數控化改造在普通車床中的應用
2020-03-26 05:41:52
技術與市場 2020年3期
(亞洲富士電梯股份有限公司,湖南 邵陽422001)
0 引言
數控化改造集傳統的加工制造技術、計算機控制、信息處理技術、傳感監測技術、互聯網絡技術于一體的技術。將車床的進給箱、溜板箱、刀架、絲桿、尾座等拆除,然后安裝橫向、縱向滾珠絲桿副、數控系統、伺服驅動器、伺服電機、電動刀架、防護裝置、電器控制箱等。本文以C6140普通車庫進行數控化改造設計與選型來說明。方案考慮成本及能滿足車床加工精度要求(車床改造的各項精度取決于原有車床的精度),選用交流伺服電機帶動絲杠旋轉,編碼器反饋即時速度的的半閉環控制系統(反饋伺服電機尾端的脈沖數),用數控編制程序來控制車床主軸運轉、刀架轉位、刀具進給等加工回轉件。
1 C 6140普通車床拆卸
1)C6140普通車床先要進行性能及精度檢測,維修或大修恢復車床18項精度,保證數控化改造后達到車庫設備原有精度。
2)保留需要使用的普通車庫功能性部件,如主軸箱等。拆除不需要的車床進給箱、溜板箱、刀架、橫縱向絲桿副、尾座等。
2 普通車床主軸數控化改造
1)車床的主電動機最大切削功率:P=PηK,式中P——主電動機功率,CA6140車床P =7.5 kW,η——主傳動系統效率,一般為0.6~0.7,取η=0.65,K——進給系統功率總效率 取K=0.96∴P =7.5 kW×0.65 kW×0.96 kW=4.68 kW。結論:滿足切削刀要求。
2)變頻器的選型:按7.5 kW的主軸電機選擇控制變頻器,參照廠家選型手冊選擇符合要求的變頻器,如選臺達變頻器VFD075M43A。
3)光電編碼器的設計選型:編碼器是將旋轉角度的變化量轉化成電信號的角位移脈沖信號傳感器,分絕對型和增量型。可按脈沖數、電源電壓、軸徑外形、聯接方式等選型,可加裝模數同的齒輪來配合光電編碼器使用,參照廠家選型手冊來選擇符合要求的編碼器。
3 普通車床X-Y數控化改造
車庫數控改造明細圖如圖1所示。
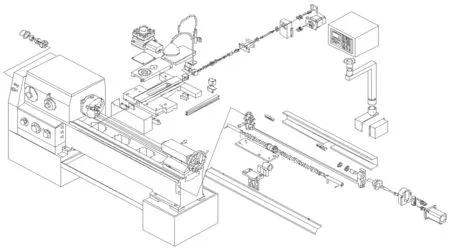
圖1 車庫數控改造明細圖
1)X向拖板重量:w=mg=Vρ WX=400×200×45×10-3×7.8×10-3≈280 N
Y向拖板重量:w=mg=Vρ WY=620×400×50×10-3×7.8×10-3≈960 N
X-Y軸伺服電機重量為:60+80=140 N 電動刀架重量: 320 N 連接板及螺母座重量:100 N
則X-Y移動工作臺總重量為:WX-Y= 280+960+140+320+100=1 800 N
2)滾動導軌副的計算及選型:已知:重復定位精度:±0.015 mm,滾珠絲杠副在中等沖擊下使用壽命:T=20 000 h,工作臺的有效行程為X=400 mm 、Y=1 200 mm ,工作載荷2 000 N。根據給定的工作載荷Fz和估算的Wx和Wy計算導軌的靜安全系數fSL=C0/P,式中:C0為導軌靜額定載荷,工作載荷P=0.5(Fz+W),查《機械設計手冊》選絲杠副受中等沖擊時取值:
fSL=4.0 CO=fsLpx.y
PX=0.5(Fz+WX)=0.5×(280+320+2000)=1 300 N
則COX=fsLpx=4×1 300=5 200 N
PY=0.5(Fz+WY)=0.5×(1 800+2 000)=1 900 N
則COY= fsLpY=4×1 900=7 600 N
根據計算選絲杠副: 參照廠家選型手冊來選擇符合要求滾珠絲杠副;如選漢江絲杠副,X軸選FL2005/410,Y軸選FL4006/1200。
3)齒輪的設計計算:齒輪采用漸開線標準圓柱齒輪,模數1.5、壓力角20、小齒輪齒數25、大齒輪齒數52,伺服驅動上電子齒輪傳動比設置為25/52。
4)伺服電機的計算及選型:伺服電機啟動力矩的計算:T=36δP[Ps+μ(G+Pz)]/2πηQb式中:T為電機負載力矩(N·cm),Ps為移動負載力(N),G為拖板部件質量(N),PX在X軸部件上的負載力(N),PY在Y軸部件上的負載力(N),μ為摩擦系數,η為機械傳動效率,Qb為伺服電機的步距角(rad),查《機械設計手冊》計算:電機啟動時運動部件受慣性的影響,系數取0.4,啟動轉矩:TQ=T/0.4,則TQX=TX/0.4=32.5/0.4=81.3 N·cm TQY=TY/0.4=51.3/0.4=128.3 N·cm,X-Y向伺服電機的最大工作頻率:fmax=Vmax/60×δP=1 000/60×0.01=1 667。參照廠家選型手冊,選擇X軸和Y軸選用不同功率的伺服電機,如選廣州數控伺服電機X軸型號為 110SJT-M040D及伺服電機Y軸型號為110SJT-M060D。
5)伺服電機驅動器的選型:伺服驅動上電子齒輪傳動比應設置為25/52,現廠家已按伺服電機型號配專用驅動器,故按廠家參數手冊選型,如選廣州數控X軸伺服電機110SJT-M040D配伺服驅動器GR2030T-LA1,伺服電機Y軸型號為110SJT-M060D配伺服驅動器GR2045T-LA1。
4 電動刀架的選型
電動刀架工作原理是利用渦輪蝸桿傳動,接受到霍爾元件的信號后,刀架抬起上下齒盤嚙合傳動,到位后刀架落下螺桿夾緊自鎖。具有正反轉靈活、定位精度高,夾緊可靠的特點。現廠家已按車床型號配專用刀架,參照廠家手冊選型,如選宏達電動刀架LD4B-CK6140及配套刀架盒。
5 數控系統的選型
參照廠家手冊選型,如廣州數控GSK980Ti車床數控系統,系統采用中央處理器CPU和集成芯片FPGA構成控制核心,實現高精度μ級運動控制。控制交流伺服驅動器和絕對式伺服電機、可轉位電動刀架等,通過程序完成外圓、端面、倒角、內孔、切槽、錐度、圓弧、螺紋等形狀加工。
6 數控化改造車庫試運行及試件的加工檢測
1)車床數控化改造驗收:按車床數控化改造驗收文件檢測。主要項目(重復定位:手動下單段狀態F=1 000,I=100往返10次,百分表測量重復定位精度誤差在0.005 mm內為合格。
檢查:定位精度: 手動下單段狀態F=1000,I=0.01,檢測X、Z向,連續按20次方向鍵,指針均勻跳動,行程達到X:0.1 mm;Z向:0.2)
2)車床試加工零件及檢驗:輸入零件加工程序并完成數控加工,按車床數控化改造加工工件及檢驗標準文件檢測并填寫。加工零件材料:45 外形尺寸:Φ60×180 mm。檢驗項目:工件表面無振紋、徑向尺寸、圓度、同軸度、螺紋M30×1.5、表面粗糙度等。
3)車床數控化改造裝配完成后,進行24 h不間斷試運行,設備不允許離人,緊切觀測設備的運行情況。有問題及時停機排除。
4)車床數控化改造設備最后交付客戶前,還須逐項完成清潔、涂油、加注潤滑油、噴漆、清潔、隨機文件、檢測報告等項目。各種手續完成后,并取得客戶認可,方可交付設備。
7 結語
普通車床數控化改造是合理可行的技術方案。本數控化改造使普通車床升級成數控化車床,降低成本的同時提高了生產效率和減少了勞動強度并保證產品一致性。