石墨電極外圓車削實驗研究
2020-04-18 06:18:04張志義孫長健
科學技術創新 2020年6期
張 澎 張志義* 孫長健
(1、北華大學機械工程學院,吉林 吉林132000 2、北華大學工程訓練中心,吉林 吉林132000)
1 概述
石墨電極質量輕,具有良好的耐腐蝕性和韌性[1],并且能夠抵抗較大電流的沖擊,在高溫環境下也不軟化、不熔化,逐步取代銅電極,被廣泛應用到電爐煉鋼和其他冶金行業[2]。石墨電極不僅體現于材料優勢,而且依托于制造成本優勢取得了市場主導權,因此石墨電極生產對冶金行業的發展起著至關重要的作用[2]。
石墨電極主要以石油焦、針狀焦為原料,煤瀝青作結合劑,經粉碎混合、混捏、壓型、焙燒、石墨化、機械加工而制成[3]。石墨材料具有一定特殊性,屬非均勻質脆性材料,內部有較大的孔隙率,存在延展性差、機械強度低等缺點。石墨材料去除方式與金屬不同,主要為脆性斷裂生成不連續的崩碎形切屑或粉末。在實際企業加工中,對石墨電極進行外圓粗加工時,為提高生產效率往往采用大切深加工。本文針對φ150mm 規格的石墨電極,利用正交實驗分析切削工藝參數對切削力影響,總結規律并對加工工藝的合理化進行分析,希望能夠對企業在加工工藝參數的選擇和設備設計結構的完善提供理論依據與實踐指導。
2 實驗
本文以CK0630 數控車床為試驗平臺,在刀架下安裝三維力傳感器。根據切削力經驗公式可知,影響切削力的參數很多,本文主要從加工工藝中的切削深度ap、進給量f、切削速度vc變化來研究其對切削力的影響。將切削力合力分解為三個相互垂直的分力,切向力Fc、背向力Fp、進給力Ff,通過測力傳感器測量切削分力,分析工藝參數對其產生的影響。本實驗選用硬質合金YG8 材料的刀具,刀具前角為150,刀具鈍圓半徑為0.5mm,適于鑄鐵、有色金屬和非金屬材料的粗車、粗刨、粗銑等加工。為保證實驗的準確性,每組實驗切削三次,取其平均值作為該參數組合下的切削力。實驗采用普通功率石墨電極,電極的物理性能指標如表1 所示。

表1 石墨電極物理性能指標[5]
3 結果和分析
3.1 切削力曲線
圖1 是典型進給力切向力曲線,可以看出切削力具有較大波動且波動具有一定的周期性。切削力的周期波動與切屑的形成有關,切削力在一個周期內從小到大再變小,在刀具切入切削力變大,隨著繼續切削,切削力繼續變大,當切削力超過石墨材料的斷裂應力極限時發生崩裂脫離,刀具突然切空,切削力瞬時下降。同時由于材料本身存在一定不均勻性,也對切削力波動產生一定影響。對典型切削力曲線進行平滑處理后得到切削力擬合曲線,如圖2 所示。從圖中可以看出,Ff與Fc具有相同的波動,Ff數值在50N 左右上下波動,Fc在40N 左右上下波動,Ff約為(1~1.25)Fc,這與金屬加工中Fc最大、Ff為(0.1~0.6)Fc這一規律不同,產生這種情況的原因主要是因為材料本身性質造成。

圖1 典型進給力、切向力曲線

圖2 切削力擬合曲線圖
3.2 切削深度對切削力的影響
利用正交實驗分析切削深度ap對穩定切削階段切削力的影響變化趨勢。圖3 是ap對Ff的影響趨勢。圖4 是ap對Fc的影響趨勢。可以看出,隨著ap增大,Ff、Fc呈現出明顯上升趨勢且增加幅度較大,產生這種現象的原因是在切削過程中被裂紋擴展路徑包裹的材料體積增大,被去除材料所需要的剪切力增大。在ap的選擇上,ap越大切削力越大,對刀具的磨損越大,企業在實際加工過程中應選擇合適的切削深度。
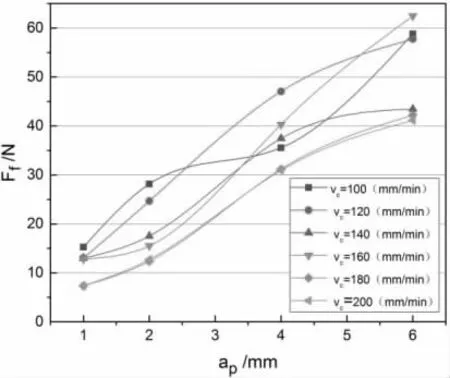
圖3 不同切削深度ap 下的進給力Ff
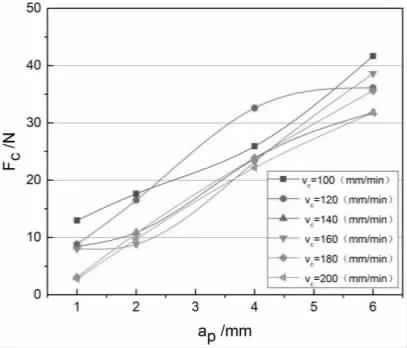
圖4 不同切削深度ap 下的切向力Fc
3.3 切削速度和進給量對切削力的影響
在φ150mm 規格的石墨電極外圓粗加工中,為了節省材料、降低刀具成本,企業在選擇切削深度一般≤6mm,這里我們選擇切削深度最大為6mm。利用正交實驗分析vc和f 對穩定切削階段切削力的影響變化趨勢。圖5 是Ff的影響趨勢圖。圖6是Fc的影響趨勢圖。可以看出,在切削速度為100~120mm/min中,隨著切削速度增大,Ff變化不大、Fc變小;在120 ~140mm/min 中,隨著切削速度增大,Ff、Fc均變小;當vc增加到160mm/min 時,Ff、Fc變大并出現峰值;在切削速度為160~200mm/min 中,隨著vc增大,Ff、Fc變小;由此可以得出:vc對切削力影響并無明顯規律。同時從圖中可以看出在相同ap和vc下,Ff、Fc呈現出上升趨勢,在f 為100~200mm/min 范圍中,f 越大,切削力越大,但增加幅度并無明顯線性規律。在石墨電極切削過程中,切削力越小,已加工表面質量越好。通過實驗結果可以看出,vc為140mm/min 時,切削力較小且不同f 下的切削力也較為集中;對已加工工件表面進行粗糙度測量后,發現當vc為140mm/min,f 為100mm/min 時,已加工表面粗糙度Ra為6.3,得到了已加工表面質量較好的工件,并且實驗得出結論與企業在實際加工生產中通過經驗來確定的工藝參數相吻合。

圖5 不同切削速度vc 下的進給力Ff

圖6 不同切削速度vc 下的切向力Fc
4 結論
本文通過改變石墨電極外圓加工的工藝參數,利用正交實驗對工藝參數對切削力影響進行分析,結論如下:
(1)在石墨電極切削中,由于材料材質和切屑去除方式的原因,進給力Ff約為(1~1.25)切向力Fc,且進給力Ff與切向力Fc存在相同的周期性波動。
(2)隨著切削深度ap增大,進給力Ff、切向力Fc呈現出明顯上升趨勢,增加幅度較大。
(3)隨著進給量f 增大,切削力增大;在切削深度為6mm,切削速度為140mm/min,進給量為100mm/min 時,能夠得到表面質量較好的工件,并且此時切削力也較小。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55