側(cè)圍B柱內(nèi)板回彈扭曲控制方法研究
2020-04-20 06:18:10趙鋒李晶影王力牛恒仁一汽轎車股份有限公司
鍛造與沖壓 2020年8期
文/趙鋒,李晶影,王力,牛恒仁·一汽轎車股份有限公司
目前汽車行業(yè)發(fā)展迅速,國(guó)內(nèi)乘用車的開發(fā)越來(lái)越重視安全性,尤其整車側(cè)向的框架安全性更是保證了整車安全系數(shù)。隨著汽車沖壓技術(shù)的發(fā)展,目前內(nèi)部加強(qiáng)用的復(fù)雜形狀零件高強(qiáng)度板一次成形工藝已經(jīng)成為成熟的工藝,并且可以根據(jù)材料利用率的需求,在拉延和成形工藝間隨意取舍,如側(cè)圍門檻加強(qiáng)板、側(cè)圍B柱內(nèi)板等零件。
復(fù)雜成形的側(cè)圍B柱內(nèi)板使用材料為料厚1.2 mm的440WD+Z-60/60的高強(qiáng)度板,造型角度差異性比較大,一次成形定型固化難度大。尤其中部造型深度段差較大,出現(xiàn)的內(nèi)部褶皺問題引起的回彈處理起來(lái)更是困難。本文主要闡述側(cè)圍B柱內(nèi)板一次成形過程中,中部褶皺問題產(chǎn)生的回彈趨勢(shì)與兩端整形扭曲優(yōu)化的方法。從板料居中、成形件狀態(tài)、工序符型狀態(tài)、整形工藝點(diǎn)控制狀態(tài)等幾個(gè)方面,依托掃描分析,快速直接地解決了側(cè)圍B柱內(nèi)板回彈扭曲問題。
側(cè)圍B柱內(nèi)板回彈扭曲問題分析
問題描述
某車型側(cè)圍B柱內(nèi)板回彈扭曲,左右件缺陷形式和位置對(duì)應(yīng),如圖1所示,屬于單件不穩(wěn)定、不合格狀態(tài)。
側(cè)圍B柱內(nèi)板回彈扭曲成因分析
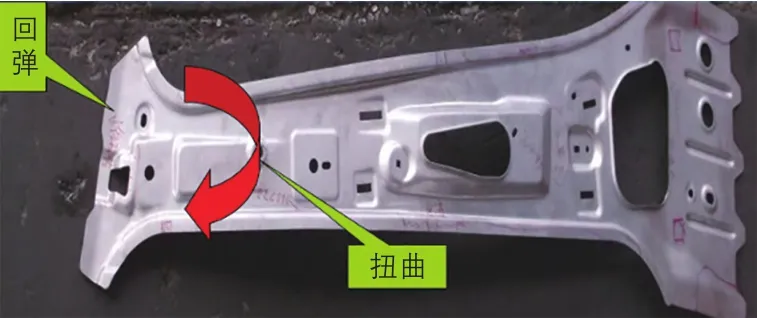
圖1 側(cè)圍B柱內(nèi)板回彈扭曲
我們?cè)诔梢蚍治鰰r(shí),對(duì)成形工序模具研磨后,通過掃描分析,由內(nèi)向外考慮型面標(biāo)準(zhǔn)狀態(tài)的合理性、上下模型面對(duì)型研磨的合理性,對(duì)中部造型深度段差較大區(qū)域褶皺的影響,結(jié)合成形件出件在后工序模具型面的符型狀態(tài),考慮手工取件工藝設(shè)計(jì),整形型面二次變化的控制點(diǎn)來(lái)確定影響因素。
⑴成形分析。
從成形模具型面掃描結(jié)果分析中,可以看到前期的回彈補(bǔ)償存在過量現(xiàn)象,中部造型深度段差較大區(qū)域型面與產(chǎn)品型面嚴(yán)重不符,如圖2所示。
從成形件型面著色分析中,可以看到著色不均勻且不合格的區(qū)域與成形模具型面對(duì)應(yīng),如圖3所示。
從成形件內(nèi)部型面分析中,可以看到中部造型深度段差較大,區(qū)域型面存在成形聚料引起的褶皺,影響成形件整體定型狀態(tài),如圖4所示,回彈扭曲問題集中在此褶皺區(qū)域。
⑵成形工序件在一次修邊工序中的符型分析。
成形件在一次修邊工序模具符型到底狀態(tài)不合理,成形件在一次修邊模具中處于懸浮狀態(tài)。一次修邊過程中,壓料體型面對(duì)成形件造成變形,無(wú)法保證一次修邊后,制件型面的變化量,會(huì)出現(xiàn)類似回彈變化的強(qiáng)行變形,如圖5所示。
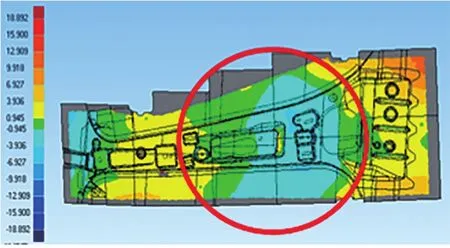
圖2 成形模具型面掃描狀態(tài)

圖3 成形件著色狀態(tài)

圖4 成形件中部造型深度段差較大區(qū)域褶皺狀態(tài)
⑶一次修邊工序件在二次修邊工序中的定位分析。
二次修邊工序定位設(shè)計(jì)中,精定位設(shè)置的角度是法向的,而不是設(shè)計(jì)成垂直于制件工藝凸包平面的,存在一定角度變化,在放件和取件時(shí)存在干涉,會(huì)導(dǎo)致制件變形,出現(xiàn)不穩(wěn)定的回彈變化,如圖6所示。
⑷二次修邊件在翻整工序中的工藝控制分析。
翻整工序中,二次修邊件的制件深度存在加深變化,造成制件整形后扭曲量不可控,如圖7所示。
翻整工序中,二次修邊件翻孔工藝壓料型面失控,造成二次修邊件翻孔后扭曲量不可控,如圖8所示。

圖5 成形件在一次修邊工序中不符型狀態(tài)

圖6 二次修邊工序中非法向精定位結(jié)構(gòu)
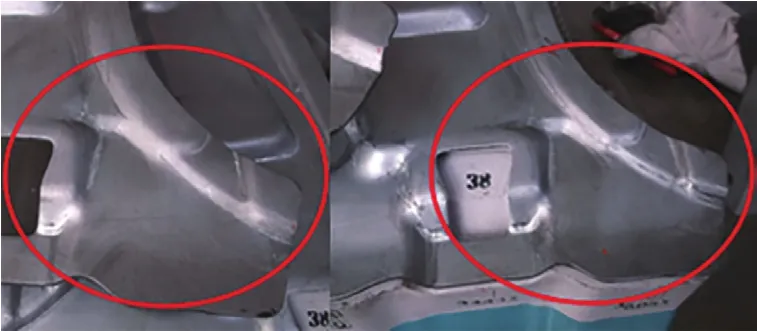
圖7 二次修邊件在翻整工序中整形深度變化狀態(tài)
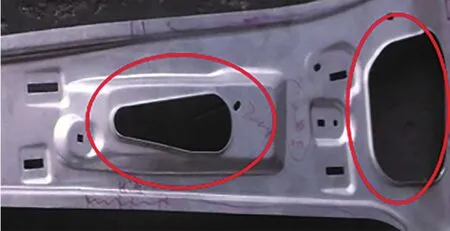
圖8 二次修邊件在翻整工序中翻孔變形狀態(tài)
側(cè)圍B柱內(nèi)板屬于高強(qiáng)板材質(zhì)的加強(qiáng)件,在全工序工作過程中,成形工序在前期設(shè)計(jì)中加入了回彈補(bǔ)償,導(dǎo)致成形模具型面與產(chǎn)品型面嚴(yán)重不符,出件后回彈扭曲狀態(tài)極其不穩(wěn)定,無(wú)法進(jìn)行后序模具的修改。一次修邊工序無(wú)法設(shè)計(jì)精定位,工作過程中主要依靠型面進(jìn)行定位,由于成形件回彈扭曲不穩(wěn)定,導(dǎo)致成形件在一次修邊模具中懸浮,符型偏差4mm以上,完成一次修邊后,制件強(qiáng)行變形,回彈扭曲狀態(tài)失控。
二次修邊工序雖然設(shè)計(jì)了精定位,但是精定位角度設(shè)計(jì)成法向,而不是垂直于制件工藝凸包平面,精定位存在落件與取件夾角干涉,導(dǎo)致制件再次強(qiáng)行變形,出現(xiàn)不穩(wěn)定的回彈變化。翻整工序中既有翻孔工藝,同時(shí)還有平面整形,這就要求上下模型面中翻孔壓料可控的同時(shí),整形面著色均勻。但是該工序的型面著色狀態(tài)并未按照工藝達(dá)標(biāo),反而存在多處棱線干涉以及壓料失控狀態(tài),導(dǎo)致二次修邊件完成翻整工藝后,回彈扭曲量完全不可控。對(duì)于該制件存在的問題,需要由內(nèi)而外的考慮回彈扭曲的優(yōu)化思路。
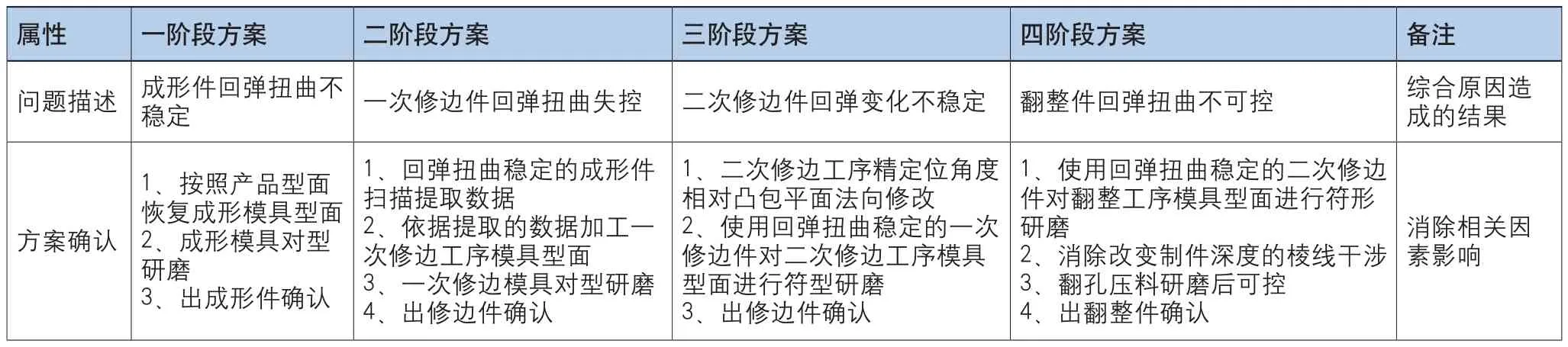
表1 回彈扭曲調(diào)試方案匯總
對(duì)策實(shí)施及確認(rèn)
整體方案
在穩(wěn)定成形工序回彈扭曲的同時(shí),用回彈扭曲穩(wěn)定的成形件對(duì)一次修邊工序進(jìn)行符型,符型后的一次修邊件在二次修邊工序中,使用法向精定位進(jìn)行二次修邊的落件和取件,最后針對(duì)翻整工序進(jìn)行模具型面研磨。以這樣的調(diào)試思路,進(jìn)行必要的工藝修改和模具優(yōu)化,具體見表1。
一階段方案實(shí)施并確認(rèn)
將原有設(shè)計(jì)的成形工序型面,按照產(chǎn)品數(shù)模進(jìn)行加工并進(jìn)行成形模具研合操作,提高著色率,保證成形狀態(tài)穩(wěn)定。一階段方案實(shí)施結(jié)果,如圖9所示,成形件回彈扭曲穩(wěn)定的控制在2mm以內(nèi)。
調(diào)試至此,消除成形件回彈扭曲不穩(wěn)定影響后,側(cè)圍B柱內(nèi)板左右件回彈扭曲狀態(tài)控制在合理的2mm范圍內(nèi),這個(gè)時(shí)候才可以考慮掃描成形件,提取數(shù)據(jù),并進(jìn)行一次修邊模具型面相應(yīng)的修改。
二階段方案實(shí)施并確認(rèn)
用回彈扭曲穩(wěn)定的成形件進(jìn)行掃描,提取型面數(shù)據(jù),與一次修邊工序型面進(jìn)行擬合,確認(rèn)型面不符區(qū)域及量化數(shù)據(jù),制作符型加工數(shù)據(jù)并對(duì)一次修邊工序進(jìn)行加工,研合提高著色率,保證一次修邊后回彈扭曲狀態(tài)穩(wěn)定。二階段方案實(shí)施結(jié)果,如圖10所示,成形件回彈扭曲穩(wěn)定的控制在1.5mm以內(nèi)。
調(diào)試至此,消除一次修邊件回彈扭曲不穩(wěn)定影響后,側(cè)圍B柱內(nèi)板左右件回彈扭曲狀態(tài)控制在合理的1.5mm范圍內(nèi),考慮到二次修邊需要使用精定位控制修邊尺寸,這個(gè)時(shí)候需要考慮二次修邊工序精定位落件及取件的順暢程度,同時(shí)考慮模具研合的影響,并進(jìn)行相應(yīng)的修整。
三階段方案實(shí)施并確認(rèn)
修改二次修邊工序精定位法向角度,再用回彈扭曲穩(wěn)定的一次修邊件進(jìn)行符型研磨,型面研合后,落件與取件順暢穩(wěn)定,回彈扭曲量更小。三階段方案實(shí)施結(jié)果,如圖11所示,二次修邊件回彈扭曲穩(wěn)定的控制在1.0mm范圍內(nèi)。

圖9 一階段方案實(shí)施結(jié)果
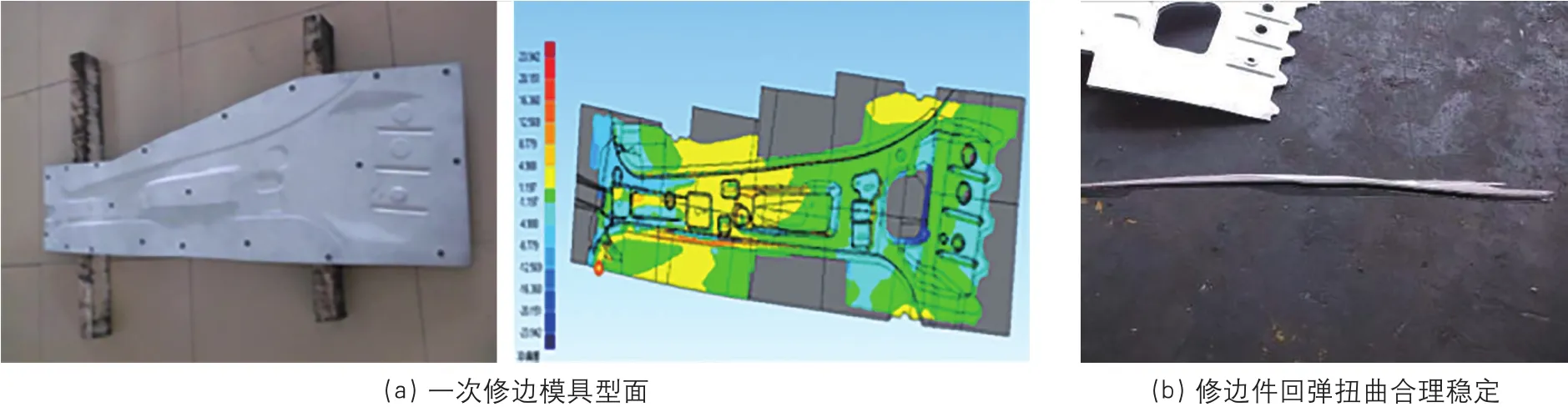
圖10 二階段方案實(shí)施結(jié)果
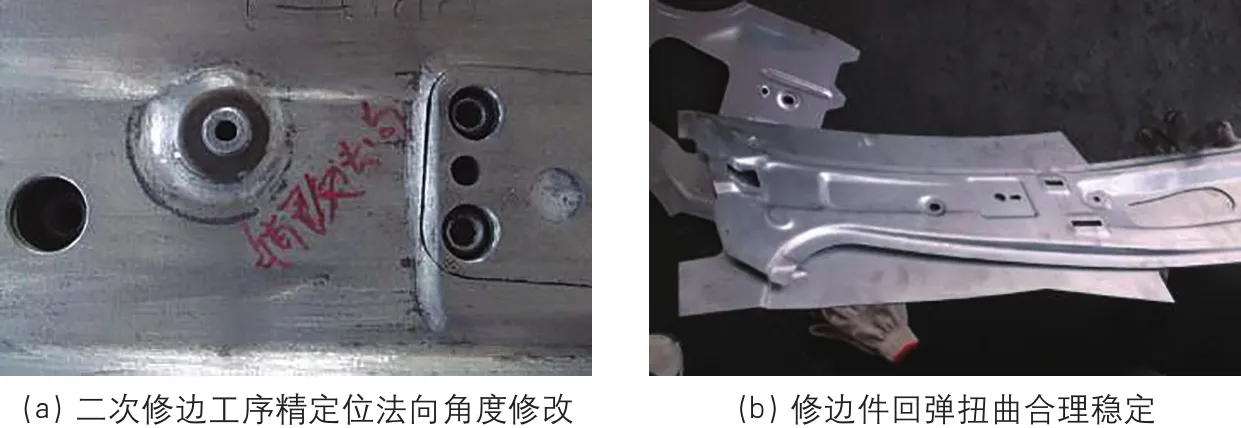
圖11 三階段方案實(shí)施結(jié)果
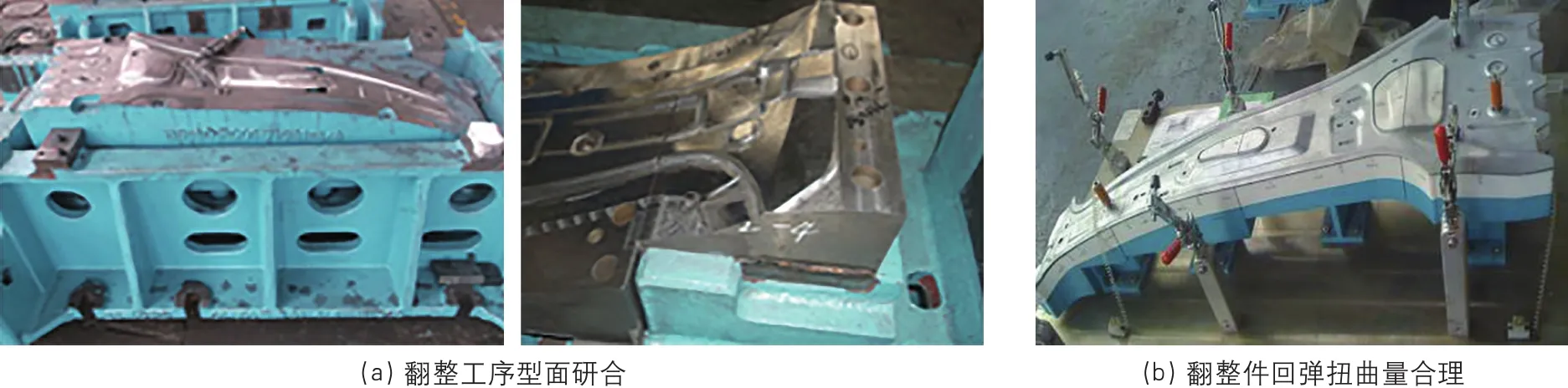
圖12 四階段方案實(shí)施結(jié)果
調(diào)試至此,消除二次修邊件回彈扭曲不穩(wěn)定影響后,側(cè)圍B柱內(nèi)板左右件回彈扭曲狀態(tài)控制在合理的1.0mm范圍內(nèi),考慮到翻整工序存在與回彈方向相反的翻孔工藝,需要考慮翻整工序翻孔壓料可控,防止二次修邊件在翻孔時(shí)出現(xiàn)整體的回彈扭曲變化,同時(shí)考慮模具研合的影響,并進(jìn)行相應(yīng)的修整。
四階段方案實(shí)施并確認(rèn)
翻整工序型面,棱線干涉點(diǎn)消除,消除制件深度二次變化,保證制件整形后扭曲量可控;同時(shí)研磨整形壓料,消除翻孔影響的二次扭曲。四階段方案實(shí)施結(jié)果,如圖12所示,翻整件回彈扭曲穩(wěn)定的控制在0.5mm以內(nèi)。
結(jié)束語(yǔ)
通過復(fù)雜成形高強(qiáng)板回彈扭曲控制方法的研究,可歸納出高強(qiáng)板制件成形后回彈扭曲的調(diào)試思路:“穩(wěn)定成形狀態(tài)、型面符型消除強(qiáng)行變形、消除落件與取件變化”。通過該思路可以很好的解決復(fù)雜成形高強(qiáng)板零件回彈扭曲問題,該思路簡(jiǎn)單易懂、清晰明了,可以有效的指導(dǎo)高強(qiáng)板零件調(diào)試。
