薄壁件內孔的加工
2020-04-07 04:18:26程振山
經濟技術協作信息 2020年4期
關鍵詞:變形
◎程振山
薄壁工件因為具有重量輕、節約材料、結構緊湊等特點,已日益廣泛地應用在各工業部門。但由于是薄壁零件剛性差、強度弱,在加工中極容易變形,不易保證零件的加工質量,所以薄壁零件的加工問題,一直是比較棘手的。
下面以我們加工過的保護管為例,說明一下薄壁件內孔在加工過程中容易出現的問題及解決方案。保護管是用30mm厚不銹鋼板卷成;圖紙尺寸要求壁厚最薄處27.5mm,活件總長5000mm;中間部分尺寸公差帶為自由公差;兩端止口尺寸為φ800(+0.20/0)×1740。
一、此工件加工中難點分析
1.薄壁件剛性差、強度弱容易變形,且變形不容易控制,變形量變形趨勢沒有經驗數據可以參考。
2.活件壁厚薄、總長尺寸長、重量太輕,在加工過程中容易產生震動,內孔公差和光潔度無法滿足圖紙要求。
3.裝卡變形量較大,如果一端止口加工符圖后再調個加工另一端時,因工件壁厚很薄,在夾緊力的作用下容易產生變形,從而影響工件的尺寸精度和形狀精度。
4.加工內孔時冷卻液的選擇,因工件較薄,托輥與活件轉動摩擦熱、刀具切削熱等因素會引起工件熱變形,使工件尺寸難于控制。
5.不銹鋼材質,采用高速鋼刀加工刀尖磨損較嚴重,內孔光潔度差,鏜頭上導向木磨損快,鏜頭支撐不穩,容易產生振動和變形,影響工件的尺寸精度、形位精度和表面粗糙度。
二、針對此活件制定的加工方案
1.由于活件加工難度大我們不能盲目加工,必須先在深孔機床留量,反復進行多次試驗,摸索出合理的裝卡方式、吃刀量、進給量等加工參數。
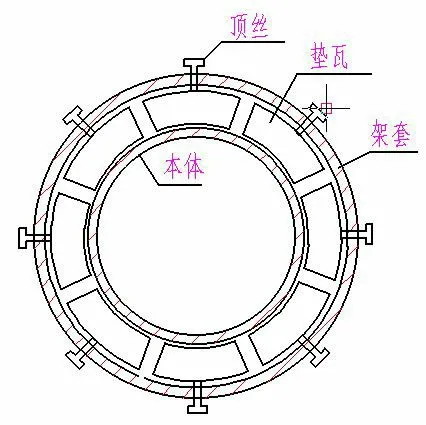
2. 首先在活件兩端距離端頭1500mm處裝上大架套φ1200*600,并且在架套頂絲和活件之間用弧長250mm,厚度100mm 的圓弧形鋼板隔開,增大受力面積,保證活件受頂絲力比較均勻,不會出現由于裝架套頂絲頂緊力使活件產生較大變形的情況;這樣可以極大的減小活件和托輥直接接觸擠壓帶來的變形、活件和托輥直接接觸摩擦產生熱量變形,且能通過架套的重量增加整個活件的重量,使活件在機床上轉動更平穩減小震動。(輔具裝卡見下圖1)
3. 需要克服卡盤夾爪帶來的變形,在活件深孔出口端內孔裝可調中心支撐,四個支點對應四個卡爪;在活件一端加工符圖調個裝卡時,在已加工符圖內孔裝自制工藝堵,尺寸根據加工后的內孔尺寸間隙0.05mm 左右。這樣可以很好的控制裝卡帶來的變形。
4.在深孔鏜床加工時如何選擇冷卻液是關鍵,切削液可以減小作用在刀具前后面上的摩擦力,使鐵屑容易排出,帶走切屑區的熱量,減緩刀具和工件的升溫。常用的切削液分為三類:水溶液、乳化液和切削油。水溶液是以水為主要成分的切削液,導熱性能好,冷卻效果好,但是潤滑性能差;乳化液是將乳化油用95%-98%的水稀釋而成,呈乳白色或半透明的液體,乳化液具有良好的冷卻作用,具有一定的潤滑作用;切削油的主要成分是礦物油,使用中常加入油性添加劑,潤滑性能強但冷卻效果差。最終采用油中加入30%乳化液稀釋后混合做冷卻液,在保證潤滑性能的情況下提高了冷卻的效果,這樣既能保證加工完活件的光潔度也能夠及時冷卻切削過程產生的熱量減小熱變形。
5.采用合金刀片加工,克服用高速鋼刀刀具磨損過快,縮短卸刀、換刀時間,無需刃磨刀具,并且合金刀具有較好的剛性,能減少振動變形和防止產生振紋,從而更好的保證了工件的尺寸精度、形狀精度和表面粗糙度。在深孔鏜床加工內孔,對中間余量較大處部位進行試切削,檢查圓度合格后,內孔通按留6mm 留量加工,由于內孔直徑大采用低轉速、小走刀量加工,主軸轉速控制在10r/min,走刀4mm/min,卸活自然時效;時效結束后再加工中間部位和止口φ800(+0.12/0)轉速6r/min,走刀2-3mm/min。
三、最終結果
經過多次試驗,按照最優方案進行加工后,按圖紙要求進行檢測φ800(+0.20/0)尺寸合格,光潔度合格,形位公差合格,各部均滿足了圖紙要求。
四、總結
影響薄壁零件加工精度的因素有很多,但歸納起來主要有受力變形,受熱變形,振動變形,因此在加工薄壁活件時要控制活件裝卡,以及吊運等外力對活件帶來的變形影響;合理選用冷卻液,控制切削過程給活件帶來的溫度影響;合理選擇刀具,減小因切削震動帶來的影響。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
