車銑復合靜壓轉臺的開發
2020-03-27 06:32:24秦建宏劉錦輝
機械工程師 2020年3期
秦建宏, 劉錦輝
(秦川機床工具集團股份公司,陜西寶雞721009)
0 引 言
近年來,隨著工業技術的不斷發展,零件制造領域對機床加工設備的需求有了新的變化。大型加工設備需求越來越廣泛,多種工序復合化功能漸漸成為常態,設備加工精度要求逐年提升,能加工特定專業零件的需求也漸漸明朗化,節能環評對機床效率也提出了新的要求。當大型、復合、精密、專業與高效等概念開始深入機床加工領域,成為人們共識的時候,復合加工設備也迎來了新的發展機遇。
1 車銑復合轉臺簡介
車銑復合轉臺(以下簡稱轉臺)是立式車銑復合加工中心的核心部件之一,具有車削和銑削兩個基本功能,能在零件一次裝夾中,完成至多5個面的銑削和回轉車削等加工,能顯著提高加工效率和保持加工精度。在機床數控系統的控制下,兩道工序獨立運行,功能互鎖。機床加工時,不同的工序間可以通過預設的轉換開關一鍵轉換,方便實現對一次裝夾大型復雜零件的車削和銑削加工。圖1所示為龍門式車銑復合加工中心。
車削模式下,復合轉臺作為立式車床的主動力頭架,帶動裝夾的零件做回轉運動,而刀具則固定安裝在車削主軸上,通過進給運動的驅動完成車削動作。車削模式下,回轉臺面轉速要求較高。
銑削模式下,復合轉臺不僅僅作為夾持固定零件的工件架,還要用作精密伺服控制的C軸運轉,在數控系統控制下與其他X、Y、Z、B(或A)伺服軸一起聯動作業,最多可實現五軸聯動。銑削主軸提供刀具回轉運動,通過伺服軸進給運動的驅動完成銑削動作。銑削模式下,回轉臺面幾何精度及運動精度要求較高[1]。
2 車銑復合轉臺的結構
車銑復合轉臺結構上必須具備兩個基本要求,即可靠的定心機構和剛度足夠的回轉支撐系統。前者是臺面穩定回轉運行的基礎,而后者則是承載能力及保持加工精度的關鍵。
2.1 定心機構
定心機構主要是確保工作臺有一個穩定的回轉中心,通常使用精密雙列圓錐滾子軸承或推力滾子軸承來實現,穩定可靠,徑向負載能力較強。定心軸承連續運轉時會產生大量熱量,容易造成軸承損傷乃至失效,為此必須對軸承持續潤滑冷卻,將大量的熱量帶走,維持軸承正常運行環境。我公司車銑復合轉臺采用NN3048精密雙列圓錐滾子軸承作為定心結構核心,與調整墊圈、鎖緊螺母一起組成了穩定的定心機構。
2.2 回轉支撐
回轉支撐結構與臺面有關。一般認為,直徑2000 mm以下的臺面采用軸承支承,幾何精度高,能實現高速運轉。通常使用集成化的臺面專用YRT復合軸承,或是交叉滾子軸承等作為臺面回轉運動副。而直徑2500 mm以上的臺面,本身自重較大,承載能力要求較高,回轉支承多是采用液壓流體靜壓技術。工作時,回轉靜壓運動副之間會形成一定剛性的油膜,持續不斷地支撐起臺面。由于回轉中運動副不接觸,摩擦阻力很小,即使有局部熱量產生也會被回油帶走,同時回油的流動也使得轉臺溫度均勻變化,保持臺面運轉狀態恒定,進而使得臺面具有穩定的精度。需要注意的是,回油收集很重要,既要防止被污染,又要防止污染設備及環境。
我公司車銑復合轉臺采用流體靜壓支撐,工作臺直徑為2600 mm,本體質量為8500 kg,承載能力為20 000 kg,設計最高轉速為120 r/min,車削時臺面高速運行平穩,銑削時工作臺剛性好、精度保持性好。
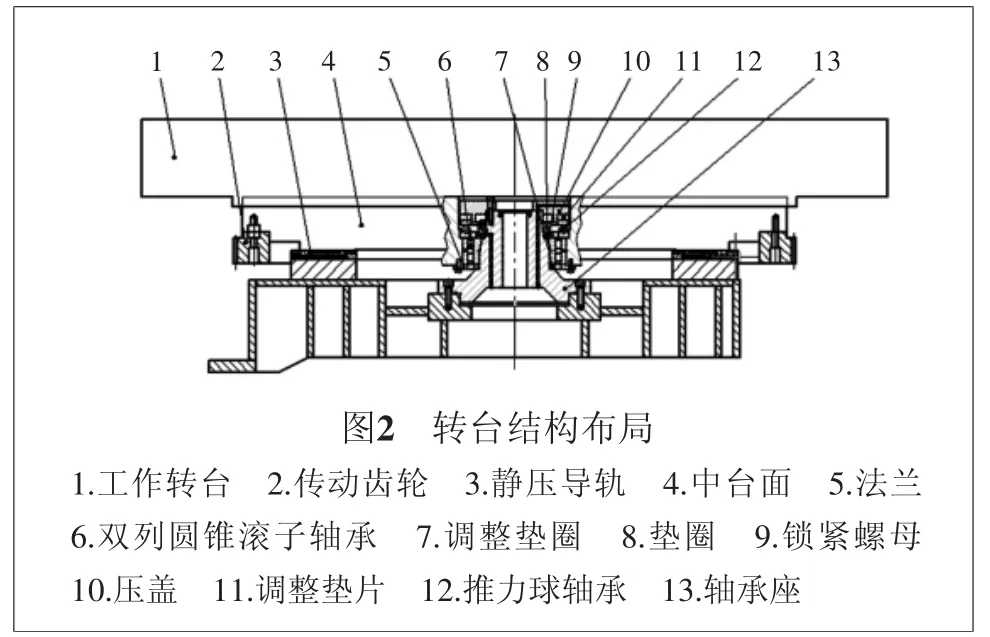
整個車銑復合靜壓轉臺主體由工作轉臺1、傳動齒輪2和中臺面4組成,其中傳動齒輪2接受來自傳動系統的動力,帶動臺面回轉[2]。
靜壓導軌3安裝在滑座上支承整個臺面。定心機構由法蘭5、雙列圓錐滾子軸承6、調整墊圈7、墊圈8、鎖緊螺母9和軸承座13組成,能保證臺面有一個穩定的回轉中心。而由壓蓋10、調整墊片11和推力球軸承12構成的反向壓緊機構,能很好地控制靜壓浮起量,使得靜壓面上形成的油膜厚度穩定,剛性好。轉臺結構布局如圖2所示。
3 車銑復合轉臺的靜壓單元
轉臺的靜壓單元包括靜壓導軌、液壓供油單元、管路、液壓站和附件等。
3.1 靜壓導軌及參數
靜壓導軌是一個環狀支撐結構,由10等分靜壓塊組成。每塊有相同的口字形油腔,內部有供油通道,與臺面之間形成相對密封的腔體,使得流體通過時產生靜壓力,能支撐起整個臺面(如圖3)。

為保持靜壓面油膜剛性及穩定性,靜壓導軌面與轉臺形成的封油邊間隙控制在0.03 mm以內,且每塊靜壓塊之間平面度差值不超過0.01 mm。
在轉臺工作過程中,靜壓導軌和轉臺臺面并不接觸,因此對材料的滑動特性要求并不高。如果發生過載,靜壓導軌和臺面發生接觸,對材料的要求是臺面和靜壓導軌不能粘連,幾何形狀能夠保持。一般推薦特制銅合金或鋁合金材料。
本例中,部分計算參數如下[3]:
1)壓力計算。靜壓腔面積A=10×404.87=4048.7 cm2。無預緊時,臺面浮起量最大,油膜厚,剛性差,此時空載壓力p0=0.21 MPa,滿載壓力pt=0.70 MPa;預緊時,臺面浮起量得到控制,油膜連續穩定、剛性好,此時空載壓力p0=0.5 MPa,滿載壓力pt=1.2 MPa。
2)流量計算。流量與轉速有關,最高轉速時所需油量為Q=20 L/min。
3)熱量計算。摩擦功率損耗與速度平方成正比,最高轉速時總損耗功率約為5.5 kW。
3.2 液壓供油單元
液壓供油單元是靜壓系統的核心特征,常采用兩種技術:一種是以多頭泵為代表的恒流供油單元;另一種是以PM流量控制器為特征的恒壓供油單元。
多頭泵是一個集成化的液壓供油單元,可以同時為多個油腔供油。不論臺面高速回轉還是靜止不動,每個油腔都恒定供油(比如200 mL/min等)。該工況能滿足大多數立式車床轉臺的使用,卻無法滿足車銑復合加工中心的要求。
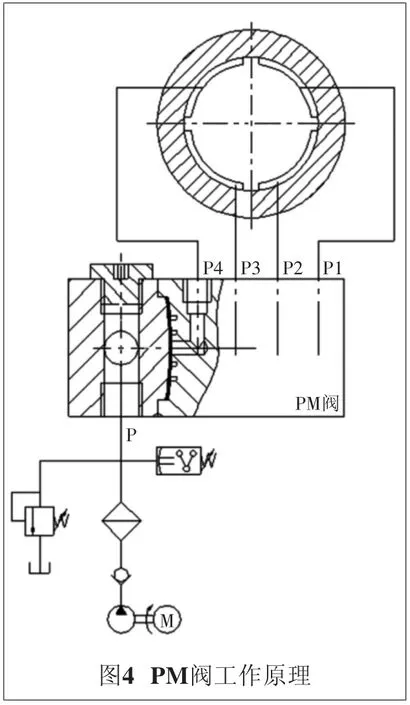
以PM流量控制器(以下簡稱PM閥)為特征的液壓供油單元,是近年來發展較快的創新型模塊化靜壓技術應用,將靜壓技術推進到了許多高精度應用場合中。其技術核心在于每個油腔使用一個PM閥單獨控制,各油腔相互之間沒有依存關系,不必考慮油腔之間的相互影響。PM閥內部是一種金屬膜片反饋式結構,能夠快速響應靜壓腔的壓力變化,自動快速調節油腔的流量。工作臺負載越大、轉速越高,則靜壓腔供油流量越大,從而使得油膜厚度的變化最小,以獲得油膜的高剛度。PM閥工作原理如圖4所示。
3.3 液壓站
采用不敏溫的VG10 ~15 抗磨液壓油,避免油溫對油膜剛度的影響,同時油液黏度的降低使得管路流速加快,有利于快速響應負載的變化。清潔度要求過濾等級為6 μm,防止堵塞PM閥膜片調節間隙。油溫設定范圍為17~35 ℃,該范圍油溫對黏度的影響較小,同時也適應國內的環境氣候。系統工作壓力設定為5 MPa。較高的壓力能夠確保靜壓系統在高速、重載時,供油響應及時,確保油膜厚度和剛性。
3.4 管路設計
采用大通徑無縫鋼管向PM閥供油,有利于系統快速響應膜片反饋供油,同時硬管可避免沿程壓力損失。PM閥靠近靜壓腔安裝,硬管連接,以獲得良好的響應。
3.5 壓力監控
靜壓腔設置壓力變送器,可實時跟蹤反饋臺面靜壓情況,以便在靜壓面拉傷前就得到故障預警。同時屏幕設置監控窗口,實時顯示靜壓腔壓力變化,系統內部設置提示性報警信息。同時,壓力監控還有利于機床調試階段對靜壓封油邊的調整,是調試的一大助力。
3.6 斷電保護
臺面運轉中,突發的斷電事故很快會導致靜壓面無法供油,回轉的臺面會造成靜壓面的拉傷。預防措施是在靜壓管路中并聯接入50 L蓄能器裝置(工作壓力為3.8~4.2 MPa),在機床斷電后仍能向系統持續供油一段時間,直到工作臺停止轉動。
4 靜壓轉臺安裝與調試
4.1 臺面安裝
所有零件在安裝之前必須仔細、充分地沖洗,要清除毛刺及可能含有的金屬屑,防止進入系統,破壞定心軸承或靜壓導軌。
靜壓系統必須完全排空系統中的空氣,防止靜壓系統發生振動。另外,管路安裝部位采用了軟皮墊措施,防止靜壓系統與其他部件之間的振動影響。
臺面安裝必須按照作業指導書進行,并做好相應的檢驗記錄。
4.2 臺面調試
靜壓調試:在臺面的左前、左后、右前、右后的4個位置上分別測量靜壓浮起量,控制范圍為0.08~0.01 mm。同時監測每腔壓力值變化在合理設定范圍內。
斷電保護測試:臺面運轉至80 r/min時,關閉靜壓系統模擬斷電。臺面停止用時25 s,而蓄能器持續供油時長為80 s,完全滿足使用要求。
5 結語
本文車銑復合靜壓轉臺的成功開發,確保了車銑復合加工中心的精度和穩定性。
1)臺面定心軸承預緊與靜壓反向收緊浮起量為獨立操作,結構合理,調整更方便,簡單明了;
2)以PM閥為主的恒壓式靜壓系統,能自適應低速到高速、空載到滿載的工況,自動調整供油量,確保機床穩定運行;
3)附加的流量監控功能,設為提示報警信息,能在早期預警靜壓面的故障情況;
4)附加的斷電保護裝置,防止意外情況造成靜壓面的損傷,是一種先期預防措施。
本次開發也發現了靜壓結構設計的不足。靜壓轉臺在結構上屬于開式的支撐,即環形靜壓支撐。靜壓力與支撐面積正相關,可大可小。為控制軸向精度及靜壓浮起量,只能在中心部位設置反壓調整機構。臺面受力可以達到平衡,但是彎矩不能達到平衡,靜壓力越大,臺面所受彎矩就越嚴重,會造成靜壓面精度破壞,導致靜壓失效。故而建議后續開發靜壓臺面時最好采用閉式靜壓結構,力求臺面受力與受彎矩都達到平衡,避免產生新的薄弱環節。以上可算作靜壓臺面開發方面的心得,歡迎大家批評指正。
