生產工藝多方案并行與快速轉換方法研究
2020-04-22 04:46:24吳文斌張貴虎
機械制造 2020年4期
□ 李 強 □ 吳文斌 □ 張貴虎
重慶紅江機械有限責任公司 重慶 402162
1 生產過程變化因素
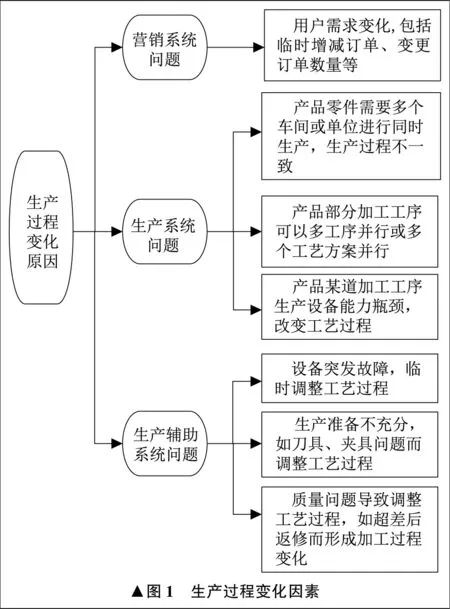
生產系統是一個龐大而復雜的體系,需要實現穩定、高效、可控。影響生產過程的因素非常多,這些因素包括生產制造過程中的[1],也包括生產過程之外的,涉及需求、設備、人員、技術、質量、管理、工裝等。
生產過程變化因素如圖1所示。影響生產過程的因素會導致生產過程不斷變化,而生產過程的多變性又決定了加工工藝方案的多樣性。因此,要保證生產系統快速生產、質量可控,工藝設計和管理就必須對多變性的生產過程有較強的適應能力,既要快速靈活變化,又要規范可靠[2]。
在實際生產中,大批量生產方法一般能夠較好地實現加工工藝方案的穩定性,干擾因素能夠得到很好的控制。多品種、少批量生產方法內外部影響因素控制難度較大,很難做到工藝路線固定,常常會出現多方案并行,而且往往在生產過程中需要進行多種加工工藝方案的轉換[3-4]。
筆者研究的生產工藝多方案并行與快速轉換方法,指一個零件在加工工藝路線中,某一道或多道工序可以被一種或幾種加工工藝方案所替代,與原加工工藝方案采用的設備不同,工裝不同,加工參數不同,工藝的表達內容不完全相同,但最終零件加工后的質量狀態是一致的[5]。
對于加工工藝多方案轉換的情況,原有的處理方式是出具臨時性工藝文件,根據影響因素出現的具體情況,通過臨時調整工藝路線來解決。但是,由于公司產品采用多品種、少批量的生產方法,在車間生產過程中時常會出現臨時性的變化因素,導致每年臨時工藝文件的數量達到數千份,這不僅導致技術服務的工作量巨大,而且嚴重影響生產效率和質量控制的穩定性。另一方面,由于臨時工藝需要一些工裝、夾具,這些工藝裝備并沒有提前準備,只能緊急制造,這也給生產進度造成了嚴重影響。
針對產生中的臨時工藝文件進行分析,發現其中一部分臨時工藝文件是重復出現的,占20%~30%。這些重復出現的臨時工藝文件是生產過程中一些問題在一段時期內反復出現所導致的。對于車間生產的瓶頸設備,由于生產需求的變化,往往會導致零件加工工藝過程臨時變更,而且在一定時期內又得不到新設備的補充。這類反復出現的臨時工藝文件,希望能在工藝編制時提前預判,在工藝設計中提前做好多種加工工藝方案,以避免因臨時調整加工工藝而造成生產準備不足和生產計劃安排混亂。
對此,筆者提出主工藝+子工藝的生產工藝方案并行與快速轉換方法,以有效解決上述問題。
2 主工藝+子工藝方法思路
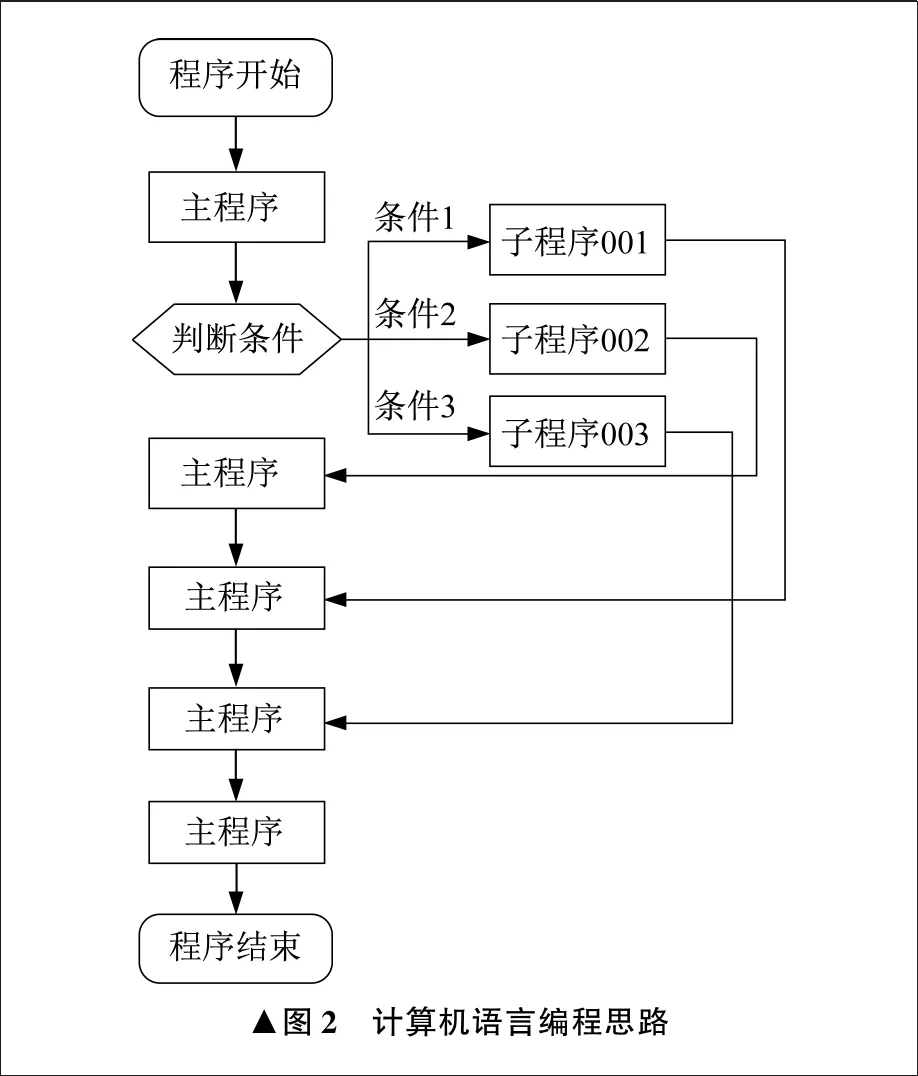
主工藝+子工藝的概念與計算機語言編程中的主程序和子程序概念類似[6]。在計算機語言編程中,主程序中通過條件判斷,可以轉到子程序、子程序運行完成后,再回到主程序。計算機語言編程思路如圖2所示。
筆者提出的主工藝+子工藝方法借鑒了計算機語言編程主程序和子程序思路,將一份正式零件加工工藝文件作為主工藝,當生產過程中出現異常問題時,需要調整零件加工工藝路線,經過條件判斷,工藝路線轉入子工藝。由于條件判斷的結果不同,可以存在多個等效子工藝方案。在子工藝執行后,再回到指定的主工藝中繼續執行。
零件在加工工藝上實現主工藝+子工藝方案的形式,如圖3所示。
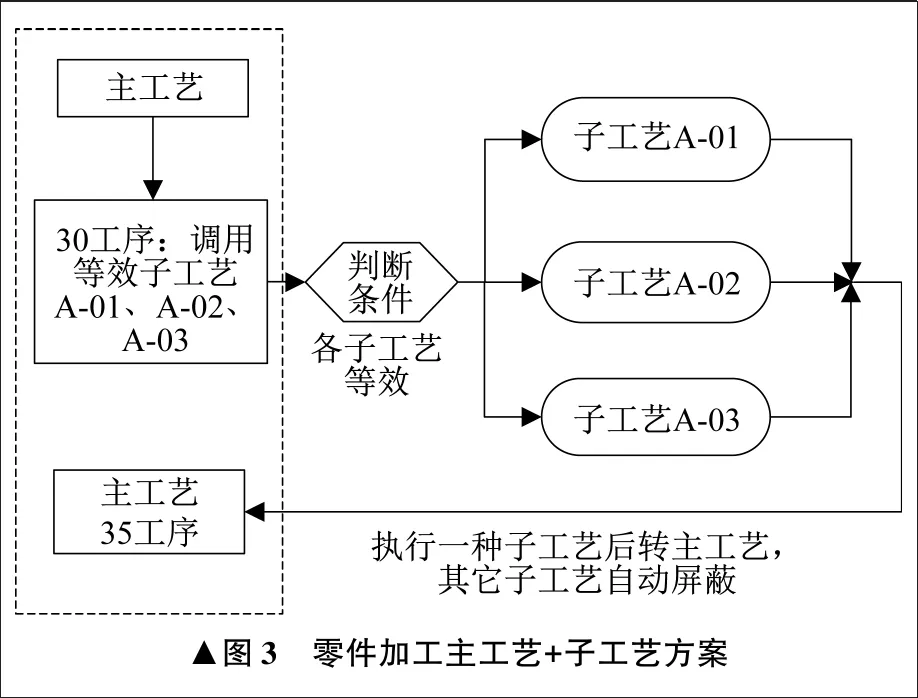
由圖3可知,這一零件的正式加工工藝文件只有一份,包括主工藝和三個子工藝。子工藝是正式工藝的一部分。主工藝在執行到30工序時,允許根據生產實際情況,選擇執行子工藝A-01、A-02、A-03。三個子工藝等效,執行其中一個子工藝后,其它兩個子工藝自動失效。待選擇的子工藝完成加工后,將回到原來的主工藝中繼續執行35工序加工生產。
生產車間調度人員可以根據零件加工工藝文件給定的判斷條件,對子工藝進行判斷選擇,可以是在生產過程中遇到緊急情況時調用不同的子工藝,也可以是在零件剛投入生產時就確定采用哪個子工藝進行加工生產。
3 實施實例
要在工藝文件中實現主工藝+子工藝方法,需要在工藝卡片中設置一些特定的字段、符號或代碼。某零件的加工工藝見表1,包括主工藝和子工藝。
由表1可知,某零件加工工藝的主工藝在執行到5工序時,工藝內容及要求欄注明子工藝,同時子工藝編號為A-01、A-02,表示主工藝在5工序有兩個子工藝可以選擇,這兩個子工藝是等效的。然后按子工藝編號欄標注的子工藝A-01 100工序或子工藝A-02 105工序執行。在標記欄中標有S、E和S-E三個標記,S代表子工藝開始工序,E代表子工藝結束工序,S-E代表本道工序子工藝開始和結束,即子工藝的開始和結束均在一道工序中執行。選擇子工藝A-01或A-02由生產車間管理人員根據設備生產能力等具體情況確定,一旦選擇其中一個子工藝,另一個就不再執行。在子工藝執行完成后,生產過程將回到主工藝10工序,繼續執行加工生產。
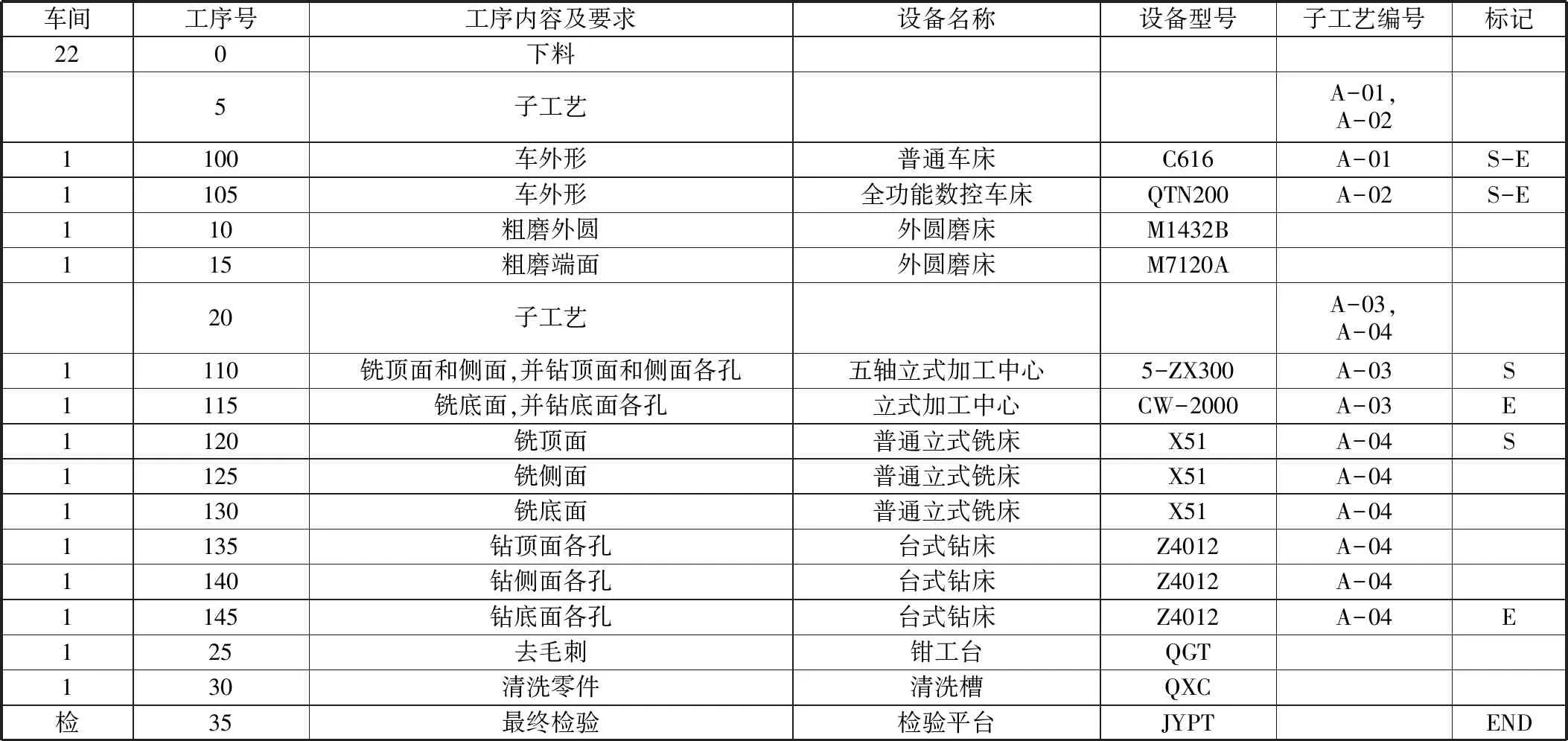
表1 零件加工工藝
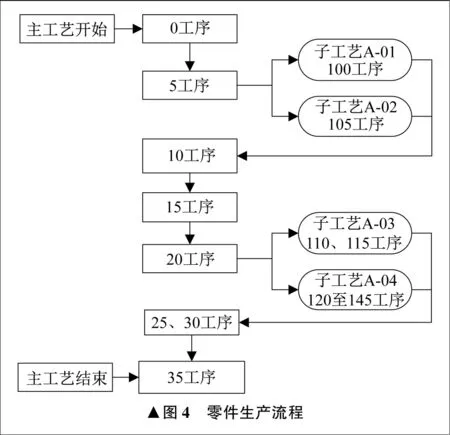
主工藝在執行到20工序時,又有子工藝需要選擇,編號為A-03或A-04。若選擇子工藝A-03,則執行110工序和115工序,若選擇子工藝A-04,則執行120工序至145工序。子工藝執行完成后,回到主工藝25工序,繼續執行加工生產。當執行到35工序時,在標記欄出現END標記,說明主工藝全部執行完成,即零件加工生產全部完工。這一零件的生產流程如圖4所示。
以企業資源計劃信息化系統、生產信息化管理系統等為平臺[7-10],將主工藝+子工藝文件輸入管理系統。同時,在子工藝各自的工序卡片中,需要將多種加工工藝方案所需的工具、夾具和加工參數等分別導入信息化系統平臺,并提前進行生產物料準備。平臺二次開發的系統將自動識別并切換對應的子工藝,可實現零件生產工藝多方案的并行與快速轉換。
4 結束語
筆者提出主工藝+子工藝的生產工藝多方案并行與快速轉換方法,減少了大量的臨時工藝文件,降低了零件加工工藝出錯的概率,提高了車間的生產效率,在工藝多方案并行的同時,實現了多方案的快速轉換。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
