JT-4和JT-1G載硫型催化劑在制氫裝置的應用
2020-04-07 17:42:17張誠王寶成張宸豪
當代化工 2020年3期
關鍵詞:催化劑
張誠 王寶成 張宸豪
摘 ?????要: 使用載硫型催化劑,開工現場不需要準備硫化劑,不用注硫泵等注硫設施,載硫型催化劑裝填完畢后,只需按要求活化即可,縮短了開工周期,降低了安全風險。載硫型催化劑堆密度高于氧化態催化劑,保證了反應深度。目前各催化劑活性高,效果明顯,產品質量合格,滿足生產需要。同時利用原料中烯烴含量提高催化劑活化時床層溫度有一定效果,為同類生產裝置遇到類似問題提供了參考。
關 ?鍵 ?詞:制氫;載硫;催化劑;烯烴飽和
中圖分類號:TE 624??????文獻標識碼:?A ??????文章編號: 1671-0460(2020)03-0708-05
Application of JT-4 and JT-1G Sulfur-supported
Catalysts in Hydrogen Production Unit
???ZHANG Cheng1, WANG Bao-cheng2, ZHANG Chen-hao2
(1.?PetroChina Yumen?Oil Field Refinery?and Chemical General Plant, Gansu?Yumen?735200, China;
2.?PetroChina Fushun Petrochemical Company, Liaoning Fushun 113001, China)
Abstract:?With sulfur-bearing catalyst, vulcanizing agent and sulfur injection facilities are not needed in the startup of hydrogen production unit. After filling sulfur-bearing catalyst, the catalyst only needs to be activated as required, thus shortening the construction period and reducing the safety risk. The density of sulfur-bearing catalyst is higher than that of oxidized catalyst, which ensures the reaction depth. At present, the activity of catalyst is high, the effect is obvious, the product quality is qualified and meets the production needs. At the same time, using the olefin content in the raw material to increase the bed temperature when the catalyst is activated has a certain effect, which provides reference for similar production equipment to encounter similar problems.
Key words: hydrogen production; sulfur-bearing;?catalyst;?olefin saturation
玉門煉油化工總廠20 000 Nm3/h制氫裝置,采用傳統的蒸汽轉化法制氫工藝,采用變壓吸附(PSA)凈化工藝提純氫氣,制氫原料以煉廠混合干氣為主,液態丙烷為輔,產品為99.9%高純度氫氣。玉門煉廠混合干氣中含有5%左右的烯烴,如果烯烴不經過處理,不能滿足后續轉化催化劑對原料的使用要求,將會引起轉化催化劑結焦失活(轉化催化劑要求原料中烯烴摩爾百分比不超過1%),造成轉化爐管形成熱帶、花斑和紅管,甚至引起裝置非計劃停工。如果直接進行加氫脫硫反應,則又會因劇烈反應放出大量的反應熱使床層飛溫(烯烴含量每增加1%,加氫反應器床層溫度升高約23 ℃)[1],其次,混合干氣中含有少量硫化氫和其他有機硫化合物,而轉化催化劑要求原料中的總硫含量不超過0.2 μg/g[2],因此必須對混合干氣進行預處理以滿足轉化催化劑對原料的要求,否則會造成催化劑中毒,影響裝置長周期運行。
該裝置于2014年10月投產,2014年及2016年變溫反應器、加氫反應器所用催化劑均為氧化態,開工時需要在氮氣、氫氣條件下循環升溫后在系統中注入硫化劑進行硫化,開工時間較長,硫化時因系統中含高濃度硫化氫,且在加注硫化劑時對人體也存在傷害,增加了開工風險。2019年檢修期間,將原氧化態催化劑更換為載硫型催化劑,型號分別為JT-4(裝入R-100)和JT-1G(裝入R-101)。JT-4型催化劑適用于干氣烯烴含量8%~20%的等溫加氫過程,同時也適用于煉廠干氣(烯烴<8%)的絕熱加氫過程,JT-1G型催化劑對原料氣中的有機硫化物、烯烴具有較高的加氫轉化能力,適用于干氣(烯烴<8%)的加氫過程,同時也適用于石油餾分、煉廠氣、天然氣、油田氣、水煤氣等原料的加氫轉化過程[3]。載硫型催化劑在開工過程中不需要加注硫化劑,只需要按開工活化升溫要求進行升溫活化即可,縮短了開工時間。
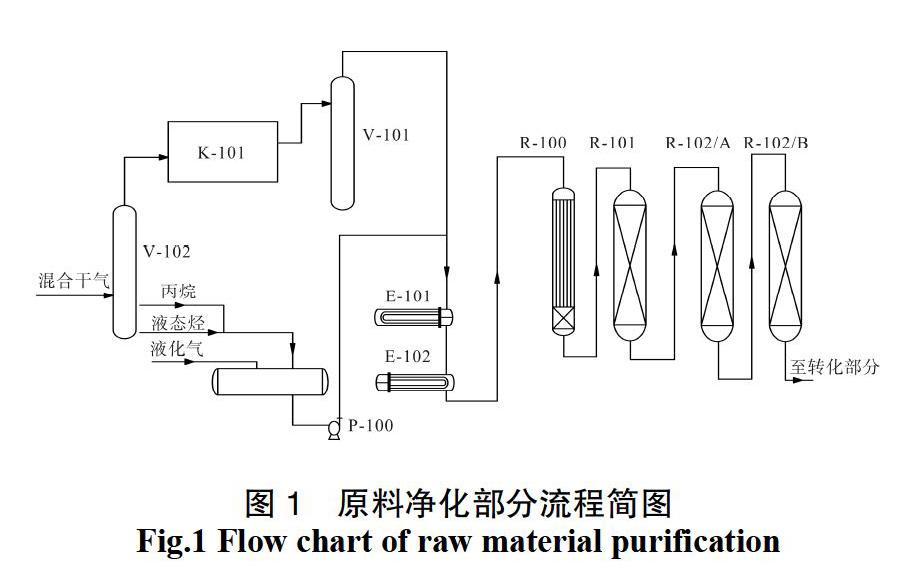
1 ?原料凈化部分流程簡介
自裝置外來的煉廠混合干氣進入原料氣壓縮機入口分液罐V-102后,進入原料氣壓縮機K-101升壓至3.2 MPa(G),之后進入原料氣緩沖罐V-101。
原料液態烴、丙烷及補充原料液化氣自裝置外進液化氣緩沖罐V-100,經液化氣泵P-100升壓至3.2 MPa(G)與K-101升壓后的干氣混合進入原料氣-中壓蒸汽換熱器E-101和原料氣-中變氣換熱器E-102換熱至270 ℃分成兩部分,一部分進變溫反應器R-100,在催化劑作用下進行烯烴飽和反應,其間的反應熱由熱媒帶走;與另一部分走旁路的原料氣混合后進入加氫反應器R-101,在催化劑作用下進行烯烴飽和反應、有機硫氯反應為無機硫氯,再經脫硫反應器R-102A/B,使原料氣中的硫含量小于0.2 μg/g,流程簡圖見圖1。
2 ?催化劑
2.1 ?催化劑裝填
制氫裝置原料凈化部分,變溫反應器R-100、加氫反應器R-101分別采用某研究院新開發研制的載硫型催化劑JT-4、JT-1G,變溫反應器內發生的主要反應為烯烴飽和反應,加氫反應器內發生的主要反應為加氫脫硫反應,催化劑規格見表1,具體裝填方案見表2、表3。
2.2 ?催化劑活化
JT-4、JT-1G載硫型催化劑并不是以金屬硫化物形式存在的真正意義上的硫化態催化劑,只是采用特殊工藝將硫化劑填充到催化劑空隙中,硫是以某種硫氧化物的形態結合在催化劑的活性金屬組分上(即以MeSxOy形式存在,Me代表活性組分)[4],不能進行直接進料使用。因此,催化劑必須在反應器內進行活化處理,使其變為金屬硫化態才能確保有機硫的轉化能力,同時能抑制催化劑的積炭速度。本次催化劑在反應器內的活化采用氣相活化方法(高純氮+氫氣)[5]。
JT-4、JT-1G載硫型催化劑屬于鈷鉬型催化劑,該類型催化劑在氫氣環境下如長時間接觸無硫介質,在催化劑床層溫度超過250 ℃時會造成催化劑反硫化,即催化劑被還原(有的催化劑廠家要求不超過230 ℃)。因此在催化劑床層被H2S穿透前,必須嚴格控制床層溫度,否則部分氧化態金屬組分會被還原為低價氧化物或金屬單質,導致烴類裂解反應,并在催化劑上積炭,使催化劑活性下降[6-7]。在該批次催化劑活化時必須嚴格控制好床層溫度。
系統在試壓、試漏氣密結束后,以氮氣吹凈置換,啟動循環壓縮機,建立循環,開始催化劑的升溫。
活化處理的工藝條件:
壓力:0.3~1.5 MPa。
氣量:1 000~3 000 m3/h。
系統循環氣體中:氧含量<0.1%。
氫氣純度:≥95%。
催化劑活化反應是用氫氣作載體,H2S為硫化劑,主要反應式為[2]:
MoO3 + 2H2S + H2 = MoS2 + 3H2O
9CoO + 8H2S + H2 = Co9S8 + 9H2O
FeO + H2S = FeS + H2O
3NiO + 2H2S + H2 = Ni3S2 + 3H2O
催化劑實際升溫活化參數與理論值對比如表4所示。
由表4可知:JT-4、JT-1G催化劑活化并未達到要求的溫度,當活化溫度由180 ℃升至260 ℃時耗時50 h,主要原因是上游新氫量不足,活化溫度只能再次降至180 ℃,待氫氣恢復后繼續升溫活化。繼續升溫時由于中壓蒸汽/原料氣換熱器E-101換熱效率有限,導致E-101管程出口溫度只能升至245 ℃,R-100及R-101床層升至240 ℃后,無法再繼續升溫,而催化劑活化溫度要求到290~310 ℃。R-100、R-101床層無法升溫時,通過引入部分混合干氣進入系統,利用原料中所含烯烴加氫釋放熱量升溫,R-100、R-101床層溫度升至260 ℃,恒溫時間5 h,床層溫度無法進一步上升,與催化劑廠家溝通后,決定活化結束。系統氮氣置換合格后將R-100、R-101切出系統,改走副線。
本次催化劑活化期間,因新氫量不足和換熱器效率等原因,導致催化劑活化時間大于理論活化時間。
本次活化即催化劑硫化,無論是氣相或液相活化,溫度是影響活化反應深度的重要因素。因此,必須嚴格控制整個活化過程每個階段的溫度和升溫速度。硫化最終溫度一般為310~370 ℃。實際在每個硫化階段下都有一個平衡極限值。當溫度達到300 ℃以上時,硫化反應速度就很快,可以使絕大部分金屬氧化物硫化[2,8,9]。本次活化溫度最高只有260 ℃,存在部分金屬氧化物未被深度硫化,會影響催化劑的初活性,但隨著裝置運行,催化劑上的部分氧化物會被原料中的硫化物會逐漸硫化,對催化劑穩定性不會影響。
2.3 ?進料
催化劑活化結束后將R-100、R-101切出系統單獨用氮氣置換,且置換時嚴格控制R-100、R-101壓力低于轉化系統壓力,防止硫化氫串入轉化系統。同時改通裝置大循環流程,點轉化爐,系統氮氣循環升溫,將R-102A/B床層溫度升至240 ℃之后,逐步將R-100、R-101切入系統,切入系統初期,反應器出口硫化氫濃度較高(因硫化溫度未達到指定溫度,部分硫化劑未釋放),在脫硫反應器R-102A/B串聯流程下,R-102A出口硫化氫100 μg/g,R-102B出口硫化氫為0 μg/g (檢測管檢測),實際化驗分析結果為0.03 μg/g,滿足轉化催化劑(硫≯0.2 μg/g)進料要求。
系統繼續循環升溫至配氣條件達到后配氣。待溫度升至正常操作溫度后,向系統內配入氫氣,還原轉化催化劑和中變催化劑。轉化催化劑和中變催化劑還原完畢,開始進原料。
裝置進料時,嚴格控制混合干氣量,每次200 Nm3/h,進料后密切觀察R-100、R-101催化劑床層溫升30 min,若反應器床層溫升穩定則繼續增加混合干氣量,系統逐步升壓到正常操作壓力并調節溫度、體積空速、配氫量、逐步到滿負荷,并轉入正常操作。
3 ?原料凈化系統操作參數
4 ?應用情況
根據裝置實際生產情況,選取了2019年檢修更換載硫型催化劑和2016年氧化態催化劑的開工初期的運行數據進行分析對比,具體數據見表6、表7、表8、表9、表10。
從表6和表7中數據可以看出:無論是2019年的載硫型催化劑,還是2016年的氧化態催化劑,在正常操作條件下,通過R-100變溫反應器JT-4加氫催化劑加氫反應后,均可使原料干氣中烯烴含量降至0,滿足烯烴含量≯1%的指標要求,且催化劑初期活性良好。
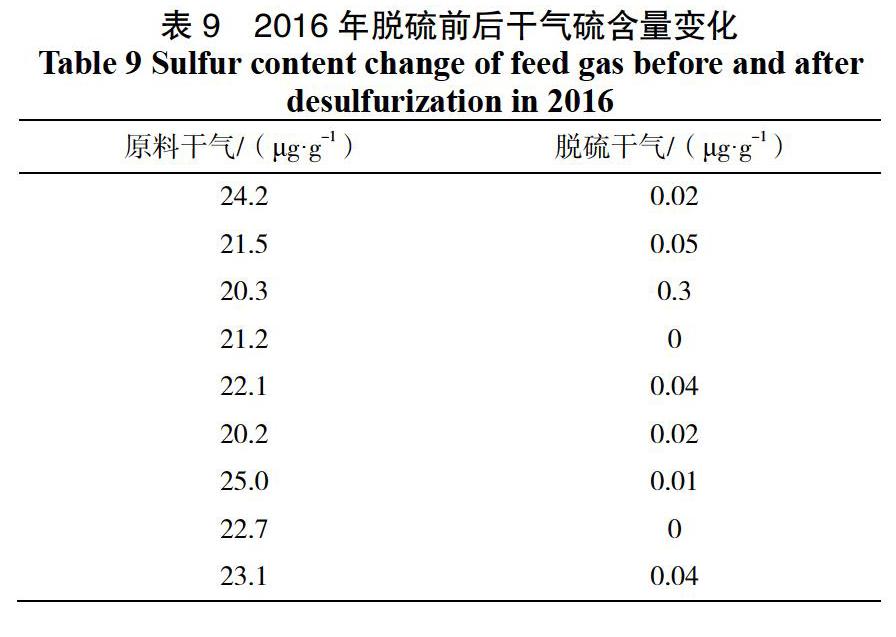
從表8和表9可以看出:無論是2019年的載硫型催化劑,還是2016年的氧化態催化劑,通過R-101加氫反應器JT-1G催化劑脫硫后再經過脫硫反應器R-102進行物理吸附后,精制氣硫含量≯0.2 μg/g,滿足轉化部分對原料氣的要求。
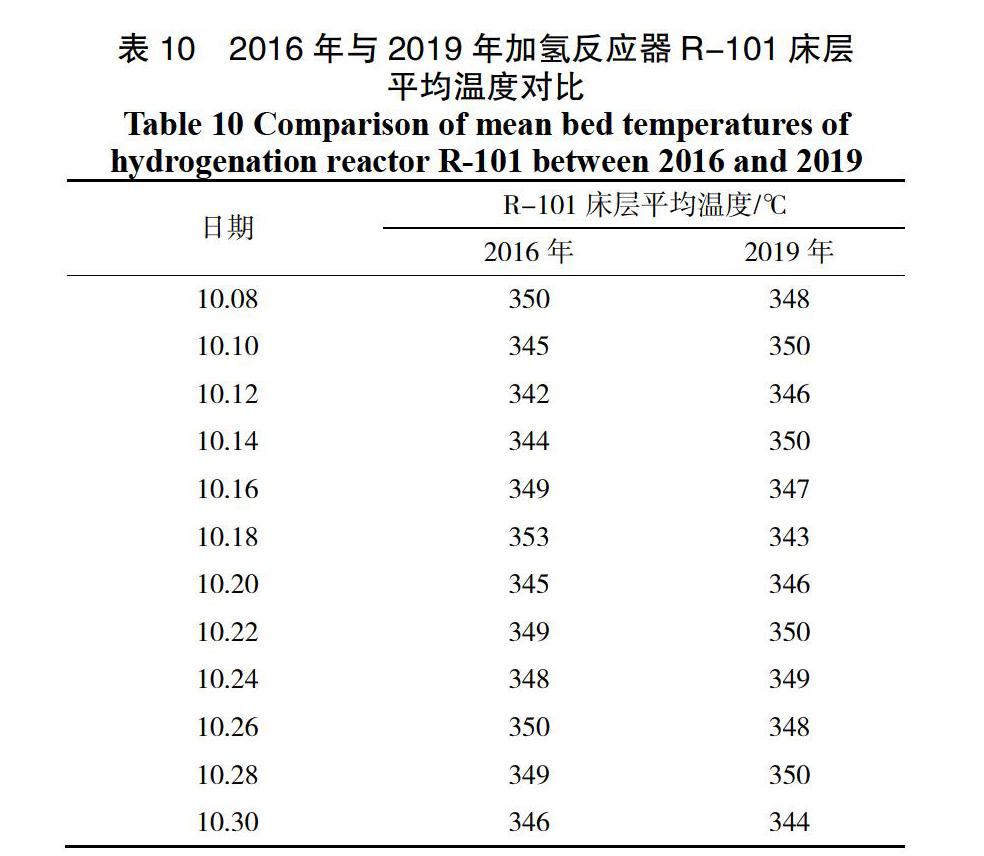
從表10可以看出:烯烴通過變溫反應器后,加氫反應器床層平均溫度與2016年相比變化不大,基本維持在350 ℃左右,滿足催化劑床層≯420 ℃的要求。
從表6至表10的數據對比來看,本次低溫活化未對催化劑的初活性造成不良影響。
5 ?結 論
(1)使用載硫型催化劑開工現場不需要準備硫化劑,不用注硫泵等注硫設施,縮短了開工周期,降低了安全風險,提高了裝置經濟效益。
(2)JT-4型催化劑烯烴飽和活性高,在反應溫度280 ℃,壓力2.3 MPa的條件下,可使混合干氣烯烴含量由6%(mol)左右下降至0,滿足生產需求。
(3)JT-1G型加氫催化劑活性良好,在反應溫度285 ℃,壓力2.28 MPa的條件下,通過脫硫反應器后,能使混合干氣中硫含量從21 μg/g左右下降至0.03 μg/g左右,床層溫升穩定,滿足轉化進料需求。
(4)本次催化劑活化溫度未達到指定溫度,部分催化劑未深度活化,從初期的運行情況及產品分析數據來看,產品質量均滿足設計要求,后續生產中需密切關注烯烴、硫含量,但從目前使用情況來看,催化劑活性良好,產品質量滿足要求。
(5)在本周期運行中,如果產品各項數據滿足要求,則在今后催化劑開工活化過程中,可將JT-4和JT-1G載硫型催化劑的活化溫度控制在260 ℃左右。
(6)利用原料中烯烴含量提高催化劑活化時床層溫度有一定效果,為同類生產裝置遇到類似問題提供了參考。
參考文獻:
[1]劉海濤,楊桂香,李曉明. JT-1G加氫催化劑在焦化干氣制氫裝置上的應用[J]. 煉油設計,1997,27(6):60-62.
[2]郝樹仁,董世達.烴類轉化制氫工藝技術[M]. 北京:石油工業出版社,2009.
[3]杜彩霞,周曉奇,霍尚義. JT-1G型和JT-4型煉廠干氣加氫精制催化劑的開發及工業應用[J]. 工業催化,2000,8(2):54-60.
[4]汪加海.預硫化態催化劑在柴油加氫改質裝置上的應用[J].當代化工,2014,43(3):460-463.
[5]翟玉娟,郭英寬,孫志明,等. JT-1G催化劑在制氫上的工業應用[J]. 煉油技術與工程,2018,48(9):41-44.
[6]龔建友. JT-4和JT-1G型加氫催化劑的預硫化[J]. 工業催化,2003,3(11):13-15.
[7]劉凱,郭曉雷,李云鵬.論渣油加氫裝置原料油性質對催化劑的影響[J].化工管理,2014(10):183.
[8]李立權.加氫催化劑硫化技術及影響硫化的因素[J]. 煉油技術與工程,2007(3):55-62.
[9]馮續,崔芳. 有機硫加氫(HDS)催化劑的預硫化[J]. 大氮肥,2003(1):38-42.
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50
