某型直升機(jī)尾傳動(dòng)軸同軸度超差故障研究
2020-04-12 12:40:11張鈺王翔空
航空維修與工程 2020年12期
關(guān)鍵詞:檢測(cè)
張鈺 王翔空
摘要:從某型直升機(jī)尾傳動(dòng)軸同軸度校準(zhǔn)原理和技術(shù)要求入手,對(duì)修理過(guò)程中出現(xiàn)的尾傳動(dòng)軸同軸度超差故障及形成原因進(jìn)行分析,給出解決方案,并對(duì)排除措施進(jìn)行驗(yàn)證,為修理單位進(jìn)行尾傳動(dòng)軸同軸度調(diào)整和外場(chǎng)維護(hù)提供參考。
關(guān)鍵詞:同軸度;超差;檢測(cè);排故
Keywords:coaxial;out of tolerance;check;troubleshooting
0 引言
國(guó)產(chǎn)某型直升機(jī)自服役以來(lái),用戶(hù)反映在使用和維護(hù)過(guò)程中該型機(jī)主減速器尾軸輸出端、中減速器輸出/輸入端和尾減速器輸入端經(jīng)常出現(xiàn)滑油滲漏現(xiàn)象,給直升機(jī)維護(hù)和保障帶來(lái)較大困難,究其原因是直升機(jī)尾傳動(dòng)軸同軸度超差引起的。尾傳動(dòng)軸同軸度超差易導(dǎo)致減速器密封件在工作過(guò)程中出現(xiàn)偏磨而失效。該型機(jī)目前已經(jīng)進(jìn)入C檢和D檢階段,如何保證尾傳動(dòng)軸同軸度滿(mǎn)足技術(shù)條件要求,降低外場(chǎng)維護(hù)和保障困難,提高該型機(jī)使用的可靠性和安全性,是修理工廠需要重點(diǎn)考慮和解決的課題。本文主要針對(duì)修理過(guò)程中出現(xiàn)的尾傳動(dòng)軸同軸度超差故障現(xiàn)象進(jìn)行分析、驗(yàn)證,并提出解決思路。
1 故障現(xiàn)象
一架該型直升機(jī)在第二次C檢過(guò)程中進(jìn)行尾傳動(dòng)軸同軸度校準(zhǔn)時(shí)發(fā)現(xiàn),中減模擬工裝的中減速器輸入軸線與輸出軸線的實(shí)測(cè)夾角為145°30′,與技術(shù)條件規(guī)定的要求145°±2′相比,超差28′,如圖1所示。
針對(duì)該超差現(xiàn)象,參照設(shè)計(jì)圖紙對(duì)該型直升機(jī)尾梁、斜梁結(jié)構(gòu)尺寸進(jìn)行測(cè)量,發(fā)現(xiàn)尾減速器輸出軸中心線與中機(jī)身地板基準(zhǔn)線的實(shí)測(cè)尺寸為3444mm,與技術(shù)圖樣的規(guī)定尺寸3465mm相比較,超差21mm。判斷是尾梁在直升機(jī)使用過(guò)程中下沉,導(dǎo)致使用中減模擬工裝檢查時(shí)發(fā)現(xiàn)中減輸入軸線與中減輸出軸線夾角超過(guò)規(guī)定要求。因尾梁下沉而導(dǎo)致的中減輸入、輸出軸線角度超差較大,按照設(shè)計(jì)所、制造廠規(guī)定的中減速器調(diào)整安裝方式已無(wú)法滿(mǎn)足修理過(guò)程中尾傳動(dòng)軸同軸度的校準(zhǔn)要求。
2 尾傳動(dòng)軸同軸度校準(zhǔn)原理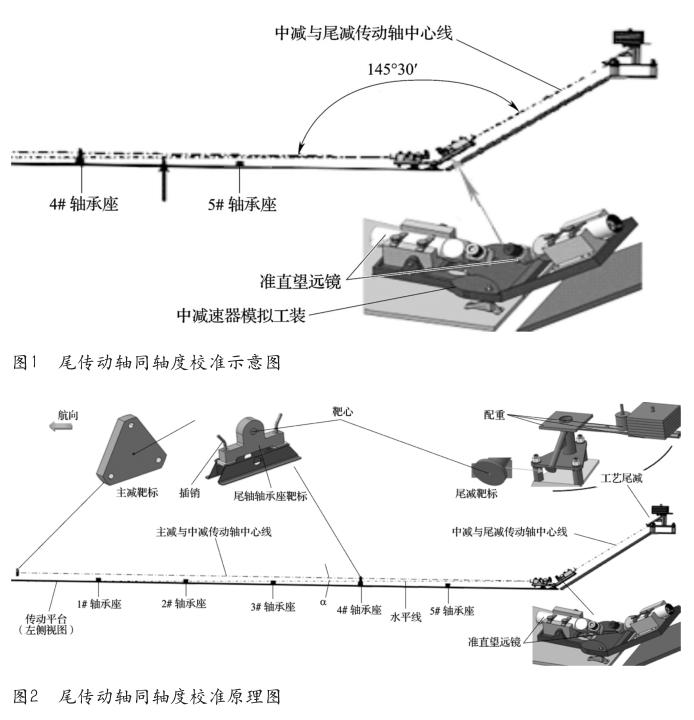
2.1 技術(shù)要求
中減速器作為一個(gè)完整的傳動(dòng)部件連接尾傳動(dòng)軸和尾斜軸,中減速器輸入軸線與輸出軸線夾角是固定的。因此,尾傳動(dòng)軸同軸度校準(zhǔn)時(shí)必須保證中減速器輸入端軸線與輸出端軸線夾角為145°±2′。在此前提下,要求主減速器尾軸輸出端軸線與中減速器輸入端軸線的同軸度不大于1mm,中減速器輸出端軸線與尾減速器輸入端軸線的同軸度不大于1mm;尾傳動(dòng)軸軸承支座傳動(dòng)中心與主減—中減連接軸線的同心度不大于0.5mm,垂直度不大于±10′。
2.2 校準(zhǔn)原理及調(diào)整方法
為實(shí)現(xiàn)尾傳動(dòng)軸同軸度技術(shù)要求,制造廠采用工藝中減、工藝尾減的方式模擬中減、尾減速器,并用以固定準(zhǔn)直望遠(yuǎn)鏡,通過(guò)設(shè)置主減靶標(biāo)、尾減靶標(biāo)和尾軸支座靶標(biāo)的方式檢測(cè)尾軸同軸度。
如圖2所示,以工藝中減兩端的準(zhǔn)直望遠(yuǎn)鏡為觀察點(diǎn),分別觀察主減靶標(biāo)、尾減靶標(biāo)對(duì)準(zhǔn)情況,當(dāng)準(zhǔn)直望遠(yuǎn)鏡中的十字線中心位于主減靶標(biāo)和尾減靶標(biāo)目標(biāo)圓內(nèi)時(shí),則中減速器與主減速器、尾減速器的傳動(dòng)軸中心線同軸;若不同軸,則用增減中減速器安裝支座上調(diào)整墊圈(允許用可剝墊片)厚度的方法,調(diào)整同軸度直至合格。
以主減與中減傳動(dòng)軸中心線為基準(zhǔn),以工藝中減輸入端上的準(zhǔn)直望遠(yuǎn)鏡為觀察點(diǎn),觀察尾軸軸承座靶標(biāo)的對(duì)準(zhǔn)情況。當(dāng)準(zhǔn)直望遠(yuǎn)鏡中的十字線中心位于尾軸軸承座靶標(biāo)目標(biāo)圓內(nèi)時(shí),則各尾軸軸承座傳動(dòng)中心同軸;若不同軸,則通過(guò)修銼尾軸軸承座墊塊厚度及角度的方法,調(diào)整同軸度直至合格。
3 影響尾傳動(dòng)軸同軸度校準(zhǔn)因素分析
影響尾傳動(dòng)軸同軸度校準(zhǔn)的因素包括以下幾個(gè)方面。
1)操作者的技能水平
該機(jī)尾傳動(dòng)軸同軸度校驗(yàn)時(shí)的操作者均具備上崗操作資格,且已連續(xù)校驗(yàn)過(guò)15架機(jī)尾傳動(dòng)軸同軸度狀況。因此,操作者具備該型直升機(jī)尾傳動(dòng)軸同軸度校準(zhǔn)能力,不應(yīng)出現(xiàn)工作上的失誤和差錯(cuò)。同時(shí),該機(jī)的故障現(xiàn)象經(jīng)過(guò)技術(shù)人員的多次驗(yàn)證,為真實(shí)故障。
2)中減模擬工裝的制造精度及安裝方式
中減模擬工裝按修理工廠工裝管理規(guī)定實(shí)行定期校驗(yàn)檢查,且安裝方式完全符合制造廠尾傳動(dòng)軸同軸度校驗(yàn)時(shí)的安裝要求。因此,該因素應(yīng)不是造成尾傳動(dòng)斜軸無(wú)法安裝的因素。
3)同軸度的校準(zhǔn)方式
校準(zhǔn)過(guò)程完全符合該型機(jī)制造廠所規(guī)定的制造工藝的內(nèi)容要求,并已經(jīng)過(guò)15架次機(jī)尾傳動(dòng)軸同軸度校驗(yàn)工藝驗(yàn)證,均未出現(xiàn)明顯的偏差。
4)尾傳動(dòng)軸、減速器等傳動(dòng)部件質(zhì)量
該架機(jī)為第二次C檢,各減速器、傳動(dòng)軸分解后均按設(shè)計(jì)所修理技術(shù)要求進(jìn)行檢查、修理,符合技術(shù)條件要求。
5)機(jī)身結(jié)構(gòu)使用過(guò)程中是否發(fā)生變形
從目前掌握的數(shù)據(jù)和故障狀況分析,引起該故障的原因可能是機(jī)身機(jī)構(gòu)發(fā)生變形后導(dǎo)致尾傳動(dòng)軸同軸度校準(zhǔn)過(guò)程出現(xiàn)超差,即尾梁下沉的同時(shí)尾斜梁相對(duì)主減速器平臺(tái)也出現(xiàn)了下沉。尾減速器中心軸線相對(duì)主減速器平臺(tái)距離減小,在主減平臺(tái)位置相對(duì)未變的情況下,中減速器輸入、輸出軸線測(cè)量夾角相應(yīng)增大。
從以上分析可以得出,該故障的最可能原因是直升機(jī)在使用過(guò)程中機(jī)身結(jié)構(gòu)即尾梁發(fā)生沉降變形而引起的。
4 故障檢查及分析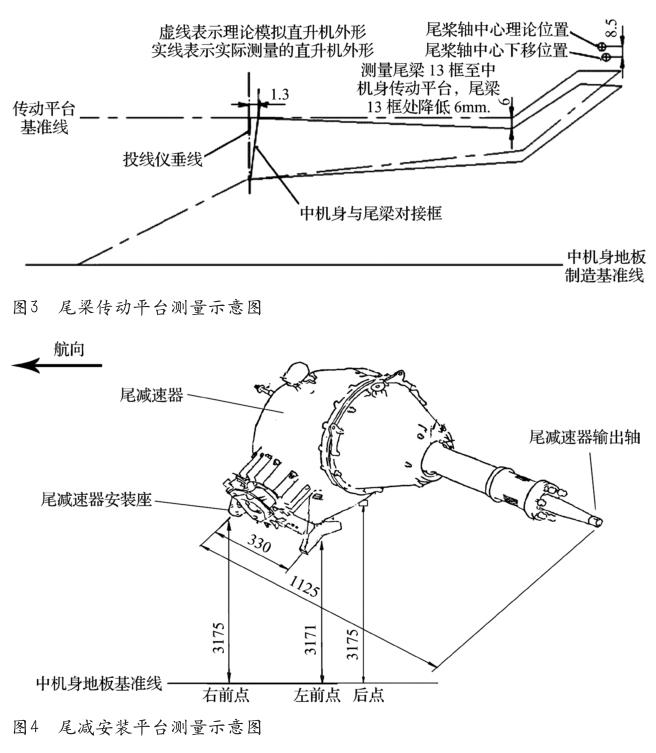
4.1 機(jī)身結(jié)構(gòu)尺寸測(cè)量
按照維護(hù)手冊(cè)進(jìn)行全機(jī)水平測(cè)量,結(jié)果該機(jī)的水平測(cè)量與支撐測(cè)量、起落架位置測(cè)量等數(shù)據(jù)均符合規(guī)定。因懷疑該機(jī)尾梁下沉,故將直升機(jī)調(diào)整為水平狀態(tài),按照理論外形圖對(duì)尾部構(gòu)件的位置尺寸進(jìn)行檢測(cè),主要情況如下。
1)尾梁對(duì)接框底部與中機(jī)身地板基準(zhǔn)線距離的圖樣規(guī)定尺寸為1066mm,實(shí)際測(cè)量尺寸為1066mm。
2)尾槳軸中心線與中機(jī)身地板基準(zhǔn)線距離的圖樣規(guī)定尺寸為3465mm,實(shí)際測(cè)量尺寸為3444mm,相差21mm。
4.2 尾梁三維測(cè)量
對(duì)尾梁進(jìn)行三維掃描獲得實(shí)際模型,根據(jù)尾梁圖樣繪制尾梁理論模型,將兩個(gè)模型進(jìn)行對(duì)比檢測(cè),結(jié)果為:尾梁與機(jī)身對(duì)接框、尾梁與斜梁對(duì)接框的位置尺寸吻合;尾梁表面左右兩側(cè)局部偏差在2.5mm內(nèi),上表面局部偏差最大為3.5mm,下表面局部偏差最大偏差為4mm。
分析尾梁表面尺寸偏差的原因,主要是三維掃描時(shí)對(duì)尾梁上的安裝座、鉚釘、液壓管、鋼索等構(gòu)件均進(jìn)行了掃描,而理論模型卻忽略了這些細(xì)節(jié),因此,可以排除這些干擾因素,說(shuō)明尾梁未發(fā)生整體變形。
4.3 尾梁傳動(dòng)平臺(tái)測(cè)量
將直升機(jī)調(diào)整至水平狀態(tài),使用水平儀檢測(cè)尾梁中減速器安裝平臺(tái),發(fā)現(xiàn)尾梁13框后的斜框處相對(duì)1框下沉6mm。
如圖3所示,以中機(jī)身與尾梁對(duì)接框的底部為基準(zhǔn),用投線儀投一條垂線到中機(jī)身與尾梁對(duì)接框外表面,測(cè)量中機(jī)身與尾梁的對(duì)接框橫截面到投線的距離,發(fā)現(xiàn)尾梁對(duì)接框上部向后偏移約1.3mm,說(shuō)明中機(jī)身與尾梁對(duì)接框不垂直。按照尾梁、斜梁理論外形圖的理論推算,由此導(dǎo)致尾梁13框后的斜框處(中減安裝平臺(tái))相對(duì)1框下移6mm,與實(shí)際測(cè)量數(shù)據(jù)吻合,進(jìn)一步推算,由此導(dǎo)致尾槳軸中心軸線下移約8.5mm。
4.4 尾減安裝平臺(tái)測(cè)量
測(cè)量尾減安裝座與中機(jī)身地板基準(zhǔn)線的距離,如圖4所示。右前點(diǎn)為3175mm,左前點(diǎn)為3171mm,后點(diǎn)為3175mm,說(shuō)明尾減安裝平面向左前方側(cè)傾斜,推算由此導(dǎo)致尾槳軸中心軸線下移約12.5mm。
4.5 測(cè)量結(jié)果分析
1)該機(jī)水平狀態(tài)時(shí),中機(jī)身與尾梁的對(duì)接框截面不垂直,導(dǎo)致尾梁、斜梁整體結(jié)構(gòu)向后傾斜,中減安裝平臺(tái)相對(duì)理論位置下移6mm,尾減安裝平臺(tái)相對(duì)理論位置整體下移8.5mm。
按規(guī)定校準(zhǔn)該機(jī)尾傳動(dòng)軸同軸度的過(guò)程中,通過(guò)調(diào)整中減速器安裝支座調(diào)整墊圈厚度的方式,只墊高了中減安裝位置,沒(méi)有同步墊高尾減安裝位置,由此導(dǎo)致中減輸入/輸出軸線的夾角超差28′。
2)該機(jī)尾減安裝平臺(tái)向左前傾斜,導(dǎo)致尾減輸出軸線下移約12.5mm,與尾減安裝平臺(tái)整體下移8.5mm疊加,共計(jì)21mm,與實(shí)際測(cè)量結(jié)果吻合。
5 修理裝配思路
根據(jù)以上檢查情況,為滿(mǎn)足尾傳動(dòng)軸同軸度校準(zhǔn)要求,初步擬訂修理裝配思路。首先,對(duì)機(jī)身尾梁下沉變形進(jìn)行校正補(bǔ)償;其次,對(duì)中間減速器的安裝狀態(tài)進(jìn)行調(diào)整;最后,對(duì)尾減速器的安裝狀態(tài)進(jìn)行調(diào)整。
1)尾梁安裝調(diào)整
在中機(jī)身與尾梁對(duì)接框面上鉚裝鍥形鋁墊片,提高中機(jī)身與尾梁對(duì)接框處的補(bǔ)償量,保證尾梁安裝后中減速器安裝平臺(tái)處于水平狀態(tài),如圖5所示。
2)中減安裝調(diào)整
通過(guò)調(diào)整中減安裝高度,保證中減輸入軸線與主減尾軸輸出軸線處于同軸以及水平狀態(tài)。
3)尾減安裝調(diào)整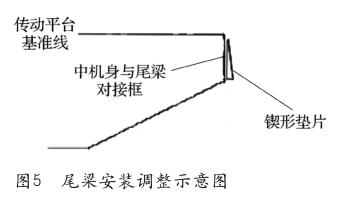
通過(guò)調(diào)整尾減安裝座上的墊片,保證尾槳軸線處于水平位置。
6 思路驗(yàn)證
6.1 調(diào)整尾梁后
在中機(jī)身與尾梁對(duì)接框處安裝鍥形墊片后,將直升機(jī)調(diào)整為水平狀態(tài),檢測(cè)發(fā)現(xiàn):
1)尾梁平臺(tái)接近水平狀態(tài),尾梁下沉狀態(tài)得到校正。
2)尾槳軸軸線中心高度比設(shè)計(jì)圖紙規(guī)定的高度下沉7mm,較首次測(cè)量狀態(tài)的21mm抬升了14mm。
3)在保證中減速器輸入/輸出軸線與主減速器尾軸輸出軸線、尾減速器輸入軸線同軸的情況下,角度超差26′,較首次測(cè)量狀態(tài)超差的28′減小了2′。
4)中減速器前、左、右固定螺樁上的調(diào)整墊圈分別墊高1mm、4mm和3mm,較首次測(cè)量狀態(tài)的3.5mm、7.2mm和6mm分別下降了2.5mm、3.2mm和3mm。
6.2 調(diào)整中減安裝高度后
在中機(jī)身與尾梁對(duì)接框處安裝鍥形墊片(鍥形墊片下部為1.8mm)后,根據(jù)尾軸同軸度校準(zhǔn)情況,判斷降低中減安裝高度可改善超差情況。因此,制作了中減聯(lián)接螺樁工藝件(見(jiàn)圖6),通過(guò)降低h值(圖紙規(guī)定h為7.5mm),使中減速器安裝高度降低。
經(jīng)機(jī)上調(diào)整,發(fā)現(xiàn)當(dāng)前、左、右中減聯(lián)接螺樁工藝件h分別為5.15mm、6.25mm和4.8mm時(shí),尾傳動(dòng)軸同軸度調(diào)整到最佳狀態(tài),夾角角度超差值能控制在8′。
此狀態(tài)下安裝中減速器,發(fā)現(xiàn)中減速器底部與尾梁平臺(tái)蒙皮發(fā)生干涉,對(duì)蒙皮進(jìn)行校形后,可使中減速器底部與尾梁平臺(tái)蒙皮之間的間隙控制在0.5mm左右。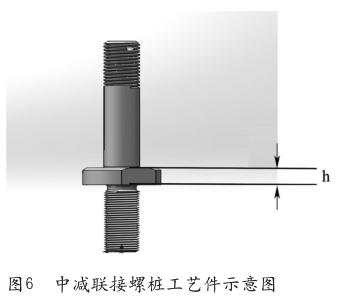
6.3 調(diào)整尾減安裝高度后
在上述狀態(tài)下,根據(jù)尾軸同軸度校準(zhǔn)情況,判斷抬高尾減安裝高度可進(jìn)一步改善超差情況。因此,制作2mm厚的錐形墊圈(見(jiàn)圖7),通過(guò)在三處尾減速器安裝點(diǎn)增加錐形墊圈的方式,抬升尾減速器安裝高度。
7 結(jié)論
按上述方式對(duì)尾傳動(dòng)軸同軸度進(jìn)行調(diào)整,可以消除直升機(jī)因此長(zhǎng)時(shí)間飛行導(dǎo)致機(jī)體變形而引起的同軸度超差情況,適合于直升機(jī)返廠修理時(shí)機(jī)體發(fā)生變形的具體情況的調(diào)整。該調(diào)整方式有別于制造廠直升機(jī)制造狀態(tài)的同軸度調(diào)整方式,充分考慮了直升機(jī)的制造狀況和使用后的修理狀況,徹底消除了直升機(jī)修理過(guò)程中因尾傳動(dòng)軸同軸度不合格而引起的各減速器輸入/輸出軸處滑油滲漏現(xiàn)象。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
