某型火箭彈射座椅導流板螺母裂紋故障研究
2020-04-12 12:40:11吳恒壯李明冀兵
航空維修與工程 2020年12期
關鍵詞:裂紋
吳恒壯 李明 冀兵
摘要:對某型飛機火箭彈射座椅導流板螺母進行探傷檢查,發(fā)現螺紋根部存在裂紋。本文對該螺母裂紋產生的原因進行了分析,并提出了相關措施。
關鍵詞:裂紋;鍛造分模面
Keywords:crack;forging parting surface
工廠大修過程中,對某型飛機火箭彈射座椅導流板螺母進行探傷檢查,發(fā)現螺紋根部存在裂紋。通過廠內普查發(fā)現,所有開裂的螺母都涉及俄制座椅,開裂或裂紋部位出現在M42×1.5螺紋退刀槽根部。
1 螺母的功用及工作原理
1.1 螺母的安裝位置
螺母安裝在某型火箭彈射座椅高速氣流防護系統(tǒng)導流板的作動筒上。
1.2 高速氣流防護系統(tǒng)功用
當飛機高速飛行時,為了防止彈射時高速氣流吹襲對人體造成的傷害,除對四肢的約束和對臉部進行防護外,座椅上設置了一套高速氣流防護系統(tǒng)。該系統(tǒng)由導流板、燃爆活門和導管等組成。當彈射時飛機的速度超過800~900km/h時,從第一級彈射機構轉接器引來的燃氣經燃爆活門通過螺母進入導流板,使導流板升起至飛行員的前方,以減小速壓對飛行員的影響。
1.3 高速氣流防護系統(tǒng)工作過程
當飛行速度在800~900km/h以下彈射時,機上空速測量系統(tǒng)的壓力繼電器接通燃爆活門的電爆管電路。燃氣經通道推動分流活門到下極限位置,活門的止動環(huán)卡在殼體的定位槽內,為活門定位。進氣管嘴與放氣孔接通,從第一級彈射機構轉接器引來的燃氣將放氣孔的橡皮堵蓋頂開,放入大氣。導流板不工作。
如果飛行速度大于800~900km/h,或空速測量系統(tǒng)(包括電路)、燃爆活門故障,電爆管不工作,分流活門處于上極限位置并被止動環(huán)定位,從第一級彈射機構轉接器引入的燃氣經過套管、導管進入燃爆活門進氣接管嘴,經活門上的通孔從出氣接管嘴流出,經導管進入導流板的兩個作動筒。
進入作動筒的燃氣推動各節(jié)套筒伸出,進而推動防護板向上運動,剪斷卡鎖尾端的保險絲,打開鎖扣。當座椅上升90~180mm的行程,各節(jié)套筒完全伸出,防護網完全打開,防護板處于既定位置。各節(jié)活動套筒相互銜接,保持在伸出位置。
當人椅上升至套管的內管上的堵塞處,與外管上端的內凸臺相碰時,堵塞上的剪切銷被剪斷,內管與外管脫離,堵塞堵住外管上端口,防止燃氣外泄。
1.4 螺母的作用
螺母是作動筒組件中的一個重要零件,起到作動筒下部密封作用。當螺母損壞后,從導管中來的高壓燃氣將在此泄漏,影響作動筒套管的伸出,從而使高速氣流防護系統(tǒng)失去功用,當飛機飛行速度大于800~900km/h時會對人體造成傷害。
2 開裂原因分析
2.1 設計要求與工藝流程方面
1)材料及設計要求
按螺母圖紙要求,該零件為模鍛件,材料牌號為В95(相當于國產7A04),材料的狀態(tài)為T1狀態(tài)(相當于國產T6狀態(tài)),表面處理為黑色陽極化。
2)制造流程及相關工藝參數
螺母的制造流程為:原材料→模鍛→模鍛件毛坯→酸洗→鉗工→車削→車削→車削→銑削→車削→鉗工→液壓試驗(100%進行15MPa壓力保壓2min)→檢驗→熒光→表面處理→檢驗→液壓破壞試驗(每批50件中抽取1件進行20MPa壓力試驗,試驗后要求零件不破壞)→成品檢驗。
2.2 故障件的檢查
1)宏觀檢查
裂紋都出現在零件根部,該部位為零件分模面部位。用200g/L氫氧化鈉水溶液腐蝕后,開裂情況擴大。螺母的裂紋外側為非連續(xù)裂紋,內側為連續(xù)裂紋,因此螺母裂紋應起源于內側。
將螺母的裂紋人工打開,在體視鏡下觀察,從圖1中a部分的破裂面看,內側比外側平整,因此破裂源應為a部分的內側。
2)微觀分析
圖2為螺母試樣在顯微鏡下組織,其中E區(qū)、F區(qū)和G區(qū)晶界排列方向明顯不同,其原因應為E、F區(qū)鍛造變形方向不同。螺母在100倍和200倍下顯微組織如圖3、圖4所示,組織無過熱過燒現象,但中間部位組織變形不充分,存在原材料組織。G區(qū)恰為零件開裂部位。零件的開裂與E、F區(qū)鍛造變形方向不同以及G區(qū)組織無鍛造變形有關。
2.3 硬度分析
對螺母進行布氏硬度試驗,其結果為HB(kgf/mm)值193~196。根據標準要求,該模鍛件的硬度應在140以上,其硬度滿足標準要求。
2.4 化學成分分析
對螺母用光譜進行化學成分分析(結果見表1),螺母的化學成份符合原材料的要求。
2.5 液壓試驗
取一國產化螺母和原俄制螺母按要求進行液壓試驗,試驗壓力為15Mpa,保壓時間為2min。
試驗完成后對零件用體視鏡進行宏觀檢查(放大50倍),俄制螺母退刀槽部位存在裂紋,而國產化TY8型座椅用螺母沒有發(fā)現裂紋和其他缺陷。
為了驗證國產化后零件與俄制原裝零件的區(qū)別,對經過液壓試驗的國產化零件繼續(xù)進行液壓試驗,加壓至85Mpa時壓力出現下降,說明零件此時已經破壞,泄壓后檢查零件的狀態(tài),發(fā)現螺紋部位已經被拉脫。對該破壞件用體視鏡進行宏觀檢查,退刀槽部位沒有發(fā)現裂紋,因國產化零件采用棒料直接機加而成,與俄制狀態(tài)模鍛件有著明顯的區(qū)別。從試驗結果看,國產零件可以穩(wěn)定可靠地使用。
3 故障分析結論
從以上的分析情況可以看出,故障件化學成分合格,硬度符合模鍛件技術制造的要求。裂紋起源于零件的內壁,開裂部位及附近組織正常,不存在過燒過熱組織,破斷口面未發(fā)現夾雜和其他冶金缺陷,零件的開裂與原材料質量及熱處理工藝無關。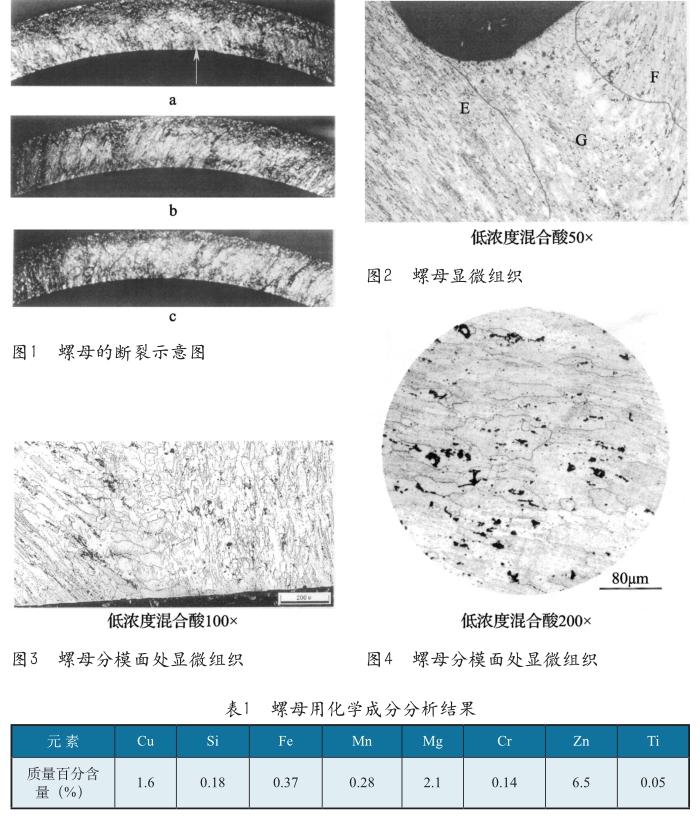
由于該零件為模鍛件,經過變形的組織較原材料原始組織更致密,而變形部位組織的耐堿清洗的能力更強,比材料的原始組織更耐堿清洗,在宏觀上表現為組織的交界面上存在界限,顯現為一條白線,即該零件鍛造毛坯相對應的分模面。鍛件分模面附近金屬晶粒在劇烈的塑性變形過程中,不同晶體的塑性變形特性不同,使相鄰晶粒間產生切應力,同時切應力和局部溫升也會導致晶界結合力減弱,從而,在與第二相(化合物相等)沿流線的不均勻分布的共同作用下,極易導致在分模面處開裂和流線密集處形成微裂紋。另外,分模面部位的組織為材料的原始狀態(tài)組織,此部位的流線在鍛件毛坯機加過程中遭到切斷,進一步減弱了分模面部位承受軸向力的能力,使得分模面在受垂直于分模面方向的力的作用時成為受力最薄弱部位,也容易導致在分模面部位形成裂紋。
由于該零件在加工過程中要經過100%的液壓試驗檢查(其檢查壓力為15MPa),如果零件分模面部位承力能力較弱,會在分模面部位形成微裂紋,在隨后熒光檢查時難以發(fā)現。從該零件的裝配關系可以看出,該零件在裝機狀態(tài)時存在縱向的預緊力,加上飛機在飛行過程中傳遞的振動應力,很容易造成零件在外場的開裂。經液壓試驗驗證,零件分模面部位在液壓試驗中產生微裂紋,說明該部位承力能力較差,且該零件的M42×1.5螺紋退刀槽底部與該零件的鍛造分模面幾乎重合,在受縱向的預緊力(該零件在裝配后的受力)的情況下,槽底本身車削刀痕較多,容易在此處形成應力集中部位。另外,如前所述該鍛件鍛造分模面設置情況與退刀槽底部相重合還會使該部位縱向受力能力更進一步弱化,導致裂紋的擴展而開裂。
綜上,對螺母裂紋產生的三點說明:
1)零件的開裂與材質無關。
2)零件的開裂部位為鍛造分模面部位。
3)零件的鍛造分模面存在未變形組織,鍛造分模面部位縱向受力能力較差是導致零件開裂的直接原因。
4措施
1)對外場及在修的火箭彈射座椅導流板螺母進行檢查,如有裂紋應立即報廢并更換。
2)盡快采用棒料機加的螺母進行更換。
參考文獻
[1]周浩明.某型飛機-飛機構造與維護[Z].中國人民解放軍空軍裝備部,2006.
[2]李曙林,賈連英.某型飛機-飛機構造[Z].空軍工程學院,1998.
[3]那忠凱.某型飛機軍械設備與維護(第二分冊)[Z].空軍裝備部,2006.
作者簡介
吳恒壯,高級工程師,主要從事飛機救生和著陸系統(tǒng)技術管理和修理研究。
李明,工程師,主要從事救生系統(tǒng)附件修理和技術工作。
冀兵,技師,主要從事救生系統(tǒng)附件修理。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
