某型直升機(jī)發(fā)動(dòng)機(jī)進(jìn)氣道蒙皮質(zhì)量問(wèn)題分析與改進(jìn)
2020-04-12 03:03:44王明廷李巍曾龍飛巫小麗潘美華
航空維修與工程 2020年10期
王明廷 李巍 曾龍飛 巫小麗 潘美華
摘要:針對(duì)某型直升機(jī)發(fā)動(dòng)機(jī)進(jìn)氣道蒙皮零件在焊接前需要現(xiàn)場(chǎng)返修的問(wèn)題,分析得出蒙皮成型的檢驗(yàn)?zāi):秃附訆A具不協(xié)調(diào)是產(chǎn)生問(wèn)題的主要原因。取經(jīng)過(guò)焊接夾具返修前后的試驗(yàn)件,點(diǎn)焊為組件,通過(guò)機(jī)上比試,確定焊接夾具尺寸的唯一準(zhǔn)確性。以現(xiàn)場(chǎng)返修的零件為樣件,翻制檢驗(yàn)?zāi):吐溴N模,按照新制模具加工零件,無(wú)需現(xiàn)場(chǎng)返修,零件一次性交檢合格率為90%以上。
關(guān)鍵詞:直升機(jī);進(jìn)氣道;蒙皮;夾具
Keywords:helicopter;engine air inlet;skin;fixture
0 引言
直升機(jī)發(fā)動(dòng)機(jī)進(jìn)氣道既要供給發(fā)動(dòng)機(jī)一定流量的空氣,又對(duì)發(fā)動(dòng)機(jī)起到防護(hù)作用,保證飛機(jī)的安全飛行,進(jìn)氣道結(jié)構(gòu)承受高頻振蕩的疲勞影響,要求與進(jìn)氣口連接密封結(jié)實(shí)。
某型直升機(jī)發(fā)動(dòng)機(jī)進(jìn)氣道蒙皮結(jié)構(gòu)如圖1所示。圖紙要求的進(jìn)氣道蒙皮零件材料規(guī)格為6A02-M-δ1.2,抗拉強(qiáng)度為σ≥295MPa,對(duì)照材料標(biāo)準(zhǔn)可知,零件需要人工時(shí)效至T62狀態(tài)。零件為左右對(duì)稱件,由于外形凹型腔最大深度為220mm,含有三處彎邊,高度為27mm,零件曲度較大,適用于落壓成型,制定的工藝方法為:剪板機(jī)下料→落錘預(yù)成型→落錘校型→固溶處理→按照檢驗(yàn)?zāi)PP汀斯r(shí)效至T62→檢驗(yàn)和交付。最后,零件交付給焊接車間,按照焊接夾具定位,點(diǎn)焊成型。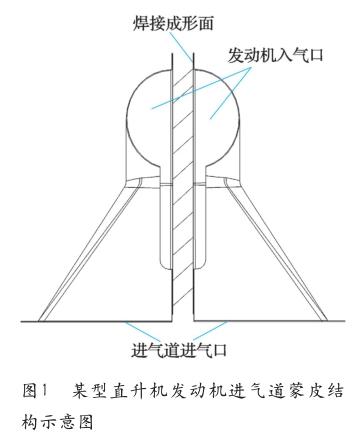
目前,交付給焊接車間的該型直升機(jī)所有批次進(jìn)氣道蒙皮均與焊接夾具不協(xié)調(diào),需要現(xiàn)場(chǎng)返修,零件一次性交檢合格率很低,且現(xiàn)場(chǎng)返修的零件由于材料狀態(tài)加工硬化,回彈性大,因此,找出零件不合格的根本原因,制定有效的改進(jìn)措施有重要意義。
1 原因分析
運(yùn)用“頭腦風(fēng)暴法”,針對(duì)造成零件對(duì)比焊接夾具切割線輪廓度和貼模度超差的原因展開(kāi)分析,繪制關(guān)聯(lián)圖,如圖2所示。
根據(jù)關(guān)聯(lián)圖,可以確定共有8項(xiàng)末端因子。經(jīng)調(diào)查,落錘操作工均有上崗證,考試成績(jī)合格;零件現(xiàn)場(chǎng)周轉(zhuǎn)防護(hù)符合規(guī)范;測(cè)量工具和落錘設(shè)備定檢合格。因而排除了圖中編號(hào)為1、3、4、7的四個(gè)末端因子。
查閱熱處理典型工藝規(guī)程可知不同材料淬火和人工時(shí)效間的允許間隔,如表1所示。查閱返修的所有零件檢驗(yàn)記錄頁(yè),淬火結(jié)束時(shí)間和校型開(kāi)始時(shí)間的間隔均在6h以內(nèi),故排除了編號(hào)為2的末端因子。
根據(jù)前文中進(jìn)氣道蒙皮成型工藝可知,零件是在新淬火狀態(tài)下按照檢驗(yàn)?zāi)PP秃笕斯r(shí)效至T62,再交給總檢。因此,落錘模并非零件最后成型的依據(jù),排除了8號(hào)“落錘模與檢驗(yàn)?zāi)3叽绮粎f(xié)調(diào)”的原因。
2 主要原因確認(rèn)
查閱標(biāo)準(zhǔn),6A02牌號(hào)鋁合金的化學(xué)成分如表2所示。時(shí)效強(qiáng)化是合金固溶處理后快冷淬火時(shí)溶質(zhì)原子和空位(晶體點(diǎn)缺陷)達(dá)到雙重過(guò)飽和狀態(tài),提高了強(qiáng)度[1]。由表2可知,人工時(shí)效能將合金中Mg、Fe、Si原子沉淀,提高強(qiáng)度,改善合金的抗腐蝕性和應(yīng)力腐蝕抗力。根據(jù)熱處理典型工藝規(guī)程,6A02軟狀態(tài)鋁合金人工時(shí)效的溫度為160℃,未達(dá)到材料再結(jié)晶溫度(0.4~0.5)Tm(Tm為鋁合金熔融溫度660℃),零件不會(huì)變形[2]。因此,排除了5號(hào)“零件因時(shí)效期變形”與焊接夾具不協(xié)調(diào)的原因。
綜上分析,根據(jù)“5W1H”原則,可以確定6號(hào)末端因素“檢驗(yàn)?zāi)Ec焊接夾具不協(xié)調(diào)”是主要原因。取經(jīng)過(guò)焊接夾具現(xiàn)場(chǎng)成型前后的零件,分別點(diǎn)焊為組件,進(jìn)行機(jī)上比試,如圖3所示。結(jié)果表明,未經(jīng)焊接夾具現(xiàn)場(chǎng)成型的組件比發(fā)動(dòng)機(jī)進(jìn)氣口壁的加強(qiáng)筋右偏20mm,嚴(yán)重超差;經(jīng)過(guò)夾具現(xiàn)場(chǎng)成型的組件無(wú)偏移,可以確定焊接夾具尺寸無(wú)誤,故可推斷造成零件返修的根本原因在于加工零件的檢驗(yàn)?zāi)3叽绮粶?zhǔn)確。
查詢歷史資料,該型直升機(jī)進(jìn)氣道蒙皮零件無(wú)三維產(chǎn)品數(shù)模,模具和夾具的設(shè)計(jì)制造依據(jù)為模線樣板,后續(xù)自下而上根據(jù)進(jìn)氣口裝配尺寸要求,提出進(jìn)氣道蒙皮組件外形設(shè)計(jì)更改,對(duì)應(yīng)的焊接夾具切割線進(jìn)行了返修,但由于成型零件的左右對(duì)稱模具不能用整體組件的外形更改,因此檢驗(yàn)?zāi)Ec焊接夾具不協(xié)調(diào),造成批量零件現(xiàn)場(chǎng)返修。
3 改進(jìn)措施
針對(duì)檢驗(yàn)?zāi)3叽绮粶?zhǔn)確有兩種解決方法,一種方法是測(cè)量記錄焊接夾具水平方向切割線到對(duì)稱軸的距離、弧面外形到底部平面的距離、圓弧半徑等三個(gè)數(shù)值,如圖4所示,然后按照記錄的數(shù)值返修檢驗(yàn)?zāi)#僦匦路爸圃炻溴N模。第二種方法是以焊接夾具現(xiàn)場(chǎng)成型無(wú)誤的零件為樣件,重新設(shè)計(jì)制造檢驗(yàn)?zāi)#匦路爸圃炻溴N模。
3.1 返修檢驗(yàn)?zāi):吐溴N模
由圖4可知,刻度尺無(wú)法在三維空間直接測(cè)量水平方向切割線至對(duì)稱軸的距離,需要測(cè)量?jī)烧哐娱L(zhǎng)線之間的距離,但切割線與軸線不平行,無(wú)法準(zhǔn)確測(cè)量該數(shù)值。同樣,圓弧的圓心無(wú)法準(zhǔn)確找到,半徑測(cè)量值也不精確。即返修檢驗(yàn)?zāi)2粌H難以獲取準(zhǔn)確的尺寸,而且鉛鋅材料落錘模是鑄造成型,無(wú)法在原有基礎(chǔ)上機(jī)械加工更改外形,故返修檢驗(yàn)?zāi)2豢扇 ?/p>
3.2 新制檢驗(yàn)?zāi):吐溴N模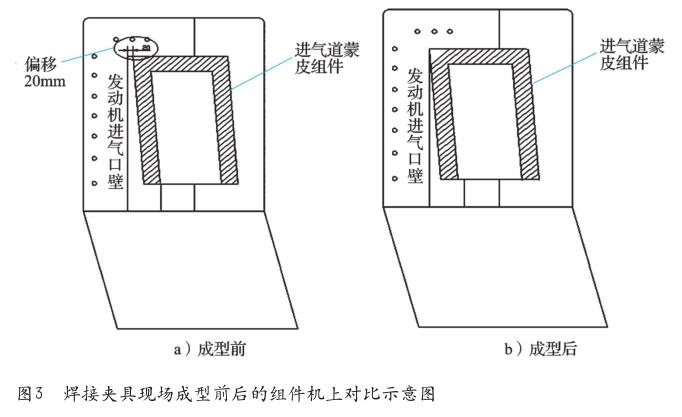
各加工兩件進(jìn)氣道蒙皮試驗(yàn)件,分別編號(hào)為a1、a2和b1、b2。以a1、a2為依據(jù),設(shè)計(jì)制造左右部分的檢驗(yàn)?zāi)#⒘慵1、b2按照新檢驗(yàn)?zāi):蓑?yàn),確認(rèn)模具無(wú)誤。以新的檢驗(yàn)?zāi)橐罁?jù),制造落錘模,流程如圖5所示。根據(jù)鑄造成型特點(diǎn),為了避免模具實(shí)物出現(xiàn)表面氣孔、粘砂、冷隔、縮松等質(zhì)量缺陷,制定規(guī)范,要求對(duì)鉛鋅材料加熱,充分熔融,降低含氣量;型砂中加入煤粉,表面涂防粘砂涂料;提高澆注溫度和澆注速度;設(shè)置冒口,保證澆注量,合理補(bǔ)縮[3]。
4 改進(jìn)效果
統(tǒng)計(jì)改進(jìn)前的18個(gè)批次、106件產(chǎn)品和改進(jìn)后新投產(chǎn)的19件產(chǎn)品的返修情況,分析零件對(duì)比焊接夾具尺寸不一致的主要原因?qū)α慵淮涡越粰z合格率的影響程度,繪制排列圖,如圖6所示。改進(jìn)前,兩種質(zhì)量缺陷頻數(shù)共186次,而四種質(zhì)量缺陷頻數(shù)共205次,累計(jì)占比為90.73%。改進(jìn)后,只有1件需要返修,一次性交檢合格率達(dá)到94.7%,并且兩種主要的質(zhì)量缺陷頻數(shù)的占比僅為33.33%,對(duì)零件的影響程度顯著降低。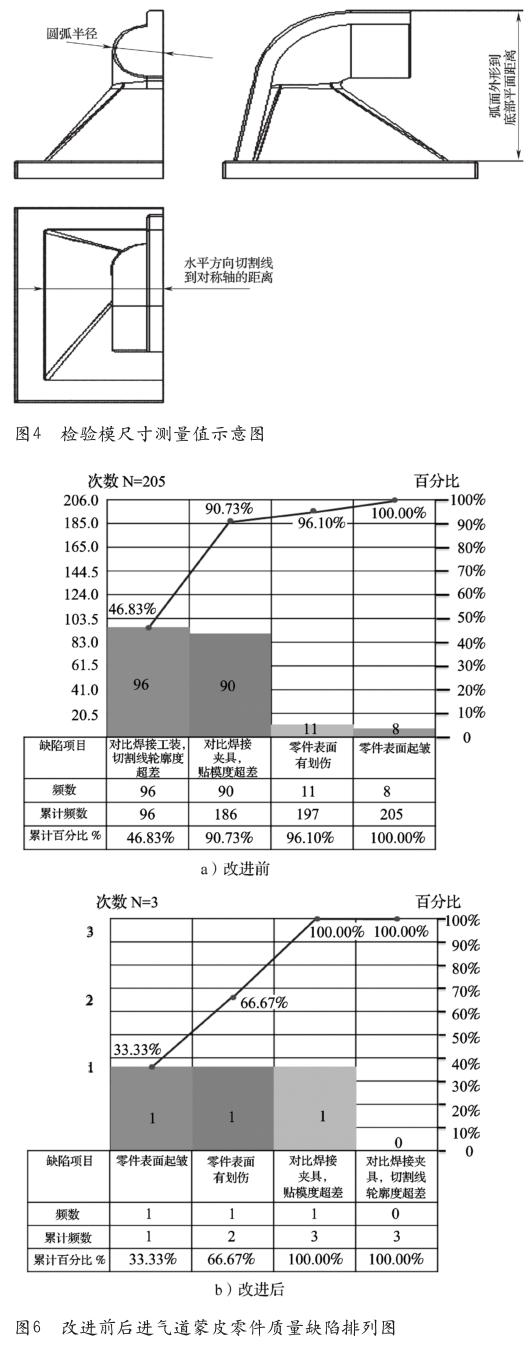
5 結(jié)論
1)加工某型直升機(jī)進(jìn)氣道蒙皮所使用的檢驗(yàn)?zāi)3叽缗c焊接夾具不協(xié)調(diào),通過(guò)機(jī)上比試,確定了焊接夾具尺寸的唯一準(zhǔn)確性,找出了檢驗(yàn)?zāi)3叽缙钍橇慵敌薜闹饕颉?/p>
2)以焊接夾具返修無(wú)誤的樣件為依據(jù),先設(shè)計(jì)制造新檢驗(yàn)?zāi)#勹T造翻制落錘模。通過(guò)新模具加工的進(jìn)氣道蒙皮,不僅對(duì)比焊接夾具切割線輪廓度和貼模度在公差范圍內(nèi),且零件的一次性交檢合格率達(dá)到90%以上,質(zhì)量缺陷對(duì)零件影響明顯降低。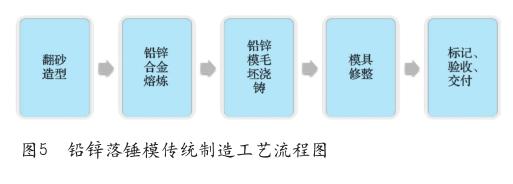
參考文獻(xiàn)
[1]王小娜,韓利戰(zhàn),顧劍鋒.鋁合金時(shí)效析出動(dòng)力學(xué)及強(qiáng)化模型[J].中國(guó)有色金屬學(xué)報(bào),2013,10(23).
[2]于慶波,孫瑩,楊根喜.冷變形鋁合金再結(jié)晶熱效應(yīng)及其機(jī)理[J].材料熱處理學(xué)報(bào),2013,34(9).
[3]鄧建新,邵明.擠壓鑄造成形體系結(jié)構(gòu)研究[J].鑄造技術(shù),2011,32(12).
作者簡(jiǎn)介
王明廷,工程師,主要從事直升機(jī)鈑金零件制造工藝工作。