高含沙水流用水輪機(jī)葉片表面熱噴涂WC/Co涂層的性能
2020-03-26 11:12:12南厲晗俞立濤石淑琴
腐蝕與防護(hù) 2020年2期
奚 南厲 晗俞立濤石淑琴
(1. 浙江機(jī)電職業(yè)技術(shù)學(xué)院,杭州 310053; 2. 水利部杭州機(jī)械設(shè)計(jì)研究所,杭州 310012; 3. 浙江省水利水電裝備表面工程技術(shù)研究重點(diǎn)實(shí)驗(yàn)室,杭州 310012; 4. 浙江立思能源科技股份有限公司,杭州 310051; 5. 眼力健(杭州)制藥有限公司,杭州 310018)
高含沙水流是黃土高原地區(qū)普遍存在的自然現(xiàn)象[1]。高含沙水流中攜帶了大量泥沙顆粒,其中細(xì)顆粒泥沙較多,并且含沙量很大[2],這對(duì)該地區(qū)的水力發(fā)電設(shè)備(如黃河小浪底電站、三門峽電站等)特-別是水輪機(jī)葉片的耐沖蝕和汽蝕性能提出了很高的要求。水輪機(jī)在工作時(shí),泥沙磨損、沖蝕和汽蝕都會(huì)對(duì)葉片產(chǎn)生嚴(yán)重的后果,輕時(shí)需停機(jī)檢修處理,重時(shí)需更換零部件甚至更換轉(zhuǎn)輪。另外,水輪機(jī)表面的磨損還會(huì)加劇汽蝕破壞,增大水輪機(jī)的振動(dòng)。當(dāng)水輪機(jī)的導(dǎo)水機(jī)構(gòu)磨損嚴(yán)重時(shí),漏水量將增大,從而影響其正常運(yùn)行[3]。
由于熱噴涂碳化鎢/鈷金屬陶瓷涂層(以下稱WC/Co涂層)具有良好的硬度和韌性,因此作為耐磨涂層廣泛應(yīng)用于航空航天、冶金、機(jī)械等領(lǐng)域[4]。熱噴涂技術(shù)是一種比較成熟的表面強(qiáng)化技術(shù),可提高水輪機(jī)葉片表面的耐沖蝕和汽蝕性能。如高速火焰噴涂技術(shù)即高速氧-燃?xì)鈬娡?HVOF)對(duì)水輪機(jī)過(guò)流部件起到了非常好的防護(hù)效果,創(chuàng)造了良好的經(jīng)濟(jì)效益和社會(huì)效益[5]。從沖蝕、汽蝕產(chǎn)生的原因來(lái)看,水輪機(jī)表面涂層需同時(shí)具有高強(qiáng)度、高韌性及較高的顯微硬度。另外,涂層還要有一定的耐腐蝕性能。而單一材料難以滿足以上要求[6]。WC/Co是一種新型的金屬陶瓷復(fù)合材料。其中,WC為硬質(zhì)相;Co為金屬黏接相,有一定的韌性,抗疲勞性能較好,能夠有效提高基體金屬表面的強(qiáng)度和韌性。因此,本工作采用新型高速火焰噴涂技術(shù)在水輪機(jī)葉片用06Cr13不銹鋼表面噴涂WC/Co涂層,并針對(duì)高含沙水流環(huán)境通過(guò)沖蝕、汽蝕試驗(yàn)測(cè)試其相關(guān)性能。
1 試驗(yàn)
1.1 涂層制備

表1 HVOF噴涂參數(shù)Tab. 1 Spray parameters of HVOF
噴涂前,對(duì)基體試樣進(jìn)行除銹、除油以及表面粗化處理,然后在夾具上進(jìn)行噴涂,熱噴涂WC/Co涂層的設(shè)計(jì)厚度為0.3 mm。
1.2 試驗(yàn)方法
1.2.1 形貌和物相分析
對(duì)噴涂后試樣進(jìn)行打磨拋光,然后采用Zeiss ULTRATM55型場(chǎng)發(fā)射掃描電子顯微鏡(SEM)觀察WC/Co涂層的形貌。利用KMM-500E型金相顯微鏡及其自帶軟件測(cè)WC/Co涂層的孔隙率。在PANalytical X′Pert PRO型X射線衍射儀(XRD)上對(duì)WC/Co涂層進(jìn)行物相分析,采用銅靶Kα射線(λ=0.15 nm),工作電壓為40 kV,電流為30 mA。
1.2.2 力學(xué)性能分析
采用HXD-1000TMC/LCD型顯微硬度測(cè)試儀在噴涂后試樣截面上測(cè)顯微硬度,載荷為1.96 N,加載時(shí)間為10 s,共測(cè)試了3個(gè)試樣。采用電子萬(wàn)能試驗(yàn)機(jī)測(cè)WC/Co涂層的結(jié)合力,試樣尺寸為φ22 mm,測(cè)試時(shí)采用專用調(diào)制的E7膠粘接。
1.2.3 沖蝕試驗(yàn)
采用國(guó)產(chǎn)漿料沖蝕試驗(yàn)機(jī)在高泥沙沖蝕環(huán)境中對(duì)噴涂后試樣進(jìn)行測(cè)試。參照黃河小浪底電站真實(shí)環(huán)境確定漿料沖蝕試驗(yàn)機(jī)中的泥沙含量,通過(guò)漿料流動(dòng)使試樣表面與漿料進(jìn)行相互作用,從而模擬水輪機(jī)葉片表面在高含沙水流中所發(fā)生的沖蝕行為,測(cè)試其涂層的耐沖蝕性能。沖蝕試樣尺寸為18.7 mm×18.7mm(共3組平行樣),磨料為粒徑0.425~0.850 mm的石英砂與去離子水混合成的漿料(10 kg),試驗(yàn)機(jī)轉(zhuǎn)速為1 200 r/min,沖蝕時(shí)間為6 h,用帶有WC/Co涂層的試樣和不帶涂層的基體不銹鋼進(jìn)行對(duì)比試驗(yàn)。經(jīng)洗凈、烘干后,采用精度為0.01 mg的電子天平對(duì)試樣進(jìn)行稱量,并將磨蝕后的試樣置于掃描電子顯微鏡下觀察。
1.2.4 汽蝕試驗(yàn)
2.1 粒度分析 經(jīng)激光粒度分布儀進(jìn)行粒度分析,由圖1可看出,香菇普通粉的中位粒徑D50為348.438 μm;由圖2可看出,香菇超微粉的中位粒徑D50為22.247 μm。經(jīng)過(guò)超微粉碎后的香菇普通粉平均粒徑降低15.8倍,且粒徑范圍較為集中。
在工作過(guò)程中,由于水輪機(jī)葉片背面壓力最低點(diǎn)小于水溫的汽化壓力,水就會(huì)汽化產(chǎn)生大量的水蒸氣形成氣泡,當(dāng)這些氣泡進(jìn)入流通部件表面的高壓區(qū)時(shí)會(huì)急劇破滅,形成局部的沖擊波,從而造成汽蝕破壞[7]。因此,針對(duì)高含沙水流地區(qū)的水輪機(jī)葉片汽蝕問(wèn)題,參照美國(guó)ASTM G32-06標(biāo)準(zhǔn),采用國(guó)產(chǎn)超聲波汽蝕試驗(yàn)機(jī)對(duì)噴涂后試樣進(jìn)行汽蝕試驗(yàn)。工作頻率為(20±0.5)kHz,工作振幅為(50±2.5)μm,每過(guò)1 h取下試樣稱量,10 h后將試樣置于掃描電子顯微鏡下觀察汽蝕后的形貌。
2 結(jié)果與討論
2.1 涂層形貌與物相
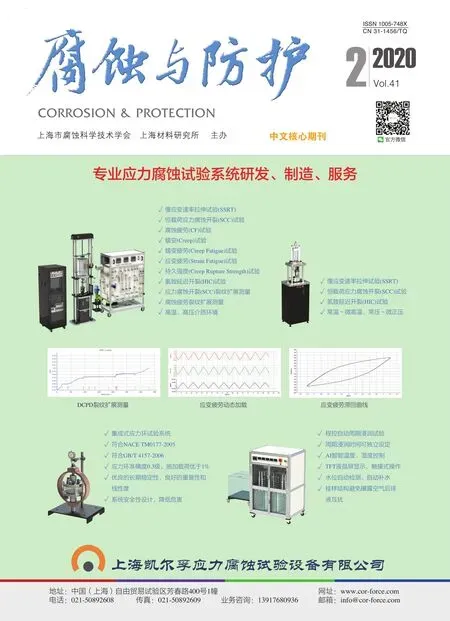
由圖1中可以看出,WC/Co涂層中主要相為WC相,因此能夠很好地提高涂層的硬度及耐磨性,而Co作為黏結(jié)相能夠使涂層保持良好的韌性;與WC/Co粉末的XRD譜對(duì)比發(fā)現(xiàn),WC/Co涂層中W2C相增多,這說(shuō)明WC/Co粉末在熱噴涂過(guò)程中由于受熱而發(fā)生部分脫碳。W2C相是一種脆性相,其硬度比WC相的低,因此W2C相的增多會(huì)影響涂層的硬度。由于HVOF噴涂時(shí),粒子速度非常高且加熱溫度相對(duì)較低,受熱的高溫顆粒在空氣中飛行的時(shí)間很短,因此WC發(fā)生的脫碳現(xiàn)象較少,W2C相的含量也相對(duì)較低,WC/Co涂層仍然具有較高的硬度和較好的耐磨性。此外,在WC/Co涂層的XRD譜中并沒(méi)有發(fā)現(xiàn)其他新相,說(shuō)明噴涂粒子在受熱過(guò)程中除了脫碳形成CO2氣體之外,沒(méi)有發(fā)生其他元素的氧化現(xiàn)象,HVOF噴涂在減少噴涂粒子的氧化方面具有較好的效果。
(a) WC/Co粉末
(b) WC/Co涂層圖1 WC/Co粉末和涂層的XRD譜Fig. 1 XRD patterns of WC/Co powders (a) and coating (b)
從圖2中可以看到,WC/Co涂層中有許多小孔,這是由熱噴涂的噴涂機(jī)理所導(dǎo)致的,是一種熱噴涂涂層常見的缺陷。通過(guò)金相顯微鏡自帶軟件,對(duì)圖2(b)中的孔洞進(jìn)行統(tǒng)計(jì)可知,WC/Co涂層的孔隙率為0.68%。HVOF噴涂由于其焰流速度非常高,能夠使噴涂粒子具有很高的加速度,從而獲得孔隙率較低的高質(zhì)量涂層。
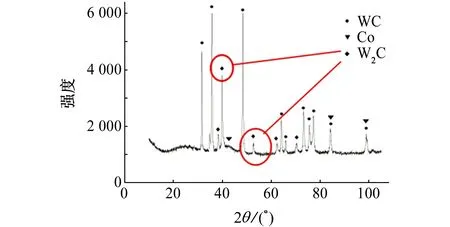
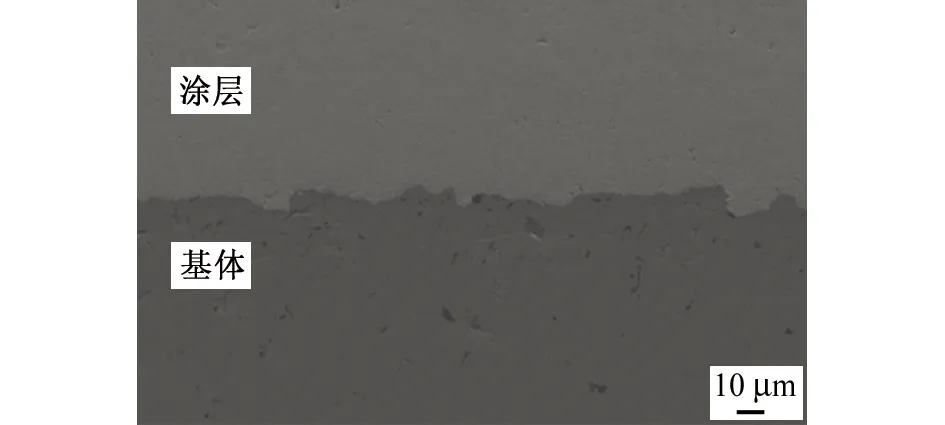
從圖3(a)中可以看出,WC/Co涂層與基體結(jié)合處較為緊密,縫隙、夾雜等缺陷都非常少,因此涂層與基體具有較好的結(jié)合強(qiáng)度。根據(jù)圖3(b)中可知,WC/Co涂層表面大量的顏色較淺的顆粒狀或塊狀物均為WC相,其具有非常高的硬度,有利于提高涂層的耐磨性。
(a) 截面
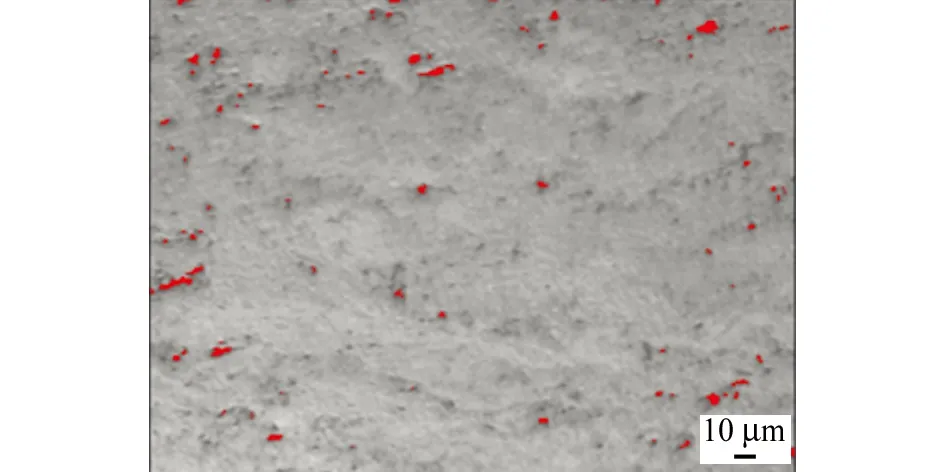
(b) 表面及孔隙率圖2 WC/Co涂層的微觀形貌及孔隙率Fig. 2 Micro morphology and porosity of WC/Co coating: (a) cross-section; (b) surface and porosity
(a) 截面
2.2 涂層的力學(xué)性能
在噴涂后試樣的截面上沿著涂層到基體的直線分別取6個(gè)硬度測(cè)試點(diǎn)。其中,前4個(gè)點(diǎn)位于涂層上,后2個(gè)點(diǎn)位于基體上,如圖4(a)所示,測(cè)試結(jié)果如圖4(b)所示。結(jié)果表明,WC/Co涂層的平均硬度為1 211 HV,遠(yuǎn)高于基體材料的硬度。因此,高硬度的WC/Co涂層能夠在高含沙水流環(huán)境中有效抵抗砂石顆粒的切削磨損。

(a) 測(cè)試位置
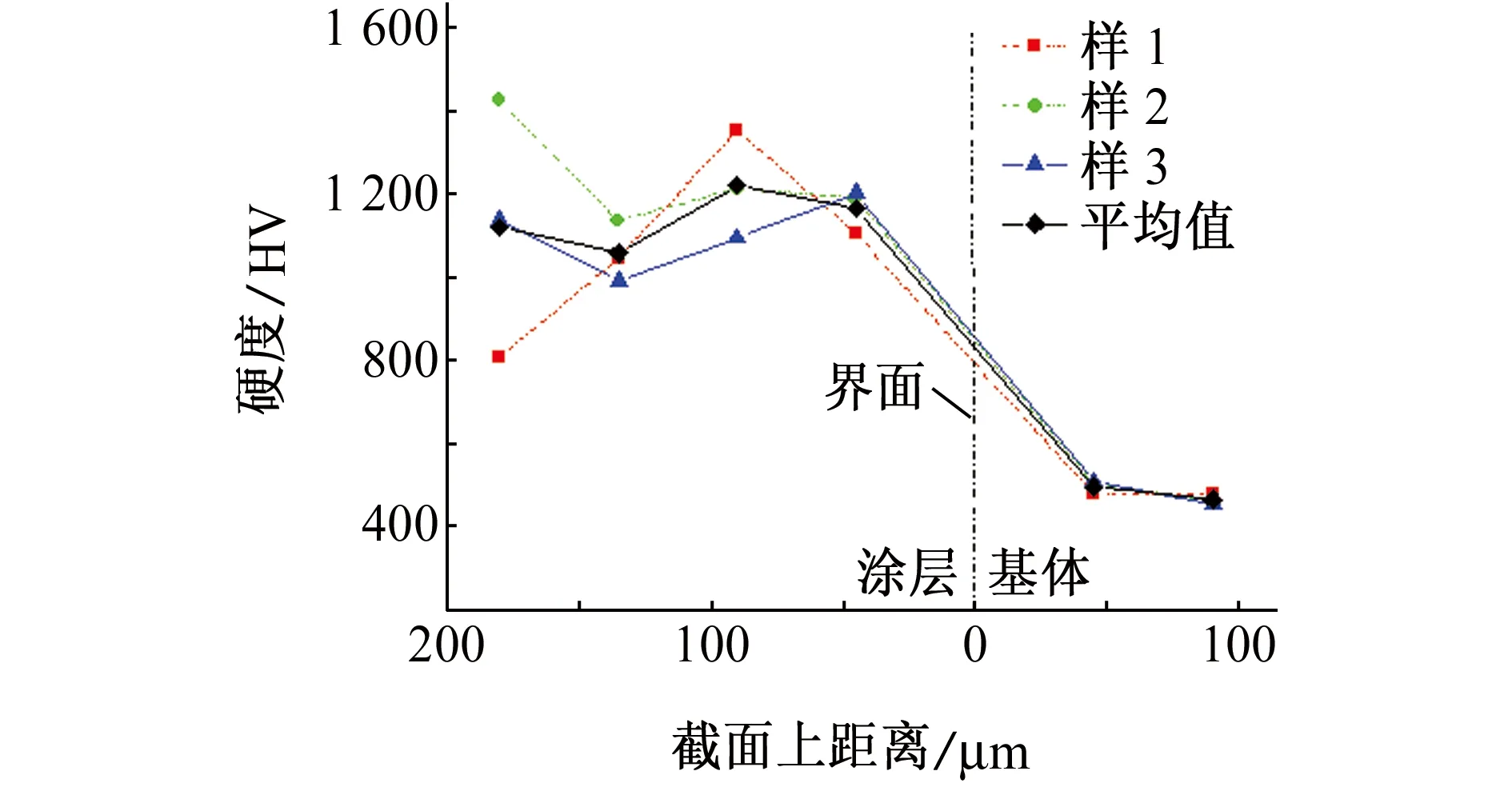
(b) 測(cè)試結(jié)果圖4 硬度測(cè)試位置與測(cè)試結(jié)果Fig. 4 Location (a) and result (b) of hardness testing
此外,通過(guò)拉伸試驗(yàn)測(cè)得WC/Co涂層與基體的結(jié)合強(qiáng)度為70 MPa(一般要求水輪機(jī)葉片涂層與基體的結(jié)合強(qiáng)度不低于40 MPa[8]),較高的結(jié)合強(qiáng)度也能夠滿足涂層在高含沙水流中的耐剪切力和沖擊力的要求。
2.3 涂層的耐沖蝕性能
將帶有WC/Co涂層試樣與不帶涂層的基體試樣同時(shí)放置于含高含沙水流的漿料沖蝕試驗(yàn)機(jī)中進(jìn)行6 h沖蝕,統(tǒng)計(jì)其沖蝕前后的質(zhì)量,計(jì)算磨損量(沖蝕前后質(zhì)量差),結(jié)果如表2所示。由表2中可以看出,在高含沙水流的沖蝕下,帶有WC/Co涂層試樣的磨損量明顯小于基體試樣的(前者約是后者的0.18倍)。因此,WC/Co涂層能夠有效提高基體在含沙水流中的耐沖蝕性能。
由于高含沙水流中的沖蝕以磨料磨損為主。硬質(zhì)的細(xì)小沙粒與涂層表面相接觸并發(fā)生高速撞擊和摩擦,導(dǎo)致相對(duì)薄弱區(qū)域產(chǎn)生微裂紋,部分顆粒會(huì)嵌入涂層表面形成凹坑,如圖5(a)所示。局部放大后,可以觀察到更為明顯的凹坑、裂紋和局部變形,如圖5(b)所示。由于噴涂粉末不均勻,造成噴涂過(guò)程中部分區(qū)域的WC相顆粒較為粗大,且黏接相Co相的硬度相對(duì)于WC相的較低,因此在高含沙水流的沖擊下Co相發(fā)生較大的破壞,導(dǎo)致涂層局部變形甚至開裂;在高含沙水流的沖蝕下,黏結(jié)相破壞,使硬質(zhì)WC相發(fā)生剝落,形成凹坑,導(dǎo)致涂層的耐沖蝕性能下降。
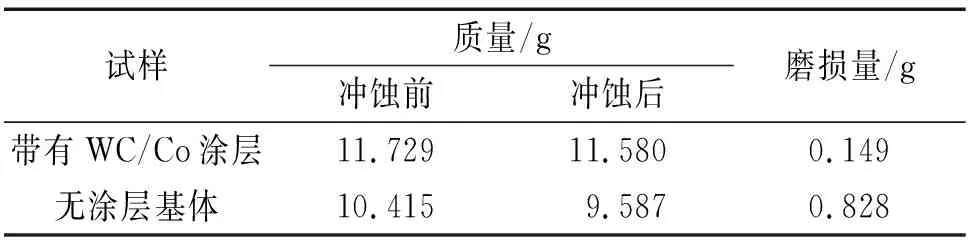
表2 沖蝕后兩種試樣的磨損量Tab. 2 Abrasion loss of two kinds of samples after erosion corrosion

(a) 低倍

(b) 高倍圖5 經(jīng)6 h沖蝕后WC/Co涂層表面的SEM形貌Fig. 5 SEM morphology of WC/Co coating surface after 6 h erosion corrosion at low (a) and high (b) magnifications
2.4 涂層的耐汽蝕性能
在汽蝕試驗(yàn)過(guò)程中,WC/Co涂層的質(zhì)量損失非常少,汽蝕10 h后質(zhì)量損失僅為0.003 g,說(shuō)明WC/Co涂層在耐汽蝕方面表現(xiàn)出了優(yōu)異的性能。汽蝕是由于水中氣泡破滅產(chǎn)生超聲波引起的。在汽蝕的起始階段,汽蝕破壞優(yōu)先在涂層表面缺陷如孔隙、微裂紋等處發(fā)生。而HVOF制備的WC/Co涂層表面較為致密,孔隙率低、表面缺陷少,因此具有較好的耐汽蝕性能。
由圖6中可以看出,經(jīng)10 h超聲波汽蝕試驗(yàn)后WC/Co涂層表面出現(xiàn)了不同程度的顆粒剝落、汽蝕坑及裂紋。這是由于在汽蝕初期,涂層表面缺陷處容易形成汽蝕源,隨著汽蝕的進(jìn)行,汽蝕坑和裂紋不斷增加。裂紋的擴(kuò)展使得涂層中的Co黏接相逐漸分離,硬質(zhì)相WC顆粒失去附著而發(fā)生剝落,形成較大面積的汽蝕坑[9]。HVOF技術(shù)能夠使噴涂粒子獲得非常高的速度,有利于噴涂粒子的變形以及與基體的結(jié)合,減少涂層表面缺陷,大幅提高涂層的耐汽蝕性能。

(a) 低倍
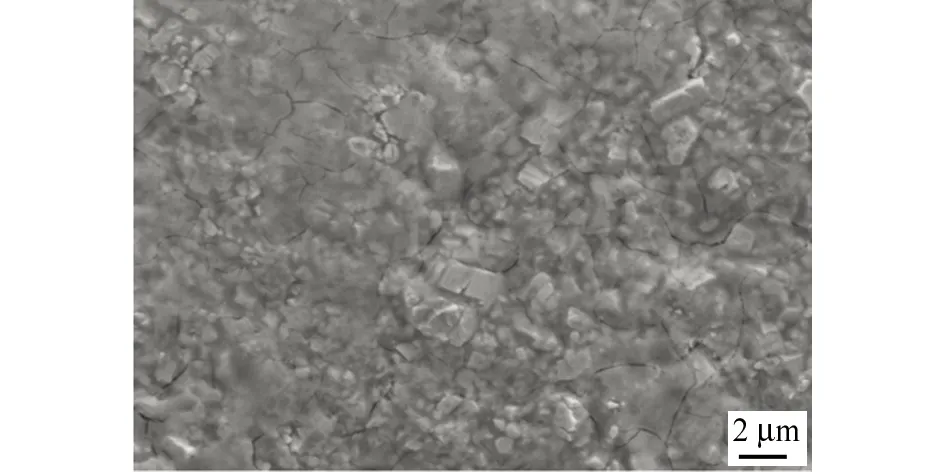
(b) 高倍圖6 經(jīng)過(guò)10 h汽蝕試驗(yàn)后WC/Co涂層表面的SEM形貌Fig. 6 SEM morphology of WC/Co coating surface after 10 h cavitation test at low (a) and high (b) magnifications
針對(duì)沖蝕和汽蝕聯(lián)合作用,涂層不但要有一定的硬度、結(jié)合力,涂層之間還要有一定的內(nèi)聚力即強(qiáng)韌性。此外,涂層晶粒中的相界和晶界對(duì)汽蝕產(chǎn)生的巨大水錘應(yīng)力起到緩沖作用,并且可阻礙晶粒中裂紋的產(chǎn)生與擴(kuò)展。所以在汽蝕作用區(qū)域,細(xì)化涂層晶粒,可增加相界和晶界,使汽蝕的破壞作用成倍減少,顯著提高涂層的耐沖蝕和汽蝕性能。
3 結(jié)論
(1) 采用HVOF技術(shù)在06Cr13不銹鋼表面制備了WC/Co涂層。該涂層的孔隙率、顯微硬度及其與基體的結(jié)合強(qiáng)度分別達(dá)到0.68%、1 211 HV、70 MPa。
(2) WC/Co涂層中的WC相使涂層具有優(yōu)良的耐沖蝕性能,沖蝕試驗(yàn)后其磨損量?jī)H為06Cr13不銹鋼基體的0.18倍。
(3) WC/Co涂層表面具有良好的致密度、結(jié)合力及強(qiáng)韌性,因此涂層也具有優(yōu)良的耐汽蝕性能。