TC17鈦合金電子束焊接接頭的組織及力學性能研究
2020-04-19 09:01:48張心怡
福建質量管理 2020年8期
張心怡
(四川大學破壞力學與工程防災減災四川省重點試驗室 四川 成都 610065)
TC17合金是一種的α+β型兩相鈦合金,其名義成分為Ti-5Al-2Sn-2Zr-4Mo-4Cr。該合金具有強度高、斷裂韌性好、淬透性高和鍛造溫度范圍寬等特點[1],能夠滿足損傷容限設計的需要和高結構效益、高可靠性及低制造成本的要求,常應用于航空發動機渦輪盤及壓氣機葉片等關鍵部位[2,3]。隨著焊接技術的不斷進步,用于航空發動機中結構件連接的常用焊接技術主要有激光束焊、線性摩擦焊、攪拌摩擦焊和電子束焊等[4]。其中,電子束焊接具有縫深寬比大、熱影響區小、焊縫成形性好、無空氣污染等特點,能夠保證焊接穩定性,但具有微觀組織和力學性能不均勻等特點[5,6],數據表明,焊接結構的破壞事故中80%以上均由焊接處的斷裂引起[7]。
范霽康[8]等發現,電子束可提升焊接接頭塑性和焊縫區、熱影響區的顯微硬度,頻率為10kHz時,焊接接頭的斷后伸長率可達14.9%,約為母材的80%;彭周[9]通過試驗發現,TC4合金電子束流焊接接頭的顯微硬度比母材硬度高30~50HV。熱影響區中顯微硬度呈梯度分布,其梯度大小受焊縫寬度影響,焊縫越寬,其熱影響區越寬,熱影響區中沿寬度方向的顯微硬度梯度則越小;焊縫越窄,熱影響區越窄,該區域中沿寬度方向的顯微硬度梯度則越大。有關TC17焊接接頭旋轉組織及力學性能的研究報道較少。
基于上述對鈦合金電子束焊接接頭的研究不足,本文對TC17鈦合金進行電子束焊接加工,采用多種技術手段研究分析其顯微組織和力學性能,為TC17鈦合金焊接結構在實際工程中的應用提供技術支持,確保服役的安全性。
一、材料及方法
實驗材料來源于寶鈦集團提供的TC17板材,樣品由線切割制成金相試樣,表面拋光至鏡面狀態,利用Kroll試劑腐蝕,使用JSM-6150LV掃描電子顯微鏡(SEM)對其微觀組織進行觀察分析。
焊接采用ZD150-C高壓真空機,在高真空環境下,采用高能電子束對TC17鈦合金板材進行對接焊接,焊接參數如表1所示。為消除焊接產生的殘余應力、強化晶粒,采用時效熱處理,630℃下保溫2小時,然后空冷[10],再將熱處理后的材料進行試件加工,確保焊縫位于試件中間并且焊縫垂直于拉伸方向,試樣設計如圖1所示。
硬度測試使用維氏顯微硬度計,垂直焊接方向間隔60μm取點,根據維氏硬度國際測試標準ISO 6507,測試參數為:100g力保載15秒。軸向力學拉伸試驗使用拉伸試驗機為島津電子拉伸機(SHIMADZU AGX-100),通過位移(0.96mm/min)來進行控制。

表1 電子束焊接參數
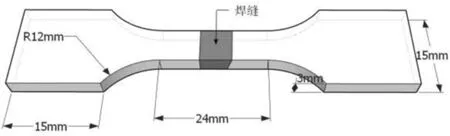
圖1拉伸試件尺寸圖
Fig.1Drawingoftensilespecimensize
二、實驗結果
(一)TC17微觀組織形貌
EDS測試元素分布含量結果如圖2所示,含有Ti、Al、Sn、Zr、Mo、Cr成分,無明顯雜質,查閱文獻可知,其中Al元素純在于初生相中,相穩定元素Mo、Cr存在于β相內,Zr與Ti為同晶型元素,在與相內溶解度相同,Sn元素能夠促進Ti3Al沉淀相的形成,達到時效硬化的效果[12]。
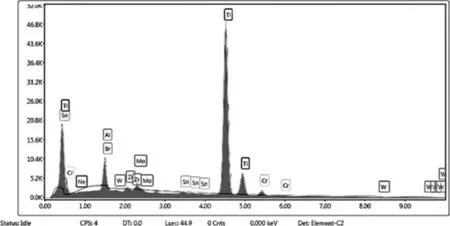
圖2 取樣及EDS曲線圖
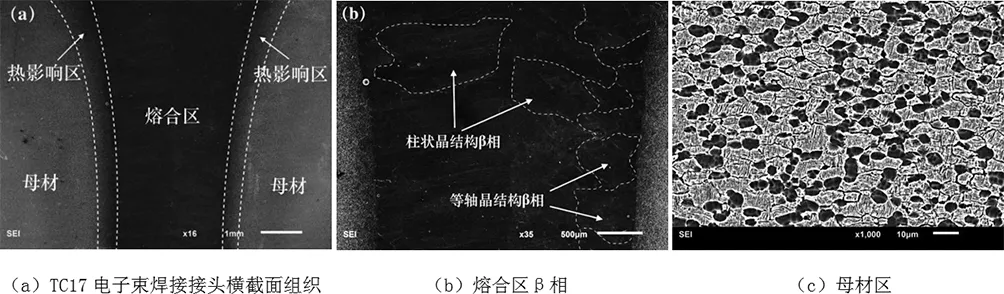
圖3 TC17鈦合金焊接接頭顯微組織圖
圖3(a)為TC17電子束焊接接頭的宏觀光學照片,整體形貌中可以看到電子束焊接接頭可劃分為熔合區(Fusion Zone,FZ)、熱影響區(Heat affect zone,HAZ)和母材區(Base metal,BM)。熱影響區寬度基本一致為0.8mm,熔合區最寬處為5mm,最窄處3mm,內布滿粗化晶粒;如圖3(b)所示,柱狀形貌的β晶粒分布在熔合區內部,等軸狀的β晶粒分布在靠近熱影響區的兩側。β晶粒在TC17焊接接頭內存在的兩種形貌是由于C元素及Cr元素可以促使柱狀晶向等軸晶的轉換,也稱之為晶粒細化[11]。在經過熱處理后,元素構成及熱力學影響產生的晶粒細化能夠有效的提升TC17焊接接頭的力學穩定性,起到強化作用。圖3(c)為母材區微觀組織形態,可以觀察到具有TC17雙態特征的等軸α相和β相,并在β相上觀察到針狀α片層。
(二)TC17電子束焊接接頭拉伸性能
室溫下tc17母材、焊接接頭及熱處理后的焊接接頭的工程應力-應變曲線如圖4所示,圖中可以看到,母材、焊接接頭及熱處理后焊接接頭的拉伸屬性和力學響應明顯不同。焊接接頭抗拉強度約為母材的83%,熱處理后的焊接接頭抗拉強度明顯提高到母材的93%,具體數值如表1所示。

表1 拉伸力學性能
試件拉伸斷裂失效如圖5所示,TC17焊接接頭的斷口均存在明顯緊縮現象,這是韌性斷裂的特征[12],在電子束焊接過程中,焊接熔合區形成粗化的β晶粒,在高速冷卻速率的影響下形成亞結構α’馬氏體,兩種晶粒間的顯微取向關系使得TC17焊接接頭的抗拉強度、屈服強度低于母材,失效位置位于焊縫的熔合區。在進行630℃下2h時效熱處理后,亞結構α’馬氏體分解為α相嵌在β基體上[13],從而提高了熔合區及熱影響區的力學性能,失效位置也從熔合區轉移到母材區。
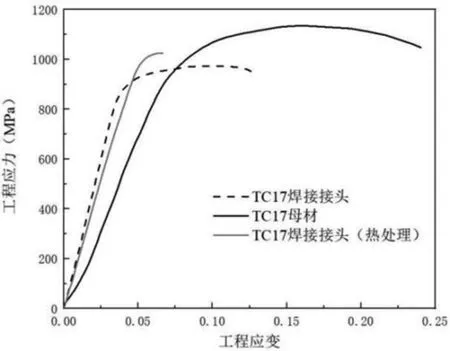
圖4 工程應力應變曲線
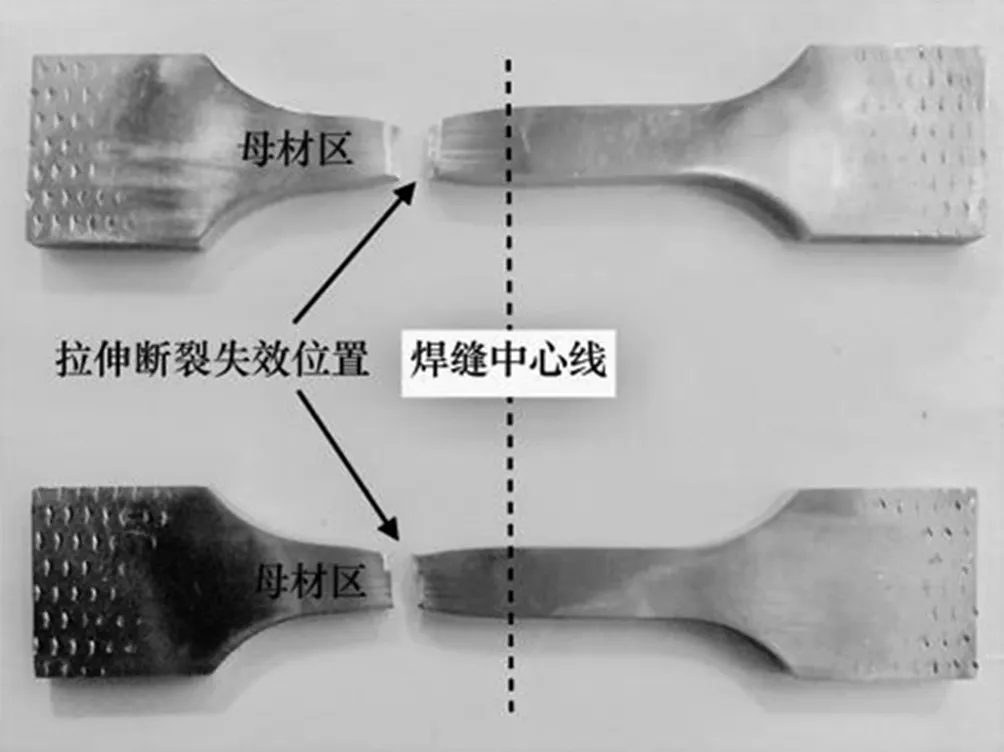
圖5 拉伸斷裂失效圖
(三)TC17電子束焊接接頭顯微硬度
如圖6所示,是TC17焊接接頭未處理和經過630°C,2h熱處理后的材料微觀硬度測試結果,可觀察到,未經過熱處理的TC17焊接接頭母材的硬度大概為370HV,熱影響區為340HV,焊縫處最低為320HV。對于高能量的焊接方式,電子束焊接由于熱循環在局部位置的差異性會導致焊縫區發生軟化現象,這也進一步證實了焊縫軟化現象,即焊縫區域相較于母材較軟,塑性變形易從母材區傳遞到焊縫區[14],解釋了圖4中觀察到的TC17鈦合金焊接接頭焊縫區域硬度下降的原因。
經過熱處理后的焊接接頭硬度有所提升,母材的硬度大概為370HV,熱影響區為395HV,焊縫處為450HV,且有明顯的階梯分段,熱處理過程中α相嵌在β基體上,在材料發生塑性應變時將會阻礙位錯,從而提升材料強度,且時效熱處理后焊縫處的應力得到釋放,降低了由焊接工藝引起的材料強度不匹配趨勢。即TC17電子束焊接接頭進行高溫時效熱處理,可以明顯地降低焊縫區域的應變集中,降低焊接引起的材料不匹配趨勢,進而提高了焊縫區域的塑性應變臨界值,使焊縫得以硬化。
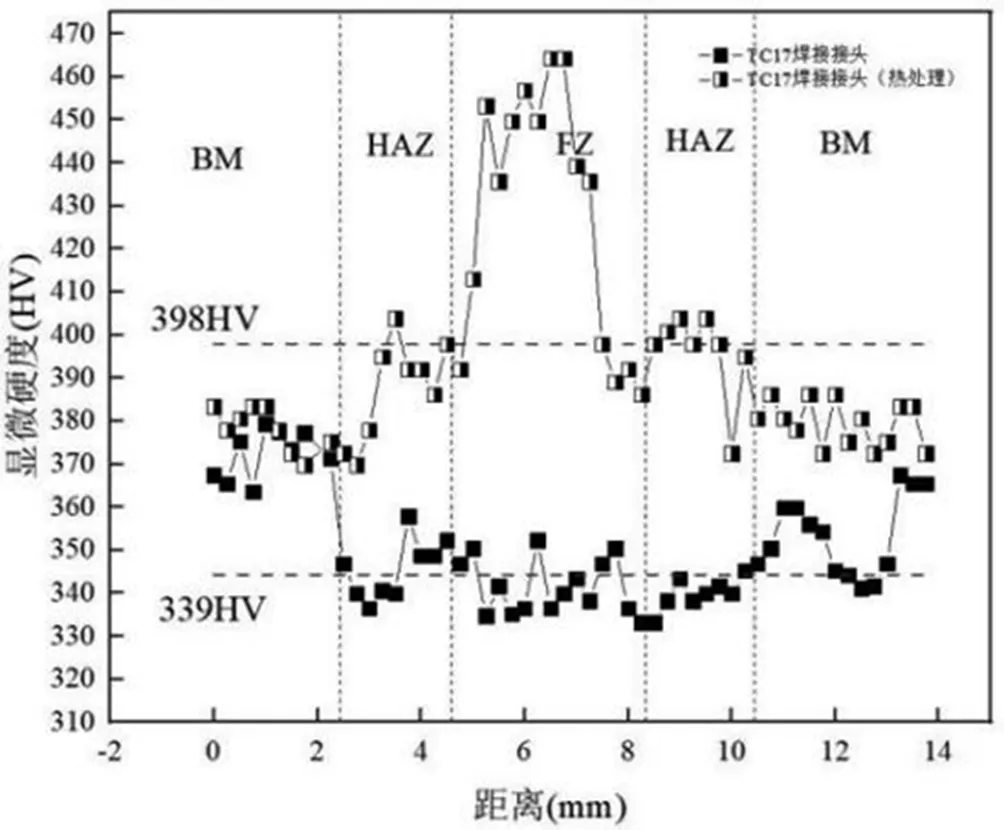
圖6 顯微硬度圖
三、結論
(1)TC17電子束焊接接頭由明顯的熔合區、熱影響區及母材區構成,母材區能觀察到α和β特征晶粒,熔合區內柱狀形貌的β晶粒分布在內部,等軸狀的β晶粒分布在靠近熱影響區的兩側。
(2)TC17焊接接頭抗拉強度為948MPa,約為母材的83%,焊接加工形成的殘余應力及晶粒間的取向變化使得焊縫成為斷裂失效處,經時效熱處理后的TC17焊接接頭拉伸強度提高到1053MPa,斷裂失效位于母材區。
(3)由于焊接引起的材料不匹配趨勢,TC17焊接接頭母材區硬度約為375HV,焊縫區硬度約為339HV;經熱處理后,析出強化相在焊縫基體上大量析出,且熱處理后焊縫處的殘余應力得到釋放,焊縫處的硬度提高到450HV,較未處理的焊縫硬度提高40.6%。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
