航空發動機AHB封嚴涂層高壓水射流綠色去除技術研究
2020-04-12 03:03:44李俊辰郭雙全馮云彪謝京張川
航空維修與工程 2020年10期
李俊辰 郭雙全 馮云彪 謝京 張川
摘要:采用DOE試驗方法,研究了高壓水射流法去除AHB封嚴涂層過程中噴射距離、掃描速度、噴射角度、噴射壓力等工藝參數對涂層去除效果及基體損傷的影響,經過工藝參數優化后修復的零件在航空發動機綠色維修領域獲得了批量應用。
關鍵詞:航空發動機;AHB封嚴涂層;高壓水射流;去除
Keywords:aero-engine;AHB sealing coating;high pressure water jet;removal
0 引言
航空發動機維修中,目前對AHB封嚴涂層的去除主要采用手動噴砂法和化學浸泡法。其中,手動噴砂法工藝可控性較差,噴砂過程中會產生大量粉塵,勞動條件較差,不符合綠色維修要求;該方法還不適用于含有梳齒結構零件的涂層去除,較薄的梳齒在砂粒的撞擊下容易損傷、減薄,容易降低涂層與基體的結合強度。而采用化學法去除涂層時,由于保護不易或化學浸泡時間不易掌控,可能導致零件的過腐蝕或晶間腐蝕,產生的廢液還含有毒、有害或重金屬等物質,處理較為困難,容易污染環境。
高壓水射流技術是20世紀70年代發展起來的一種新興技術[1-2],目前國外的一些航空公司已將其用于涂層的去除中,但國內在此領域還是空白。因此,有必要開展高壓水射流去除AHB封嚴涂層的工藝研究,以增加涂層去除過程的可控性,減少對篦齒的損傷,節約修理成本,實現綠色維修,同時也為將該項技術運用于其他類型涂層的去除奠定基礎。
1 試驗方法及設備
高壓水射流清洗設備為成都航利公司通過軍民融合項目自主研發的設備,由射流噴嘴、機械手、壓力泵和隔音房組成。通過Mintab軟件進行試驗參數設計,研究高壓水射流去除AHB封嚴涂層過程中噴射距離、掃描速度、噴射角度、噴射壓力等工藝參數對涂層去除效果及基體損傷的影響,以建立涂層去除效果與工藝參數之間的響應關系。采用激光共聚焦掃描顯微鏡對基體材料的損傷量進行評定和測量。
2 結果與分析
2.1 未涂覆涂層時高壓水射流直接作用于基體的損傷評估
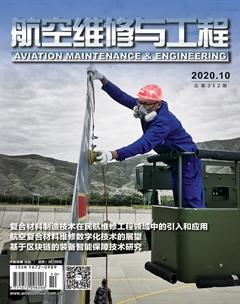
通過正交試驗設計軟件設計了表1所示的參數,利用表1的參數對基體材料的損傷情況進行評估。圖1是基體材料損傷測試原理圖。從圖2可以看出,基體損傷量均隨壓力和循環次數的增加而增加,隨線速度的增加而減小,在一定范圍內,增加噴射距離會加大基體損傷。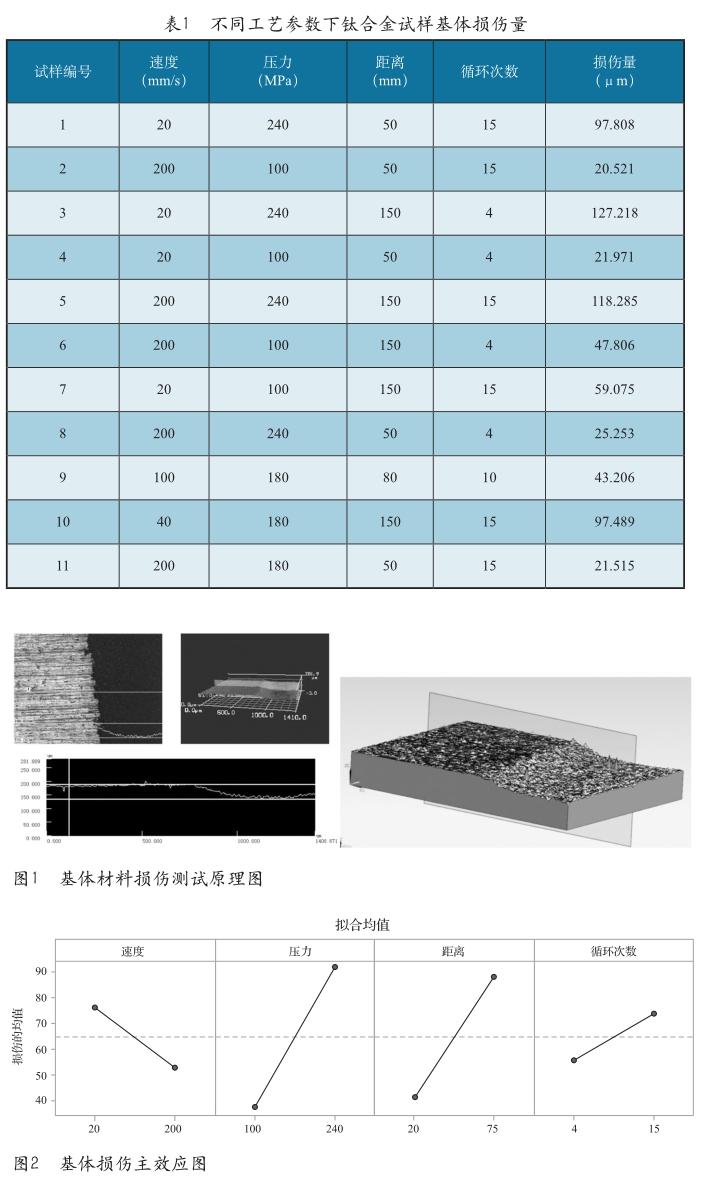
2.2 涂層去除效果評估及工藝參數優化
由圖2可知,壓力越大基體損傷越大,因此在保證涂層能去除的情況下,選擇的壓力應越低越好。同時,增加線掃描速度不僅可以提高涂層去除效率,還能降低基體損傷。在壓力、線掃描速度以及噴射距離一定的情況下,循環次數越少,基體損傷越小,涂層去除時間越快。在本試驗所研究的距離范圍內,噴射距離與基體損傷量表現出正相關關系。這是因為高壓水從細小的噴嘴噴出后,需經過一定的加速段才能達到最大能量,但其影響較前面三個參數小(由柏拉圖得知)。為此,本試驗將噴射距離設定在120±5mm之間(在研究的距離范圍內,其能量最大)。
基于以上分析結果,本試驗采用表2所示的工藝參數,利用高壓水射流去除帶AHB涂層的試樣(試樣上涂層厚度為3.0mm),研究不同參數下涂層的去除效果。從表2的結果可知,在壓力為120~130MPa,掃描速度為900~1200mm/s,循環次數2~5次的范圍內,涂層均可以得到去除(圖3是對應的部分試樣照片)。
2.3 涂層去除效果驗證
采用以上確定的參數對實際零件上的AHB涂層進行去除,效果如圖4所示。可以看出,在該參數范圍內,零件的AHB涂層均得到了有效去除。采用該方法的去除過程可自動控制,降低了人工成本,實現了綠色維修。目前,高壓水射流去除AHB封嚴涂層技術已經在成都航利公司實現了批量化應用。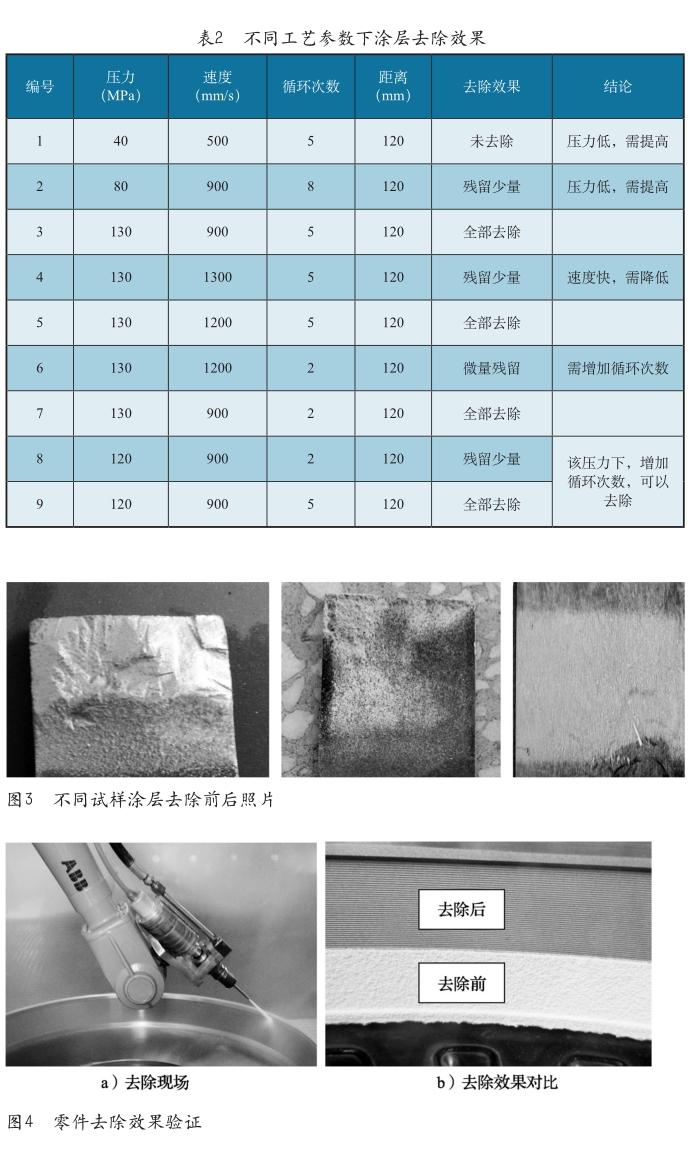
3 結論
1)測試結果表明,高壓水直接噴射未涂覆AHB涂層零件的基體損傷量隨壓力和循環次數的增加而增加,隨線速度的增加而減小,在一定范圍內噴射距離的增加會加重基體損傷,但其不是主要影響因素。
2)通過AHB涂層去除試驗獲得的較優工藝參數范圍是:壓力120~130MPa,噴射距離120±5mm,高壓水掃描線速度900~1200mm/s。在獲取的涂層去除工藝參數范圍內,基體材料不會發生損傷,同時零件的篦齒也不會發生損傷。
參考文獻
[1]曲威. 高壓水射流清洗技術運用[J]. 化工技術與開發. 2012,41(8): 1-4.
[2]王磊,王旭永. 高壓水射流去毛刺技術的特征及應用[J]. 機械制造,2001(7).