選煤廠廂式壓濾機(jī)PLC 控制系統(tǒng)改造
2020-04-14 05:52:24張俊杰張坤河南焦煤能源有限公司九里山礦
環(huán)球首映 2020年10期
關(guān)鍵詞:故障
張俊杰 張坤 河南焦煤能源有限公司九里山礦
浮選尾煤處理為選煤廠生產(chǎn)工藝中不可缺的部分,焦煤集團(tuán)九里山礦選煤廠尾煤處理采用廂式壓濾機(jī)處理工藝,其中使用率最高的為XMZ750/2000-UK 增強(qiáng)聚丙烯廂式壓濾機(jī)。由于該臺壓濾機(jī)經(jīng)常因PLC 控制系統(tǒng)故障、電接點(diǎn)壓力表故障、旋轉(zhuǎn)編碼器故障等問題造成設(shè)備不能正常工作,嚴(yán)重影響到尾煤壓濾處理,因此決定對該廂式壓濾機(jī)PLC 控制系統(tǒng)和其他問題進(jìn)行改造。
一、壓濾機(jī)控制系統(tǒng)存在的問題
(一)在壓濾機(jī)自動控制過程中拉板小車運(yùn)行不能方便的暫停和繼續(xù)
我廠XMZ750/2000-UK 廂式壓濾機(jī)在生產(chǎn)過程中存在拉板拉開后煤泥餅粘黏,不能自動脫餅的問題,而壓濾機(jī)控制箱距離操作員工處理煤泥餅不脫落作業(yè)地點(diǎn)相對較遠(yuǎn),不能及時方便的控制拉板小車的暫停和繼續(xù),因而不僅影響壓濾機(jī)運(yùn)行效率,還增加了操作人員的工作強(qiáng)度和造成工作失誤。
(二)旋轉(zhuǎn)編碼器故障造成拉板小車自動運(yùn)行錯誤
該壓濾機(jī)使用地為旋轉(zhuǎn)編碼器控制拉板小車自動運(yùn)行程序,而由于旋轉(zhuǎn)編碼器連接軸強(qiáng)度不夠和使用環(huán)境較差的原因,經(jīng)常造成旋轉(zhuǎn)編碼器連接軸卡斷和旋轉(zhuǎn)編碼器損壞等故障,對壓濾機(jī)拉板小車自動運(yùn)行造成了很多困難,存在不能正常拉板卸載煤泥餅的問題,而且旋轉(zhuǎn)編碼器采購成本較大,增加了設(shè)備維修資金的投入。
(三)電接點(diǎn)壓力表接觸點(diǎn)故障造成液壓站長時間超壓運(yùn)行
電接點(diǎn)壓力表共有兩組觸點(diǎn),高位油壓上限動合觸點(diǎn)和低位油壓下限動合觸點(diǎn),我廠壓濾機(jī)存在多次因電接點(diǎn)壓力表上限觸點(diǎn)接觸不良造成的液壓站油泵電機(jī)長時間超壓運(yùn)行的情況,多次損壞液壓系統(tǒng)液壓閥和液壓油泵,并且對壓濾機(jī)機(jī)頭液壓缸也造成了一定程度的損壞。
(四)壓濾機(jī)控制系統(tǒng)報警為文本顯示報警,不能及時發(fā)現(xiàn)并處理報警信息
該臺壓濾機(jī)使用的控制系統(tǒng)為西門子S7-200PLC 控制系統(tǒng),配合TD200 文本顯示器作為控制和參數(shù)調(diào)節(jié)、報警信息顯示等作用,沒有配置具有聲光報警器等外部報警裝置,以至于壓濾機(jī)出現(xiàn)故障停機(jī)時,操作工不能及時發(fā)現(xiàn)并處理故障信息,只能在發(fā)現(xiàn)壓濾機(jī)長時間停機(jī)后才會注意到設(shè)備故障停機(jī),再去查看文本顯示器報警內(nèi)容,影響了設(shè)備運(yùn)行效率。
二、改造壓濾機(jī)控制系統(tǒng)存在問題方法
(一)自動運(yùn)行拉板小車的暫停和繼續(xù)控制改造
對于拉板小車暫停和繼續(xù)控制的改造方案,通過與現(xiàn)場操作工的討論和研究決定,通過使用接近開關(guān)配合腳踏拉繩的方法,用以解決操作工在處理煤泥餅粘黏作業(yè)時對拉板小車進(jìn)行暫停和繼續(xù)的控制操作,具體使用方法如下:當(dāng)拉板小車自動運(yùn)行拉板作業(yè)時,如果拉開濾板后煤泥餅未能自行脫落,需要操作工使用工具對煤泥餅進(jìn)行手動脫落,那么操作工就可以用腳踩踏底部拉繩,拉繩拉緊接近開關(guān),使接近開關(guān)脫離固定位置鐵板,斷開一次接近開關(guān)傳輸給PLC 傳輸一個信號,使拉板小車暫停運(yùn)行,操作工處理完粘黏煤泥餅后再次踩踏拉繩,接近開關(guān)斷開再次傳輸給PLC 一個信號,使拉板小車?yán)^續(xù)完成之前的自動拉板運(yùn)行動作,這樣操作工不用在發(fā)現(xiàn)煤泥餅未脫落后跑到壓濾機(jī)控制箱處對控制系統(tǒng)進(jìn)行暫停操作,極大的方便了操作工處理粘黏煤泥餅的工作。
(二)使用接近開關(guān)替換旋轉(zhuǎn)編碼器來控制拉板小車自動運(yùn)行
針對旋轉(zhuǎn)編碼器連接軸斷裂和旋轉(zhuǎn)編碼器故障對拉板小車自動運(yùn)行的影響問題中,經(jīng)過現(xiàn)場的分析和研究,發(fā)現(xiàn)旋轉(zhuǎn)編碼器因安裝位置和環(huán)境的影響,在拉板小車運(yùn)行過程中出現(xiàn)卡頓和故障的概率較高,且每次旋轉(zhuǎn)編碼器故障后維修工在處理故障時的工作空間很狹小,同時因旋轉(zhuǎn)編碼器的成本較高,經(jīng)過討論研究決定將使用接近開關(guān)替換旋轉(zhuǎn)編碼器來控制拉板小車運(yùn)行,同時改變接近開關(guān)位置以方便維修工對設(shè)備進(jìn)行維修。接近開關(guān)替換旋轉(zhuǎn)編碼器改造具體內(nèi)容如下:在壓濾機(jī)拉板小車動力齒輪處安裝接近開關(guān),位于動力輪齒輪牙處,拉板小車運(yùn)行時接近開關(guān)給PLC 周期掃描信號,當(dāng)拉板小車到位卡住濾板后脈沖信號停止,拉板小車反轉(zhuǎn)運(yùn)行繼續(xù)給PLC 周期掃描信號,當(dāng)拉板小車再次到位后脈沖信號停止,拉板小車再次反轉(zhuǎn)運(yùn)行周而復(fù)始完成拉板小車自動運(yùn)行控制程序。
(三)液壓站長時間過壓運(yùn)行解決辦法
針對由于電接點(diǎn)壓力表故障引起的液壓站長時間過壓運(yùn)行的問題,在PLC 控制序中編寫了一組由時間繼電器組成的保護(hù)程序,并且經(jīng)過現(xiàn)場壓濾機(jī)生產(chǎn)運(yùn)行周期確定了保護(hù)動作時間,在電接點(diǎn)壓力表故障的情況下,對壓濾機(jī)機(jī)頭拉板和壓板時間進(jìn)行了限制,使之到達(dá)設(shè)定運(yùn)行時間后自動停止液壓站運(yùn)行,解決了液壓站長時間過壓運(yùn)行造成液壓缸和油泵電機(jī)的損壞問題。
(四)聲光報警器的改造
對壓濾機(jī)運(yùn)行過程中設(shè)備故障和程序報警進(jìn)行改造,完善PLC 程序報警機(jī)制,對原有的文本顯示器和按鈕指示燈報警機(jī)制進(jìn)行改進(jìn),新增加一個聲光報警器,當(dāng)壓濾機(jī)運(yùn)行故障時,報警程序運(yùn)行給外部繼電器送電,接通聲光報警器,聲光報警器發(fā)出報警聲音并閃燈,操作工能在很遠(yuǎn)的地方聽到和看到聲光報警器發(fā)出的警報,及時對壓濾機(jī)運(yùn)行故障進(jìn)行處理。
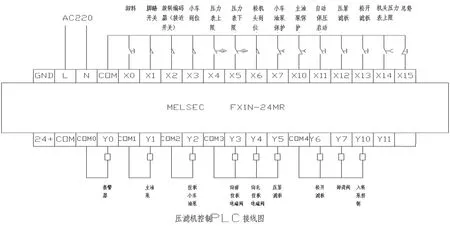
圖1 壓濾機(jī)PLC 控制接線圖
(五)壓濾機(jī)改造PLC 控制接線圖(見圖1)
三、結(jié)論
在針對壓濾機(jī)控制系統(tǒng)的改造工作中,由于原控制系統(tǒng)s7-200PLC 部分輸入輸出點(diǎn)壞無法繼續(xù)使用,因此現(xiàn)場改造使用了三菱FX1n-24mrPLC 進(jìn)行了控制程序編寫,節(jié)省了采購PLC 的成本,同時去掉了TD200 文本顯示器,解決了因PLC與文本顯示器通信不上出現(xiàn)的程序無法運(yùn)行的情況,精簡了壓濾機(jī)操作控制程序,方便了操作工的日常工作,在改造過程中不斷調(diào)試和改進(jìn)拉板小車腳踏拉繩接近開關(guān)位置和松緊度,使得操作工能夠方便輕松的處理煤泥餅粘板工作,調(diào)整拉板小車動力齒輪和接近開關(guān)安裝位置,減少因安裝位置造成的齒輪和接近開關(guān)磕碰。通過改造,解決了壓濾機(jī)在實(shí)際生產(chǎn)過程中出現(xiàn)的諸多問題,降低了操作勞動強(qiáng)度,方便了設(shè)備維護(hù),提高了安全可靠性,運(yùn)行綜合效果良好。
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39
