一種新型電弧噴涂氣缸套的工業(yè)化應用及質(zhì)量檢測方法
2020-04-10 06:52:28趙久長
汽車實用技術(shù) 2020年5期
關(guān)鍵詞:發(fā)動機
趙久長


摘 要:近年來,隨著全球變暖問題日趨嚴重,各大汽車制造商正在采用各類技術(shù)減少發(fā)動機油耗及尾氣排放。作為減少發(fā)動機重量、增強發(fā)動機缸體內(nèi)壁耐磨性能、減少摩擦力的新技術(shù),氣缸套熱噴涂沉積技術(shù)成為了節(jié)能減排的重要技術(shù)手段。文章首先介紹了氣缸套熱噴涂技術(shù)的原理、加工工序以及幾種常用的熱噴涂沉積技術(shù),而后引出了對一種新型電弧噴涂氣缸套的工業(yè)化應用的介紹,進而重點闡述了某品牌汽車發(fā)動機制造廠商技術(shù)人員對新型電弧噴涂氣缸套的質(zhì)量檢測方法。
關(guān)鍵詞:發(fā)動機;氣缸套;熱噴涂;電弧噴涂
中圖分類號:U671.91+8 ?文獻標識碼:B ?文章編號:1671-7988(2020)05-197-05
Abstract: In recent years, with the global warming problem becoming more and more serious, some major automobile manufacturers are using various technologies to reduce engine fuel consumption and exhaust emissions. As a new technology to reduce the engine weight and enhance the wear resistance of the inner wall of the engine block and reduce the friction, the cylinder liner thermal spray deposition technology has become an important technology to save energy and reduce emission. This thesis firstly introduces the principle, procedure and several commonly used thermal spray deposition technologies of cylinder liner, then introduces the industrial application of a new type of electric arc spray cylinder liner, and then focuses on the quality inspection method of a brand of automobile engine manufacturer's technicians for the new type of electric arc spray cylinder liner.
緒論
近年來,隨著全球變暖問題日益嚴重,各國政府對汽車尾氣排放的標準越發(fā)嚴格,各大汽車制造商采用各類技術(shù)來減少汽車發(fā)動機的油耗及尾氣排放。常見的方案有減輕車身重量、使用混合動力或電力車輛、減少發(fā)動機部件間的摩擦等等。其中,汽車設(shè)計輕量化,減輕發(fā)動機機體重量是減少油耗和尾氣排放的有效途徑之一。研究數(shù)據(jù)表明,燃油消耗的能量約60%用于克服車身自重,車身重量每減少100kg,每百公里油耗即可減少0.3~0.6L[1]。燃油消耗每減少1L,CO2排放量可減少2.45kg[2]。
作為發(fā)動機零部件中最重的零件,氣缸約占發(fā)動機總質(zhì)量的20%~32%。最初的鑄鐵氣缸重量較重,而鋁硅合金材料氣缸的耐磨性較差,容易導致氣缸內(nèi)壁磨損失效[3]。因此,技術(shù)人員采用了在鋁硅合金缸體內(nèi)鑲嵌鑄鐵缸套以提高耐磨性的解決方式。然而,由于鑄鐵缸套導熱性差,并且膨脹系數(shù)與鋁硅合金不同,在工作時缸套會因為受熱不均發(fā)生變形,所以這種方式仍不夠理想。近年來,在氣缸內(nèi)噴涂耐磨涂層來替代鑄鐵缸套成為了實現(xiàn)汽車輕量化的一條重要途徑。涂層具有耐磨和減少摩擦力的特點,同時導熱性與穩(wěn)定性也更好,不僅可以減輕發(fā)動機重量,更能提高發(fā)動機燃油效率。
本文首先介紹了發(fā)動機熱噴涂氣缸套的工作原理、前處理與后處理等加工工序,以及四種常見的熱噴涂沉積技術(shù);進而引出對新型電弧噴涂氣缸套工業(yè)化應用的討論,包括新型電弧噴涂氣缸套的加工工序、前處理與后處理特點等;同時介紹了某汽車制造企業(yè)所創(chuàng)建、采用的新型電弧噴涂氣缸套質(zhì)量檢測法。
1 汽車發(fā)動機熱噴涂氣缸套機理研究
1.1 汽車發(fā)動機氣缸套熱噴涂原理
熱噴涂是利用熱源將噴涂材料加熱至熔融或半熔融狀態(tài),然后借助霧化氣流將熔滴霧化,并以一定速度噴射到工件表面的技術(shù)。它在不改變基體本身性能的情況下,使其表面具有耐磨、耐熱和耐腐蝕等多種性能。
1.2 氣缸套噴涂前處理
氣缸套噴涂前處理的工序如圖1所示。首先,通過鏜孔、鉆孔或珩磨等方式將氣缸孔直徑擴大,以容納涂層空間。預處理方式分凈化和粗化兩類[4]。凈化即使用清洗的方式去除基體表面的油污及氧化物,由于表面清潔度對涂層與基體的結(jié)合強度有重要影響,因此必須保證基體表面的清潔。粗化即改善基體表面粗糙度以增強涂層和基體之間的結(jié)合強度。目前,粗化處理的方式主要包括高壓水流處理技術(shù)、噴砂處理技術(shù)[5]、機械粗加工技術(shù)[6]、激光表面前處理[7]等。
1.3 氣缸套內(nèi)壁涂層的熱噴涂沉積技術(shù)
氣缸套內(nèi)壁涂層的熱噴涂沉積技術(shù)主要可分為超音速火焰噴涂技術(shù)[8]、電弧噴涂技術(shù)[9]、大氣等離子噴涂技術(shù)和等離子轉(zhuǎn)移弧線材噴涂技術(shù)[10]。
1.3.1 超音速火焰噴涂技術(shù)
超音速火焰噴涂技術(shù),即通過將粉末、絲材送入到超音速的高溫焰流進行加熱融化,然后將其噴射到基材上形成涂層的技術(shù)。由于超音速火焰噴涂粒子溫度較低,在空氣中運動速度較快,該類涂層具有較低的空隙率,同時具有高結(jié)合強度[11]。超音速火焰噴射技術(shù)的應用范圍較為廣泛,能夠噴涂在多種硬材質(zhì)的合金材料表面。
1.3.2 電弧噴涂技術(shù)
電弧噴涂技術(shù),即利用兩根連續(xù)送進的金屬絲之前的電弧來融化金屬,并利用高速氣流將融化的金屬進行霧化處理,最后噴射到基材的表層形成涂層的技術(shù)。電弧噴涂技術(shù)具有操作簡便、涂層性能高、工作效率高以及成本低廉等優(yōu)勢。現(xiàn)階段,我國相關(guān)領(lǐng)域的學者對汽車氣缸內(nèi)壁涂層的研究已經(jīng)逐漸深入,并發(fā)表了很多相關(guān)方面的學術(shù)論述[12]。
1.3.3 大氣離子噴涂技術(shù)
大氣離子噴涂技術(shù),是利用放電原理產(chǎn)生熱等離子,將噴涂材料進行融化,再噴射到汽車氣缸內(nèi)壁形成涂層的技術(shù)。該工藝適合熔點較高的粉末材料,工業(yè)生產(chǎn)中常見的材料主要有陶瓷材料、復合材料等。目前,以大氣離子噴涂設(shè)備為主要手段,對汽車氣缸內(nèi)壁進行噴涂的作業(yè)方式在很多企業(yè)中被使用[12]。
1.3.4 等離子轉(zhuǎn)移弧線材噴涂技術(shù)
等離子轉(zhuǎn)移弧的鎢級接負極而工件接正極,與之相反,非轉(zhuǎn)移型等離子弧的鎢級接負極而噴嘴接正極。因此,等離子轉(zhuǎn)移弧使等離子弧在鎢級和工件之間產(chǎn)生。在加工時,要先用噴嘴接正極以產(chǎn)生等離子弧,然后工件接正極進行引弧。等離子轉(zhuǎn)移弧線材噴涂工藝可以噴涂幾乎所有材質(zhì)的實芯或藥芯焊絲,但是對材料有一定要求,所噴涂的焊絲材料必須導電[12]。
1.4 氣缸套內(nèi)壁涂層的后處理
后處理對氣缸內(nèi)壁涂層的性能影響至關(guān)重要。通常采用金剛石砂條對涂層進行珩磨以形成微觀支撐平臺和珩磨網(wǎng)紋夾角,它們是保證良好潤滑的關(guān)鍵。涂層珩磨后推薦的粗糙度值如表1[13]所示。
2 新型電弧噴涂氣缸套的工業(yè)化應用
發(fā)動機新型電弧噴涂氣缸套,是一種結(jié)合了發(fā)動機缸體內(nèi)壁鎖鏈狀預處理技術(shù)、發(fā)動機氣缸套電弧熱噴涂沉積技術(shù)、涂層階梯式后處理技術(shù)的新型電弧噴涂氣缸套。下面本文將介紹它的加工工序、特點及在工業(yè)化應用中的質(zhì)量檢測法。
2.1 發(fā)動機新型電弧噴涂氣缸套的加工工序
發(fā)動機新型電弧噴涂氣缸套的加工工序簡圖如圖2所示。與傳統(tǒng)電弧熱噴涂氣缸套相似,須經(jīng)過氣缸套噴涂前處理,氣缸套熱噴涂沉積與氣缸套內(nèi)壁涂層后處理三大工序。下面將詳細介紹新型電弧噴涂氣缸套工業(yè)化應用中的三大工序及新技術(shù)。
2.1.1 新型電弧噴涂氣缸套噴涂前處理
與傳統(tǒng)氣缸套熱噴涂前處理常采用的鏜孔、鉆孔和珩磨不同,新型電弧熱噴涂氣缸套噴涂前處理工藝要求對缸體內(nèi)壁進行粗化處理,即在缸體內(nèi)壁上預加工出鎖鏈狀凹凸不平的結(jié)構(gòu),如圖3所示。
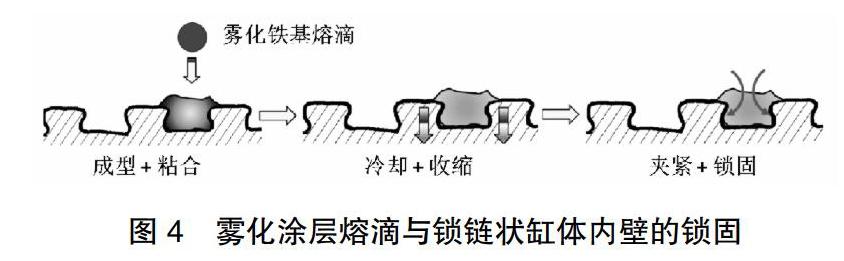
在缸體內(nèi)壁預加工鎖鏈狀結(jié)構(gòu)的優(yōu)勢有兩點。首先,鎖鏈狀缸體內(nèi)壁結(jié)構(gòu)增加了缸體內(nèi)壁表面與霧化涂料熔滴的接觸面積,使二者可以更徹底地互相滲透,降低涂層的失效風險。第二,霧化熔滴在缸體內(nèi)壁表面需要經(jīng)歷成型、粘合、冷卻的過程,霧化熔滴和缸體在冷卻時會發(fā)生收縮,而缸體內(nèi)壁的鎖鏈狀結(jié)構(gòu)可以使二者冷卻收縮產(chǎn)生的應力方向與涂層剝離的方向相反,因此缸體內(nèi)壁的鎖鏈狀結(jié)構(gòu)也可以降低涂層剝離失效的風險,如圖4所示。
2.1.2 新型電弧噴涂氣缸套熱噴涂沉積
電弧噴涂技術(shù)具有電弧噴涂技術(shù)具有操作簡便、涂層性能高、工作效率高以及成本低廉等優(yōu)勢,非常適合工業(yè)化大規(guī)模生產(chǎn)。新型電弧噴涂氣缸套熱噴涂沉積就是采用了電弧噴涂技術(shù)。新型電弧噴涂氣缸套電弧噴涂部分的工藝簡圖見圖5。一般來說,線材輸送速度為5~10m/min,使用的涂層材料為鐵基材料,采用惰性氣體(如氮氣)對材料進行霧化噴射,噴射速度為60~80m/s,材料溫度2000℃左右。
2.1.3 新型電弧噴涂氣缸套內(nèi)壁涂層后處理
熱噴涂沉積后的氣缸套需要進行后處理以保證氣缸體內(nèi)壁的粗糙度和氣缸套涂層厚度。在工業(yè)化大規(guī)模生產(chǎn)中,氣缸套后處理需采用涂層階梯式后處理方式。
涂層階梯式后處理,即對經(jīng)過熱噴涂沉積的氣缸套進行粗鏜和精磨加工,形成粗糙度和涂層厚度均符合標準的氣缸套。圖6為涂層階梯式后處理的工序簡圖。
2.2 發(fā)動機新型電弧噴涂氣缸套的特點
傳統(tǒng)灰鑄鐵缸套厚度約為4-5mm,而本氣缸套涂層厚度約為100μm,氣缸套厚度減少了90%以上。如圖7所示。這極大地減少了缸套重量,也可以得到更小的缸體體積。同時,氣缸套擁有更高的潤滑油滯留量和更小的內(nèi)壁摩擦力。由于氣缸套的耐磨性能、耐腐蝕性能更佳,采用新型電弧噴涂氣缸套的發(fā)動機擁有更長的壽命。
一般來說,在工業(yè)生產(chǎn)中判斷發(fā)動機新型電弧噴涂氣缸套涂層噴涂質(zhì)量的重要標準是涂層對缸體內(nèi)壁的黏著力。
2.3 某品牌發(fā)動機新型電弧噴涂氣缸套的質(zhì)量檢測法
由于工藝相對復雜,加工技術(shù)要求較高,自新型電弧噴涂氣缸套誕生以來,它的質(zhì)量檢測方法一直是各大發(fā)動機缸體供應商及整車主機廠的重要研究課題。影響噴涂涂層質(zhì)量的最重要因素是涂層對缸體內(nèi)壁的附著力,因此測量涂層對缸體內(nèi)壁的附著力成為發(fā)動機氣缸套序列化生產(chǎn)中重要的質(zhì)量檢測手段。這里簡單介紹一種某品牌研究使用的氣缸套涂層對缸體內(nèi)壁附著力的檢測方法。
根據(jù)設(shè)計要求,涂層與發(fā)動機缸體內(nèi)壁附著力為大于等于20MPa。由于噴涂過程為旋轉(zhuǎn)噴涂,考慮噴涂前缸體毛坯可能存在的細微縮孔、裂紋,需要對涂層附著力進行多個角度的檢測。因此,將附著力檢測角度定位0度、90度、180度及270度。同時由于缸體構(gòu)造原因?qū)е峦桓淄膊煌疃认碌谋诤瘛⑸嵝阅懿煌瑢⒏街z測位置定義5個,分別位于缸筒深度的10mm、40mm、70mm、100mm和130mm處。
涂層附著力檢測的原理是將沖頭用膠固定在涂層表面,然后測量并記錄下粘連了涂層的沖頭被檢測設(shè)備拉脫時的拉脫力,并將其與標準值進行對比,判斷涂層附著力是否合格。噴頭圖片如圖所示,具體操作步驟如下。
為了確保涂層上殘留的油污被充分去除,在檢測開始前需對缸體進行180℃下時長1.5小時的高溫烘烤。
為了確保沖頭與涂層充分結(jié)合,需要對涂層先進性粗化處理。具體方法為使用帶有刻度(缸筒深度的10mm、40mm、70mm、100mm和130mm處)的噴砂槍對涂層表面進行噴砂,使涂層粗化,如圖所示。
將裝有帶膠沖頭的工裝移至平行于涂層表面的位置,避免沖頭接觸到涂層表面。然后將沖頭貼合至涂層表面。一旦完成貼合后,須避免移動工裝。將工裝上可移動的把手卸下,隨后從手壓緊工裝。
為了使膠料完全硬化,需對粘有沖頭的缸體進行烘烤硬化處理。將粘有沖頭的缸體放入烘烤爐進行180℃下時長2小時的高溫烘烤。完成烘烤后,待烘烤爐溫度降至65℃以下,重新安裝工裝的把手,將工裝取下。
使用電扳手對沖頭周圍的涂層表面進行切割,保持垂直以免破壞沖頭所粘連的涂層表面。同時,切割深度需至缸體的鋁合金內(nèi)壁。如圖所示。
測量過程需要用到黏著力測力儀,如圖所示。測力儀由測頭、箱體兩部分組成,箱體上有控制測力壓力的旁通閥,數(shù)字化讀數(shù)表,控制拉力大小的拉伸率等級旋鈕,測試啟停按鈕以及主開關(guān)。
測試開始前,需選擇規(guī)格匹配的測力儀測頭,并準備好與測頭匹配的夾爪以及與缸體內(nèi)壁尺寸匹配的工裝,如圖所示。測頭上帶有四根支撐柱,支撐柱會在測力時以規(guī)定的力彈出,將涂層粘下。
測試時,將測力儀固定于沖頭上,在旁通閥開啟時將支撐柱壓緊,然后關(guān)閉旁通閥。將測力儀置于待測沖頭上,將拉伸率等級設(shè)置為8級。按下箱體上的開始按鈕,觀察到?jīng)_頭連同測頭一起被支撐柱頂下時,按下停止按鈕,然后進行讀數(shù)。記錄讀書后,需目視檢查沖頭帶膠面狀態(tài),判斷膠水是否生效。如圖所示,如果帶膠面出現(xiàn)如左圖所示波紋狀痕跡,則涂層被完整粘下,試驗成功;如果出現(xiàn)如右圖所示端面,則膠水失效,需重新試驗。
收集使用過后的沖頭,對其進行300℃下時長2小時的高溫烘烤,可以使膠水性狀發(fā)生改變。對烘烤后的沖頭進行噴砂處理,即可清除膠水及脫落的涂層。
試驗完成后,通過對比不同角度(0度、90度、180度及270度處)及不同缸筒深度下(10mm、40mm、70mm、100mm和130mm處)測得的黏著力大小,即可判斷熱噴涂沉積的涂層表面質(zhì)量。本方法操作簡便,成本低廉,操作員的培訓流程較短,因此適合在工業(yè)化生產(chǎn)中作為日常質(zhì)量判斷手段使用。
3 結(jié)論
為了應對全球變暖問題,各大汽車制造商正在開發(fā)各類技術(shù)來減少汽車發(fā)動機的油耗和尾氣排放。汽車設(shè)計輕量化、減輕發(fā)動機機體重量是減少油耗和尾氣排放的有效途徑之一。
氣缸套是發(fā)動機零部件中最重的零件,鑄鐵氣缸重量較重,而鋁硅合金材料氣缸的耐磨性較差,在鋁硅合金缸體內(nèi)鑲嵌鑄鐵缸套又會導致缸套受熱不均發(fā)生變形。近年來,在氣缸內(nèi)噴涂耐磨涂層來替代鑄鐵缸套成為了實現(xiàn)汽車輕量化的一條重要途徑。涂層具有耐磨和減少摩擦力的特點,同時導熱性與穩(wěn)定性也更好,不僅可以減輕發(fā)動機重量,更能提高發(fā)動機燃油效率。
本文首先介紹了發(fā)動機熱噴涂氣缸套的工作原理、前處理與后處理等加工工序,以及四種常見的熱噴涂沉積技術(shù);進而引出對新型電弧噴涂氣缸套工業(yè)化應用的討論。隨后本文重點討論了新型電弧噴涂氣缸套的加工工序、前處理與后處理特點;并介紹了某汽車制造企業(yè)所創(chuàng)建和采用的新型電弧噴涂氣缸套質(zhì)量檢測法。
參考文獻
[1] 蔡其剛.鋁合金在汽車車體上的應用現(xiàn)狀及發(fā)展趨勢探討[J].輕工科技, 2009, 12(1): 28-29.
[2] 王智文.汽車輕量化技術(shù)發(fā)展現(xiàn)狀初探[J].汽車工藝與材料,2009 (2): 1-5.
[3] 魏秋蘭,邢亞哲.汽車發(fā)動機氣缸熱噴涂涂層的現(xiàn)狀與發(fā)展[J].車用發(fā)動機, 2012(5): 1-4.
[4] 李輝,栗卓新,魏琪.熱噴涂中表面預處理的技術(shù)現(xiàn)狀與發(fā)展[J].熱噴涂技術(shù), 2009, 1(2): 16-18.
[5] 楊震曉,劉敏,鄧春明,等.熱噴涂基體表面前處理技術(shù)的研究進展[J].中國表面工程, 2012, 25(2):8-14.
[6] HOFFMEISTER H W, SCHNELL C.Mechanical Roughing of Cylinder Liner Bores in Light Metal Crankcases [J].Production Engineering Research Development, 2008, 35(2): 365-370.
[7] COSTIL S, BELFORT F, POIRIER D, et al. Effects of Combined Laser Pre-treatments with Cold Spraying of Ti and Ti-6Al-4V [C]//International Thermal Spray Conference & Exposition. Ham -burg:[s.n.], 2011: 1409-1414.
[8] 李長久.超音速火焰噴涂及涂層性能簡介[J].表面工程,1996(4): 29-33.
[9] 白金元,徐濱士,許一,等.自動化電弧噴涂技術(shù)的研究應用現(xiàn)狀[J].中國表面工程, 2006, 19(5): 267-270.
[10] 楊洪偉,欒偉玲,涂善東.等離子噴涂技術(shù)的新進展[J].表面技術(shù), 2005, 34(6): 7-10.
[11] 郗宏勛,寧建華,海爭平.汽車發(fā)動機缸體的表面改性行為研究[J].鑄造技術(shù),2016,19(8):1632-1635.
[12] 劉黎明,肖金坤,徐海峰,葛慶,張超.熱噴涂汽車發(fā)動機氣缸內(nèi)壁涂層的研究進展[J].表面技術(shù),2017,46(2): 68-76.
[13] ERNST P.保護氣缸套工作表面的SUMEBore涂層解決方案[J].國外內(nèi)燃機, 2013(6): 58-62.
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
汽車維修與保養(yǎng)(2020年11期)2020-06-09 05:42:06
民用飛機設(shè)計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
