JB/T10345—2019《塊偏心式自同步水平篩》解讀
2020-04-02 03:28:12本刊
機械工業標準化與質量 2020年3期
2019年5月2日,工業和信息化部發布了JB/T10345—2019《塊偏心式自同步水平篩》。本標準代替JB/T10345—2002《塊偏心式自同步水平篩》,為修訂標準。主要起草單位為鞍山重型礦山機器股份有限公司、浙江礦山機械有限公司。JB/T10345—2019于2020年1月1日實施。
JB/T10345—2019規定了塊偏心式自同步水平篩的產品分類、技術要求、試驗方法、檢驗規則、標志、標簽、使用說明書、包裝、運輸和貯存。適用于煤炭、冶金、選礦、電力、水利、建材、輕工和化工等行業對中細粒級物料進行脫水、脫介和分級的塊偏心式自同步水平篩。
1 標準編制原則
JB/T10345—2019在修訂過程中遵循 “面向市場、服務產業、自主制定、適時推出、及時修訂、不斷完善”的原則,標準制定與技術創新、試驗驗證、產業推進、應用推廣相結合,統籌推進。
本標準在結構編寫和內容編排等方面依據GB/T1.1—2009《標準化工作導則 第1部分:標準的結構和編寫》進行編寫。在確定本標準主要技術性能指標時,綜合考慮生產企業的能力和用戶的利益,尋求最大的經濟、社會效益,充分體現了標準在技術上的先進性和技術上的合理性。
2 修訂前后標準差異
JB/T10345—2019與 JB/T10345—2002相比,主要修訂內容如下:
1)刪去了結構型式示意圖;
2)調整了產品規格與技術參數;
3)增加了加工件未注線性尺寸公差的等級要求;
4)增加了焊接質量要求;
5)增加了篩框成型后篩面支承面的平面度要求;
6)增加了篩板的技術要求;
7)完善了振動器的要求;
8)增加了篩箱兩側對稱點振動方向角相對誤差要求;
9)增加了振動篩運行時平穩性和物料運動狀態要求;
10)完善了安全防護要求;
11)增加了涂裝質量要求。
3 解決的主要問題
JB/T10345—2019于2002年首次發布,本次是第一次修訂。
JB/T10345—2002《塊偏心式自同步水平篩》標準限于當時開發規格型號及選礦行業自動化控制需求制定;隨著產品技術不斷進步,選礦行業自動化程度不斷提高,產品結構型式有所改進、技術參數指標進一步完善、技術要求內容需要進一步調整,原標準已不能滿足行業產品設計、制造及檢驗驗收等需求。修訂此標準,將進一步規范產品規格、技術參數指標及相關技術要求,推動產品系列化、模塊化、專業化生產,促進產品產業化水平提高,推動產業結構調整和優化升級,推動行業技術進步,解決標齡老化問題,確保標準的先進性、科學性。
4 主要試驗 (或驗證)情況
JB/T10345—2019是在總結國內外塊偏心式自同步水平篩技術經驗基礎上,結合國內近年來的設計、制造、檢驗驗收和使用工藝要求而修訂完成的。本標準于2002年首次發布,經多年的實踐證明,原標準可靠,本次為第一次修訂。修訂完善后更加科學。
該產品已經通過生產實踐驗證,并廣泛應用于煤炭、冶金、選礦、電力、水利、建材、輕工和化工等行業對中細粒級物料進行脫水、脫介和分級作業;標準起草單位通過對塊偏心式自同步水平篩制造、檢驗、用戶使用運行情況的深入調查,證明本標準的主要技術參數和技術要求先進合理、切實可行。
5 標準主要內容
(1)產品分類
1)型式
振動篩由兩個自同步電動機通過聯軸器直接驅動安裝在側板上的塊偏心式振動器,使篩箱產生直線軌跡振動。振動篩水平座式安裝,電動機可左裝或右裝。
2)型號
振動篩的型號表示方法應符合GB/T 25706—2010《礦山機械產品型號編制方法》的規定。型號表示方法見圖1。
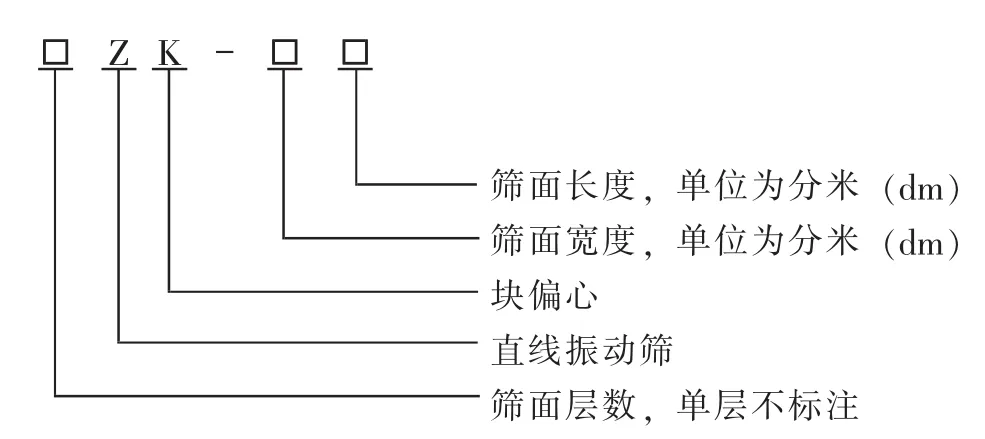
圖1
示例1:
篩面寬度為3000mm,篩面長度為6000mm的單層振動篩,其標記為:ZK-3060振動篩。
示例2:
篩面寬度為2400mm,篩面長度為6000mm的雙層振動篩,其標記為:2ZK-2460振動篩。
3)基本參數
振動篩的基本參數應符合表1的規定。
(2)技術要求
1)基本要求
①振動篩的制造應符合JB/T549—2015《振動篩制造通用技術條件》的規定。
②外協件、外購件應有合格證,并經質量檢驗部門檢驗合格后方可進行裝配。
③加工件未注線性尺寸公差應符合GB/T 1804—2000《一般公差 未注公差的線性和角度尺寸的公差》中m級的規定。
④ 焊接件應符合JB/T5000.3—2007《重型機械通用技術條件 第3部分:焊接件》的規定。其中長度尺寸公差和角度公差不應低于B級;形位公差不應低于F級;對接焊縫質量不應低于BS級,角焊縫和其他焊縫質量不應低于BK級;焊接接頭缺陷不應低于Ⅱ級要求。
2)主要零部件要求
①篩箱
a)篩框各連接部位的連接件應采用環槽鉚釘或高強度螺栓。環槽鉚釘的抗拉強度不應低于785MPa;高強度螺栓連接件應符合GB/T 1231—2006《鋼結構用高強度大六角頭螺栓、大六角螺母、墊圈技術條件》的規定,其螺栓性能等級為10.9S級。連接擰緊力矩應符合JB/T 5000.10—2007《重型機械通用技術條件 第10部分:裝配》附錄A對應等級的規定。
b)側板、橫梁、給料梁、排料梁應選擇焊接性能良好的材料,其力學性能不應低于GB713—2014《鍋爐和壓力容器用鋼板》中Q245R的要求。
c)側板成型后其平面度誤差每平方米不應大于2mm,且不允許拼接。條款中表示允許的助動詞應為 “可”、 “不必”。
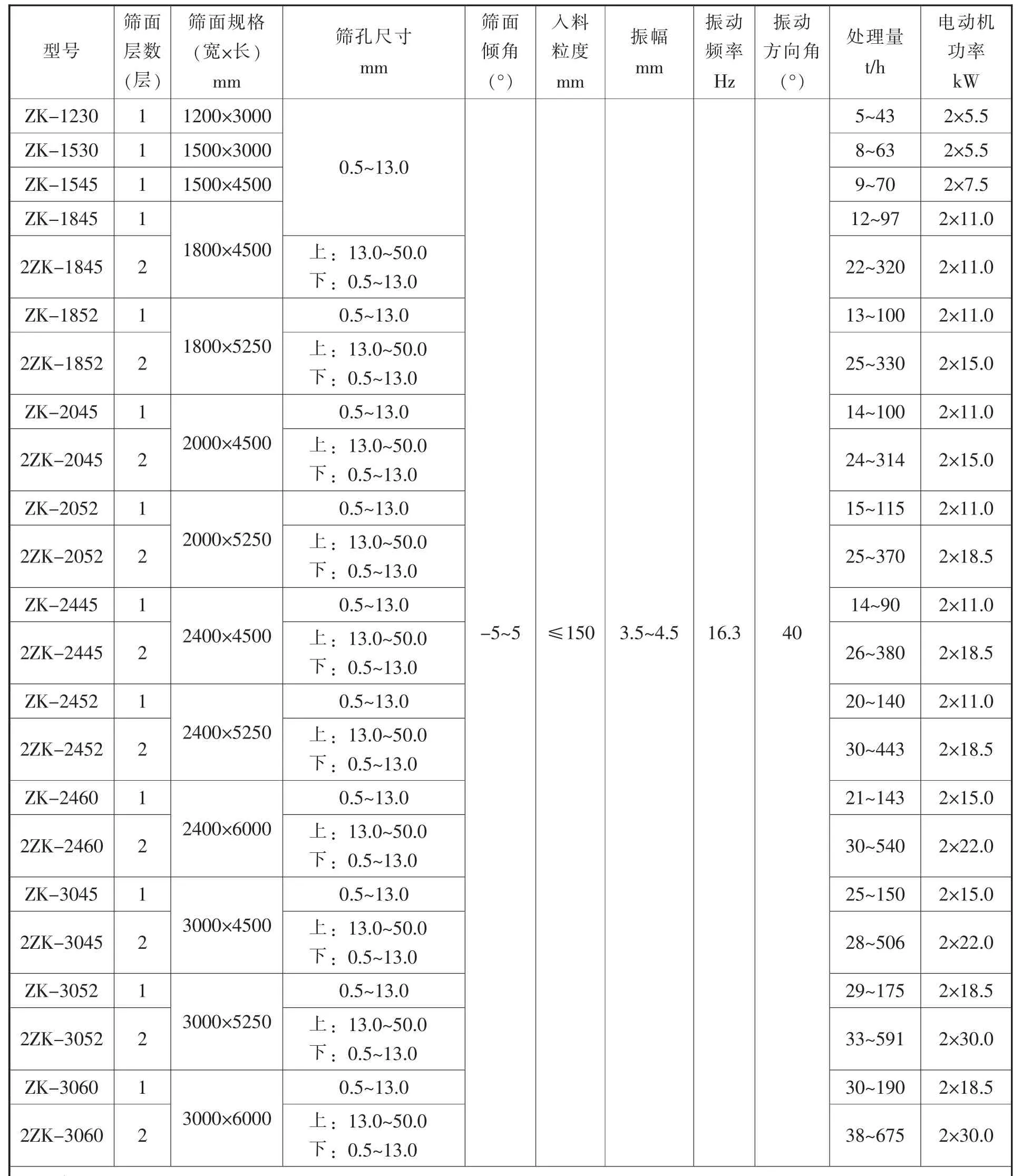
表1
d)篩面橫梁、給料梁、排料梁焊接后應進行消除應力處理。兩端板應相互平行,其平行度誤差不應大于0.1mm;安裝篩面的支承面平面度誤差每平方米不應大于2mm;各橫梁不允許在垂直于軸線方向拼接。
e)篩框成型后對角線等長誤差每米不應大于1mm。
f)篩框成型后各篩面橫梁組成安裝篩面的支承面應在同一平面內,其平面度誤差每平方米不應大于2mm,支承面累積誤差不應大于5mm。
g)焊接條縫篩板應符合JB/T3278—2015《焊接條縫篩板》的規定,沖孔篩板應符合JB/T 9031—1999《礦用沖孔篩板》的規定,金屬編織篩網應符合JB/T9032—2018《礦用金屬編織篩網》的規定。
h)篩箱各部件允許解體運輸,但解體時應標明部件間定位標記,重新組合后相關誤差應符合本標準規定。
②振動器
振動器應符合JB/T12178—2015《振動篩用塊偏心式振動器》的規定。
③減振裝置
減振裝置應采用金屬螺旋彈簧或橡膠彈簧,彈簧的剛度差不應超過規定值的±5%。裝配后篩箱兩側對稱部位彈簧靜壓縮高度差不應大于3mm,給料端與排料端彈簧靜壓縮高度差不應大于5mm。
3)整機性能要求
①篩箱兩側對稱點的振幅差不應大于0.25mm;
②篩箱橫向擺動不應大于1.0mm;
③篩箱兩側對稱點的振動方向角相對誤差不應大于 2°;
④振動頻率偏差不應超過規定值的±2.5%;
⑤振動器軸承部位溫升不應超過40℃,最高溫度不應超過75℃;
⑥振動篩空運轉噪聲不應大于85dB (A);
⑦振動篩運行應平穩、靈活,無卡阻現象;
⑧振動篩工作時物料不應有跑偏現象。
4)安全防護要求
①振動篩的外露轉動部件應有安全防護裝置。防護裝置應符合GB25521—2010《礦用篩分設備 安全要求》和GB/T30574—2014《機械安全 安全防護的實施準則》的規定。
②振動篩的電氣設備應符合GB5226.1—2008《機械電氣安全 機械電氣設備 第1部分:通用技術條件》的規定。
5)外觀質量要求
①振動篩涂裝應符合JB/T5000.12—2007《重型機械通用技術條件 第12部分:涂裝》的規定。采用噴射和拋丸方法除銹時除銹等級不應低于Sa21/2,采用手工或動力工具除銹時除銹等級不應低于St3。
②所有外露非機械加工表面均應涂兩層底漆和兩層面漆。漆膜總厚度不應低于100μm,漆膜附著力不應低于GB1720—1979《漆膜附著力測定法》中二級的規定。涂漆應均勻,不應有脫漆、剝落、氣泡、裂紋和流痕等缺陷。
6)成套供貨范圍
振動篩成套供貨范圍應包括:①篩箱 (振動器、篩網為裝配狀態);②傳動裝置;③減振裝置;④支撐裝置;⑤電動機及電動機支架;⑥轉動部件安全防護罩。
(3) 試驗方法
振動篩的試驗應按JB/T4042—2018《振動篩 試驗方法》的規定進行。
(4) 檢驗規則
1)檢驗分類
振動篩的檢驗分為出廠檢驗和型式檢驗。
2)出廠檢驗
①每臺振動篩應經制造廠質量檢驗部門檢驗合格后方可出廠,出廠時應附有產品質量合格證明文件。
②振動篩的出廠檢驗在制造廠進行。出廠檢驗下列項目:
a)振幅;b)篩箱兩側板對稱點振幅差;c)篩箱橫向擺動;d)振動方向角;e)振動頻率;f)振動器軸承部位溫升和最高溫度;g)空運轉噪聲;h)對稱點彈簧靜壓縮高度差;i)安全防護;j)外觀質量。
(5) 型式檢驗
1)有下列情況之一時,振動篩應進行型式檢驗
①新產品試制或老產品轉廠生產;②正式生產后,產品結構、材料或工藝有較大改變,可能影響產品性能;③停產一年以上恢復生產;④出廠檢驗結果與上次型式檢驗有較大差異;⑤國家質量監督檢驗機構提出進行型式檢驗要求。
2)型式檢驗的項目應包括本標準的全部要求。
3)型式檢驗應從出廠檢驗合格的產品中隨機抽取一臺進行。如檢驗不合格應加倍抽檢,若復檢仍不合格則判定型式檢驗不合格。
(6)標志、標簽和使用說明書
1)每臺振動篩均應在適當而明顯的位置固定產品標牌。標牌應符合GB/T13306—2011《標牌》的規定,并標明下列內容:制造廠名稱及地址、產品名稱及型號、主要技術參數、產品執行的標準編號、生產日期及出廠編號;
2)振動篩的使用說明書應符合GB/T9969—2008《工業產品使用說明書 總則》的規定;
3)振動篩的包裝標志應符合GB/T191—2018《包裝儲運圖示標志》和GB/T6388—1986《運輸包裝收發貨標志》的規定。內容包括:收貨站及收貨單位名稱、發貨站及發貨單位名稱、合同號、產品名稱及型號、毛重、凈重、箱號及外形尺寸、起吊作業標志和儲運圖示標志。
(7)包裝、運輸和貯存
1)振動篩的包裝箱和包裝件應符合GB/T 13384—2008《機電產品包裝通用技術條件》、JB/T5000.13—2007《重型機械通用技術條件 第13部分:包裝》及水陸運輸的要求。易產生歧義;
2)電動機、彈簧、拆下的緊固件及隨行文件應裝入包裝箱內,其余部件可捆扎或裸裝;
3)金屬件的外露加工表面應涂防銹油脂,并用塑料薄膜包扎;
4)隨行文件用防潮袋封裝放入包裝箱內。隨行文件包括:產品質量合格證明文件、產品使用說明書、安裝圖、裝箱清單和成套發貨明細表;
5)振動篩存放時應墊平、放穩,并與地面保持不少于100mm的距離,不可堆放。露天存放應有防雨、防曬和防積水措施;
6)振動篩每存放一年,應進行一次養護。
6 標準修訂對產業發展的作用
塊偏心式自同步水平篩屬于國家統計局發布的 《戰略性新興產業分類 (2012)》 (試行)中產業代碼為 “1.1.2”即 “節能環保產業”中 “高效節能產業”的 “高效節能專用設備制造”;行業和產品代碼為 “3511”即 “礦山機械制造行業”的 “節能型礦物篩分、洗選設備產品”,屬戰略型新興產業培育中節能、環保產品,符合我國戰略新興產業目錄支持范疇。產品主要應用于礦物加工行業,對中細粒物料的分級、脫水、脫介和礦物回收,是礦物潔凈利用工藝的關鍵設備。
本標準屬復審修訂標準。本次修訂進一步規范產品規格、技術參數及相關技術要求,體現了新技術、新工藝的實施和應用,將推動產品系列化、模塊化、專業化生產,促進產品產業化水平提高,解決標齡老化問題,確保標準的時效性與先進性。
(本刊供稿)
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14