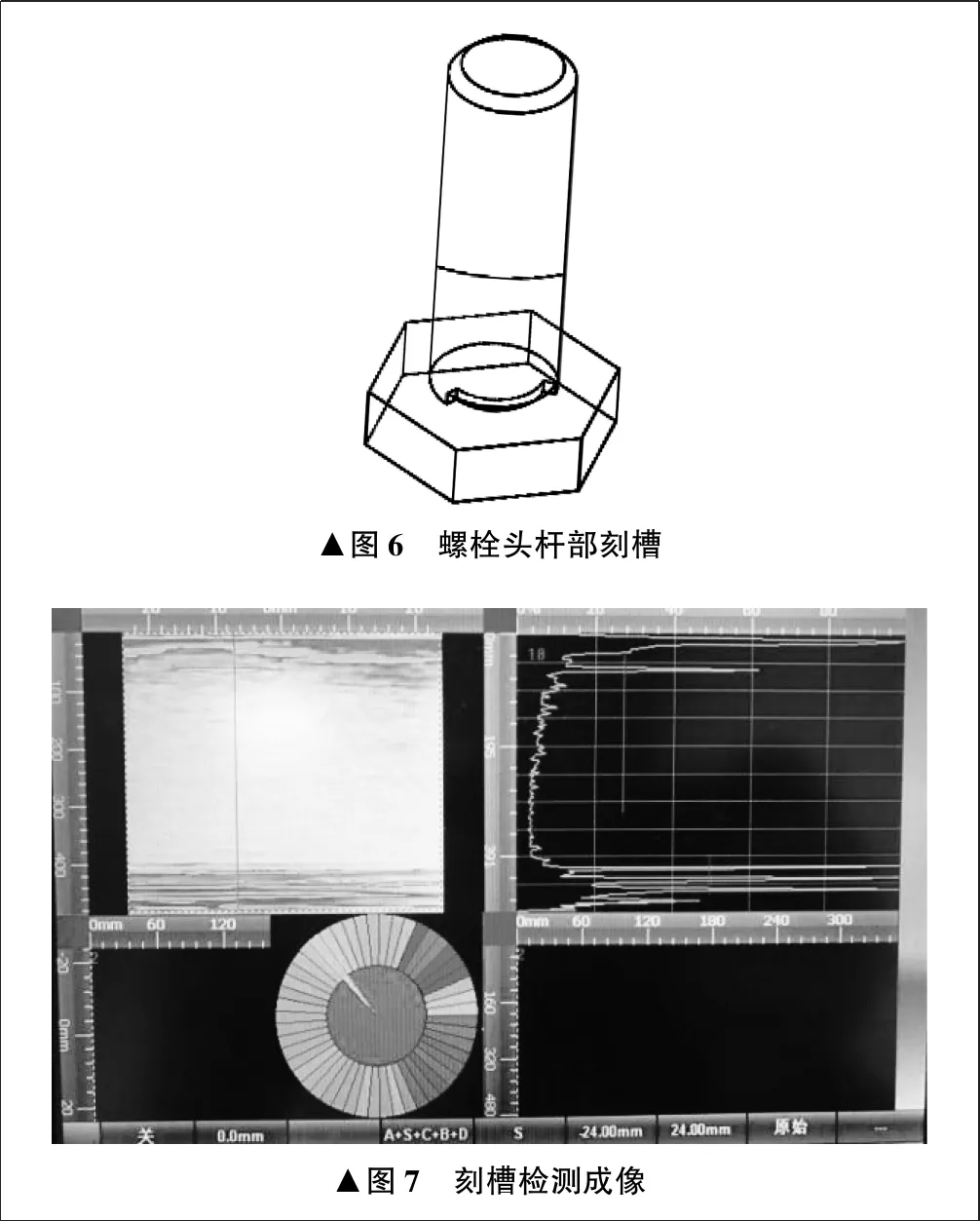
為了驗證整個系統的檢測能力,并進行靈敏度調整,使用同材質、同規格的螺栓制作人工對比試塊,使用線切割設備在試塊上刻深度為0.5 mm或1 mm的刻槽,刻槽位置可在螺栓頭桿部結合處,也可在螺紋處[9-10]。螺栓頭桿部刻槽如圖6所示,刻槽檢測成像如圖7所示。
5.3 檢測結果
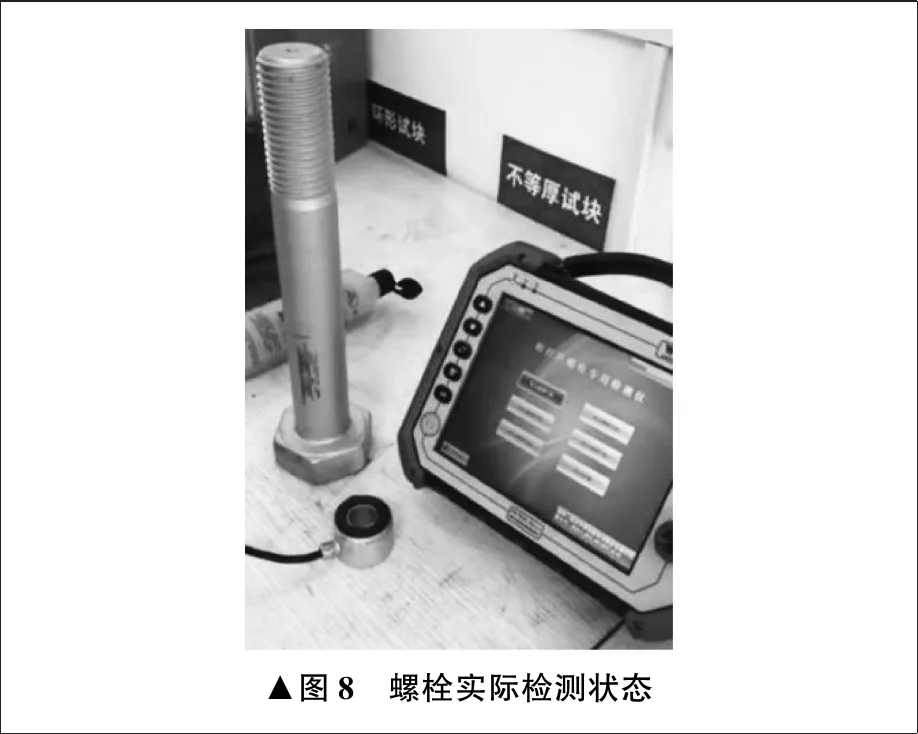
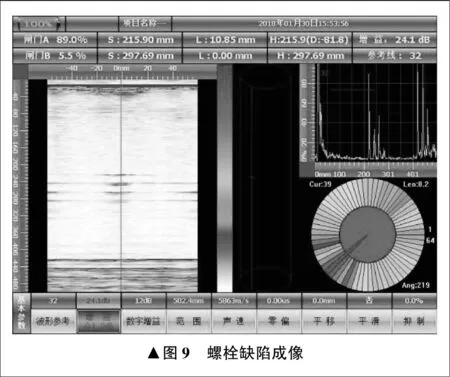
選用φ30 mm×420 mm外六角螺栓,材質為40Cr鋼,使用周向陣列相位控制超聲導波檢測方法進行檢測,在距檢測起點約220 mm處發現缺陷回波。螺栓實際檢測狀態如圖8所示,螺栓缺陷成像如圖9所示。
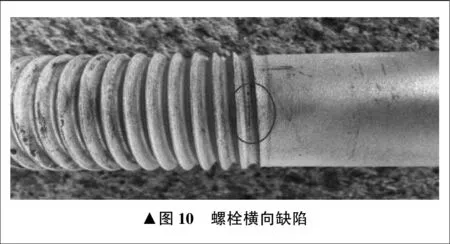
通過檢測定位得到螺栓缺陷的深度數據后,對螺栓缺陷部位進行打磨。經滲透檢測,驗證該位置存在橫向缺陷,如圖10所示。
經檢測確認,采用周向陣列相位控制超聲導波檢測方法,可以實現電子周向掃描,合成聲束,覆蓋距離長。可以在單端面進行原位檢測,不需要移動傳感器,操作工藝簡單。環形陣列傳感器的應用,滿足了帶有工藝孔螺栓的檢測要求,從而實現了對各種結構螺栓檢測的全覆蓋。由于單端面檢測不需要移動傳感器,因此,在役螺栓的檢測不需要拆裝即可進行,為高速動車組在役螺栓的檢測提供了可行方案。
6 結束語
周向陣列相位控制超聲導波檢測方法是一種較為流行和前端的超聲檢測方法。這一方法利用超聲相控陣設備,將超聲導波和周向陣列相位控制相結合,克服了因螺栓結構的不同而給檢測帶來的限制,滿足了螺栓的全位置檢測要求,具有優越性。
當然,相對于普通超聲檢測方法,這一方法工藝略復雜,需綜合考慮各項因素,并且要通過試驗來驗證檢測效果。若在試驗過程中發現漏檢、信噪比太差等情況,還需要對傳感器、工藝參數等進行調整,以實現最優化的檢測。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
兒童故事畫報(2019年5期)2019-05-26 14:26:14
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
