石油天然氣用內襯耐蝕合金復合鋼管產線技術改造及實踐
2020-04-18 06:17:56廖青云
科學技術創新 2020年6期
關鍵詞:系統
廖青云
(海隆管道工程技術服務有限公司,上海200949)
內襯耐蝕合金復合鋼管是一種通過壓力擴徑方式使內層耐蝕合金管(下稱襯管)緊密貼合到外層碳鋼管上(下稱基管)的雙金屬復合鋼管,其兼具承壓能力和耐蝕性能,與316L、2205等耐蝕合金純材管相比具有很好的經濟性,適用于輸送腐蝕性介質的陸地和海洋油氣集輸管線。
相比陸地用管,海洋管道需要使用特殊施工船鋪設,以我國東海油氣田為例,水深約100 米左右,主要是S-Lay 鋪設方式。為了解決復合鋼管S-Lay 鋪設方式及鋪設過程中的安全及質量問題,需要對復合產線進行技術改造和升級,現就生產線技術改造方案及改造后的效果驗證進行展開說明。
1 內襯復合工序簡介
美國石油協會標準API Spec 5LD《內覆或內襯耐蝕合金復合鋼管規范》將復合鋼管分為兩種結構形式:內覆(Clad)和內襯(Lined)。其中內覆為基層和襯層之間是一種冶金結合,主要性能指標為剪切強度;而內襯為基管和襯管是一種機械復合,主要性能指標為接觸應力,即內襯耐蝕合金復合鋼管。
內襯機械復合工藝國內主要有液壓擴徑法、爆燃擴徑法、拉拔擴徑法、旋壓擴徑法等,主要的復合原理為:襯管裝配到基管內部,襯管內部加壓后,讓襯管發生充分的屈服變形,襯管外壁受壓接觸基管內壁,從而使基管發生彈性變形;隨后釋放壓力,基管回彈量大于襯管回彈量,基管和襯管之間形成接觸應力實現復合。各種復合方法均有優勢和劣勢,在此不累述,本文重點討論液壓擴徑法復合生產線。
2 復合產線存在的問題
改造前公司有一條液壓擴徑法復合生產線,最大復合壓力為70MPa,適用的最大鋼管管徑為457mm,主要制造陸地油氣集輸管線用內襯耐蝕合金復合鋼管。
生產實踐發現,因為基管制管工藝的局限性,整根基管壁厚是不均勻的,為了保證基管能夠發生彈性形變,只能按照基管最大的壁厚計算復合水壓壓力。當整個基管承載相同的水壓力時,基管壁厚偏小的位置可能會發生屈服,輕微時基管管體出現鼓包,嚴重時整根基管彎曲變形脫離安全鎖扣,造成重大設備損壞和人身安全事故。
另外,基管和襯管的接觸應力已不能滿足現有客戶的需求,特別是海底用管的技術要求。現有的液壓擴徑法復合工藝,基管和襯管之間的接觸應力偏小,再加上基管內徑的不一致,相同的壓力下導致接觸應力在基管的內表面分布非常不均勻,海管S-Lay 鋪設過程中因為彎曲造成基管和襯管分層,襯管會發生鼓包、褶皺、甚至斷裂而發生失效,對海洋管線運行造成重大質量事故和安全隱患。
根據規劃,通過此次復合產線技術改造,首先消除鋼管加工過程的安全隱患,提高產品質量,其次驗證技改后復合鋼管的彎曲性能滿足鋪設要求,確保海洋用管質量和安全。
3 復合產線改造措施
如前文分析,根據計算和可行性論證,創新性提出了整管全抱持液壓擴徑的內襯復合鋼管制造工藝,具體實施方案如下。
3.1 新工藝設計方案
根據常規最大制造管徑、鋼級、壁厚等參數,通過計算設計制造一套基管外模具,外模具保證能夠在承受最大設計壓力情況下,模具不發生變形;而且考慮合模和分模的方便,在上模具上設計油缸提升支座;下模具由于固定不動設計為坐臺。不同規格的基管外模具只需要一套,材料以鍛鋼為主。
同樣,根據管徑、壁厚、鋼級等參數設計內模具,內模具的內徑必須以基管外徑為基準,保留一定的正公差。為了能夠使不同規格的基管都能適應模具抱持裝置,內模要做成套圈式結構,具體見圖1(1- 卡瓦油缸系統、2- 卡瓦、3- 上外模具、4- 上模提升油缸系統、5- 鋼管、6- 上內模具、7- 下內模具、8- 下外磨具、9- 卡瓦滑軌系統、10- 模具運行系統、11- 進管滾道系統、12- 挑管系統)。根據API Spec 5L《管線鋼管規范》所規定的通用管徑,確保拆掉一組內模后,其余內模的內徑適用其它基管的標準外徑,內模材料一般以球墨鑄鐵為主。
內外模具之外還需要卡瓦夾持,便于與動力系統連接,通過油缸力量夾持。除了內外夾持模具,配合水壓復合的工序要求還要附加模具提升系統、卡瓦油缸系統、卡瓦滑軌系統、模具運行系統、進管滾道系統、挑管系統等配合完成水壓復合過程。
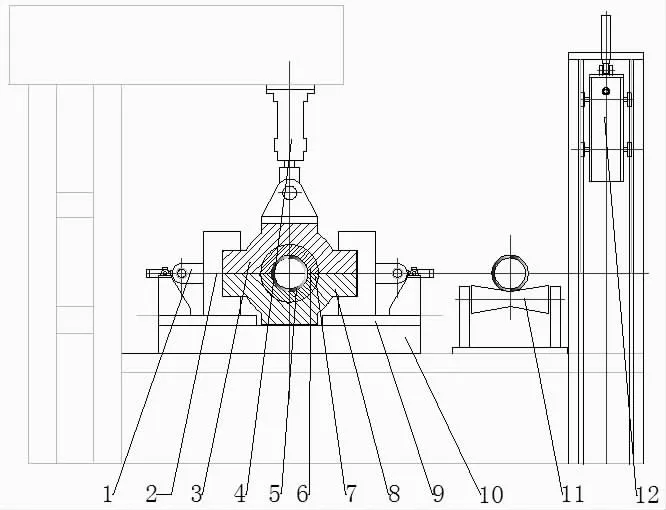
圖1 端部結構示意圖
3.2 新工藝運行過程
先啟動卡瓦油缸系統,將左右兩片卡瓦在卡瓦滑軌系統上滑動松開,啟動上模提升油缸系統提升上模具(內外模具組合件),通過模具運行系統將下半模具(內外模具組合件)向右運動,離開水壓機架體,利用挑管系統將裝配好的鋼管從進管滾道上挑起,然后放置在下半模具內,如圖2。
春·達拉表示,柬埔寨成為亞投行創始成員國,得到了中國在多方面的幫助。瀾湄合作是“一帶一路”倡議的重要舉措,希望柬埔寨的企業能在瀾湄合作發揮重要作用。此次論壇相信會為雙邊文旅產業合作創造更多機會。
兩端尺寸定位采用激光定位系統,然后再次啟動模具運行系統向左運動至水壓機內,基管中心與水壓機機頭中心通過光電系統定位,通過油缸提升系統落下上半模具,上下合模,再次通過卡瓦油缸系統通過左右兩片卡瓦將上下兩外模夾緊,隨后開始進行水壓擴徑。
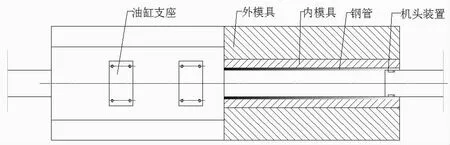
圖2 整體結構示意圖
整管全抱持液壓擴徑的復合工藝,充分利用液壓擴徑原理,但因為基管外面加了全管體抱持裝置,可以增大復合壓力,在基管不會發生屈服變形的前提下,提高復合壓力,有利于襯管充分發生屈服變形,基管全管體都可以發生彈性變形;釋放壓力后,基管和襯管之間將產生較大的接觸應力。
全管體抱持裝置的加載,既可以防止基管彎曲變形造成的基管報廢、設備損壞或人身安全事故,還可以增大復合壓力,提高內外兩層鋼管之間的接觸應力。
4 產線改造效果驗證
如圖3 所示,由于海洋施工環境的限制,海底管道鋪設時鋼管需承受一定的彎曲應變,而內襯耐蝕合金復合鋼管由于基管和襯管之間處于機械結合狀態,當彎曲過大時可能會造成襯管鼓包、起皺、斷裂等失效現象。
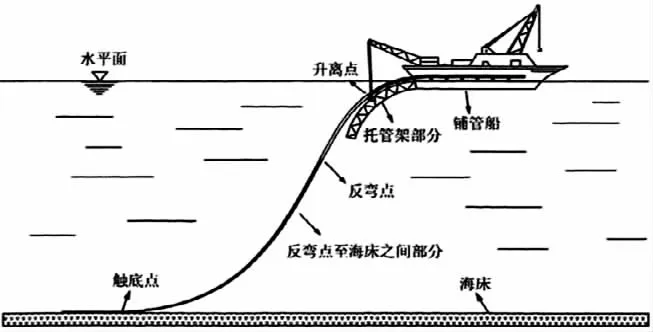
圖3 S-Lay 管道鋪設示意圖
目前,國內外針對單一材料管道和小尺寸復合鋼管的彎曲性能研究較多。如胡艷華等采用四點彎曲方法對X65 鋼級海洋管道全尺寸疲勞性能進行了研究;E.S.Focke 等對小尺寸雙金屬復合管的盤卷試驗進行了研究。借鑒和參考上述研究,本次效果驗證將采用四點彎曲試驗模擬工況條件,對技改后試制的φ457×(15.9+3)mm 的材質X65MO+316L 全尺寸內襯耐蝕合金復合鋼管進行了彎曲性能試驗。
4.1 試驗裝置
四點彎曲試驗裝置如圖4 所示,將全尺寸復合鋼管(12.19m)放在有一定距離的兩個支撐點上,在離兩個支撐點的中點相同距離上對試樣施加向下的載荷。復合鋼管在4 個接觸點的作用下發生四點彎曲,且在中點處的彎曲半徑最小。該裝置包括測力系統、垂直位移測量系統和靜態應變采集系統,在整個彎曲試驗過程中,通過控制應變量和垂直位移量來控制加載載荷,達到模擬工況所需的試驗條件。

圖4 四點彎曲試驗裝置示意圖
4.2 試驗原理
如圖5 所示為四點彎曲試驗原理示意圖,在試驗中,通過測量弦長Lcd 與弦高Ho-cd,利用弦長分割定理可計算出彎曲半徑。彎曲半徑R 的計算公式為:

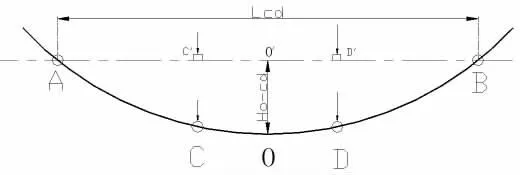
圖5 四點彎曲試驗原理示意圖
4.3 試驗過程和分析
最大應力87%SMYS 條件下,復合鋼管處于彈性形變階段,由胡克定律知:

取σ=87%SMYS;對于復合鋼管,其力學性能主要由基管提供,由X65 基管的最小規定屈服強度為450Mpa,彈性模量為2.06×105Mpa,由公式(2)可計算出彈性應變ε=0.190%。試驗步驟如表1 所示。
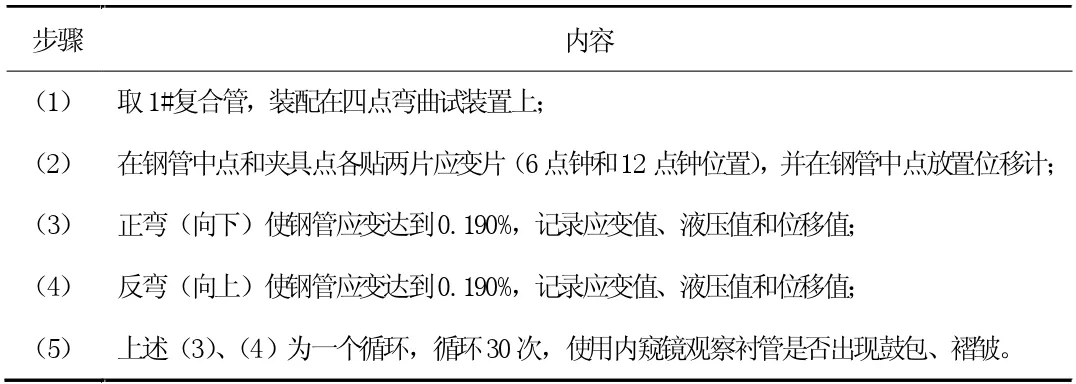
表1 復合鋼管全尺寸彎曲疲勞試驗步驟
1#復合鋼管首次正彎達到0.190%應變時,根據中心點位移值,由公式(1)可計算出彎曲半徑R=356D;正反彎循環30 次后使用內窺鏡觀察復合鋼管內表面,襯管未出現鼓包或褶皺;卸載后復合鋼管基本回復到初始狀態,證明彎曲應變未超過彈性極限。
4.3.2 最大應變0.305%彎曲試驗
取2#復合鋼管,裝配在四點彎曲試裝置上;在復合鋼管中點和夾具點各貼兩片應變片(6 點鐘和12 點鐘位置),并在復合鋼管中點放置位移計;控制應變,使復合鋼管逐步正彎(向下)至最大應變0.305%,記錄應變值、液壓值和位移值;使用內窺鏡觀察襯管是否出現鼓包、褶皺、斷裂等。
2#復合鋼管正彎達到0.305%應變時,根據中心點位移值,由公式(1)可計算出彎曲半徑R=178D;彎曲應變達到0.305%后使用內窺鏡觀察襯管未出現鼓包或褶皺;卸載后復合鋼管存在殘余應變,不能回復到初始狀態,證明彎曲應變超過彈性極限,復合鋼管產生了塑性形變。
4.3.3 軸向拉力下的彎曲失效試驗
實際鋪管過程中,由于復合鋼管的自身重量,除受彎曲應力外,復合鋼管還受到沿管線方向的拉力。取完成上述試驗的2#復合鋼管,一端固定,一端施加40 噸的軸向拉伸載荷;為了控制變量,選取兩端固定點間距為弦長,此時復合鋼管中點的位移量即為弦高,根據公式(1)計算出指定曲率半徑下位移量并以此控制彎曲試驗過程,逐步加載至復合鋼管失效,記錄應變值、液壓值和位移值,如表2 所示。
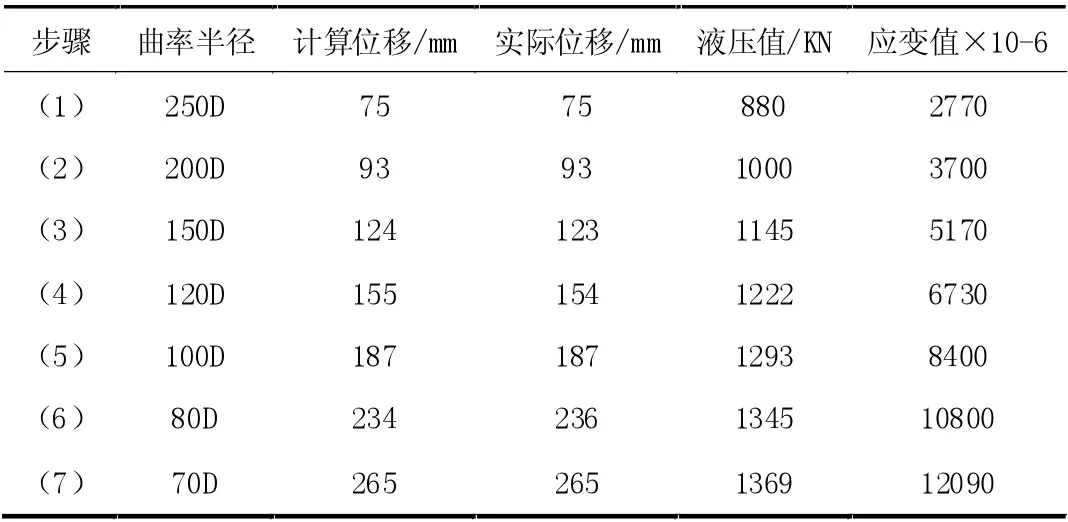
表2 軸向拉力下的彎曲失效試驗測量數據
當2#復合鋼管在40 噸的軸向拉力下彎曲至曲率半徑為70D 時,襯管內表面在兩加載點中點位置受壓應力一側開始出現環狀褶皺,復合鋼管發生失效。
表2 中曲率半徑與位移量相對應的前提是以復合鋼管兩端固定點間距為弦長,但實際上在四點彎曲試驗過程中,復合鋼管的彎曲程度在整管長度上是不均勻的,在中點處的曲率最大,因此,選取中點和兩加載點的實際位移值,由公式(1)計算出不同應變下的R 實并與理想狀態下的R 值作對比。由圖6 可知,相同應變下,兩加載點之間的復合鋼管曲率半徑更接近于真實極限值,R 極限約為44D。
4.4 試驗小結
通過對φ457×(15.9+3)mm 的X65MO+316L 的內襯耐蝕合金復合鋼管進行四點彎曲試驗,綜合分析數據,得出以下結論:
(1) 在最大應力87%SMYS 循環30 次和最大彎曲應變0.305%條件下,復合鋼管襯管未發生鼓包、褶皺或斷裂,滿足海洋管道S-Lay 施工的彎曲變形要求。
(2)對復合鋼管進行40 噸軸向拉力下的彎曲失效試驗,復合鋼管在彎曲半徑大于70D 且極限彎曲應變小于1.209%的情況下不會發生失效,其極限彎曲半徑可達到44D。
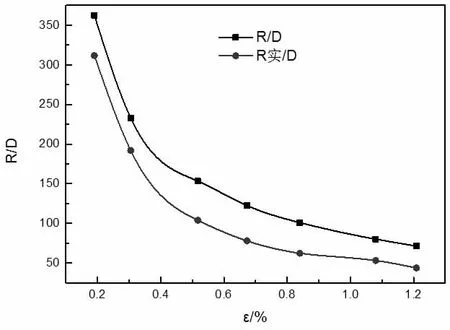
圖6 不同計算模型下曲率半徑與應變關系曲線
5 結論
綜合上述,我們可以得出以下結論:
(1)通過此次產線技術改造,采用全新的整管全抱持液壓擴徑的復合工藝,能夠消除以往復合過程出現的基管管體局部鼓包、整根基管彎曲變形脫離安全鎖扣造成重大設備損壞和人身傷害事故的安全隱患。
(2)同時,整管全抱持液壓擴徑的復合工藝適用于海洋用復合鋼管的生產,滿足海洋管道S-Lay 施工的彎曲變形要求,鋪設過程復合鋼管襯管不會發生鼓包、褶皺或斷裂等失效現象,消除了管道運行的安全隱患。
(3)本次產線技術改造,既達到技術改造的目的和實用價值,也有利于降低我國海洋油氣資源的開發和建設成本,對于今后復合鋼管的工藝改進也提供了一些實踐經驗。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32