提升活頁加工效率的工藝改進設計
2020-03-24 09:43:43吳一帆
科技資訊 2020年1期
關鍵詞:工藝
吳一帆

摘? 要:在保證產品質量的前提下,提高生產效率,降低生產成本是企業追求目標。該文以活頁埋頭孔加工工藝為例,論述了加工工藝改進思路與方案,采用新工藝后,通過沖-鉆孔的新方案,實現了生產效率的提升,降低了生產成本,取得了良好的經濟效益。
關鍵詞:活頁? 沖壓? 鉆削? 夾具? 工藝
中圖分類號:TG75 ? ?文獻標識碼:A 文章編號:1672-3791(2020)01(a)-0060-02
1? 原加工工藝存在的問題
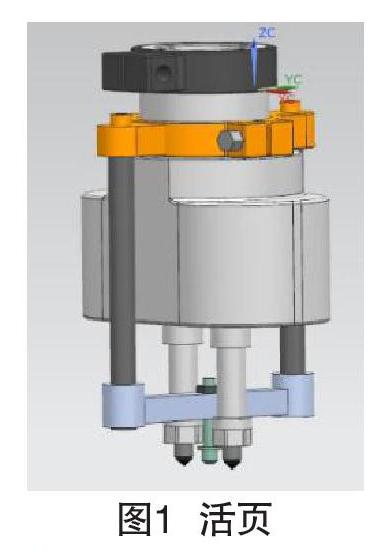
門窗活頁是生活中常見的零件,結構簡單。該文中所述活頁(如圖1所示),用于機場、車站、高層建筑玻璃幕墻,采用鋁合金為原材料,厚度在4~5mm左右,表面噴涂處理,無毛刺、劃傷等表面缺陷,對品質要求較高。采用JIT供貨方式,保證最小的庫存和最少的在制品數[1],都采用訂單式加工,雖然活頁加工數量很大,但品種規格也較多,同型號的一次訂單量并不是很大,數百到數千件,生產綱領屬中小批量的生產[1]。
原加工過程:電鋸切斷型材,采用多級鉆在數控鉆銑機床上鉆出穿螺釘的直孔及容螺釘頭的埋頭孔。加工工件安裝在夾具座內,用壓板側面夾持,裝卸麻煩。鉆削加工精度低,導向能力差,易鉆偏;橫刃長,定心差,易偏斜;排屑困難,生產率低[3]。在、鉆削時會產生切屑,每次安裝時,必須把夾具座內部的切屑清理干凈,因此綜合加工耗時較多,生產效率不高。能否利用企業現有通用設備進行適當改造,能滿足不同規格的活頁加工,并能提高生產效率。
2? 沖-鉆工藝方案
根據企業現有設備,提出沖-鉆加工工藝方案。孔的尺寸精度由沖頭保證,質量穩定,普通壓力機每分鐘可生產幾十件沖壓件,是一種高效率的加工方法[4]。沖床無法很好地沖出孔口錐度,因此先用沖床沖出穿螺釘的直孔,再用鉆床加工埋頭孔,最后去毛刺及品質檢驗。所以其生產工藝為:鋸料→沖孔→鉆孔→去毛刺→品檢。
2.1 沖壓及沖夾具的設計
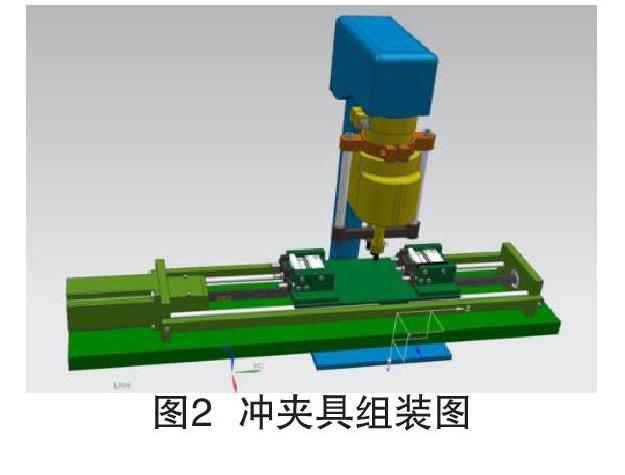
根據鋸料誤差及加工精度要求(形狀尺寸及孔間距公差為0.1),設計了柔性沖夾具(如圖2所示)。
沖夾具由底座、前后4個限位擋塊、夾具座和推桿組成。在右限位塊和推桿上安裝有彈性螺釘,當工件安裝入推桿座中推桿上的彈性螺釘會把工件向左頂緊,推動推桿進入沖模中,檔塊會頂住工件,這時工件會頂緊在前擋塊上,這樣以工件的前面和左面作為加工基準,加工基準與設計基準一致,無基準誤差。
采用沖孔,4個孔一次沖壓成型,孔間距精度高,加工無切屑,安裝方便快捷,生產效率很高。
2.2? 鉆孔工裝夾具設計
2.2.1 夾具座設計(如圖3所示)
活頁生產綱領屬中小批量、產品形狀類同,計設可擴展使用范圍的夾具座,在夾具右側加限位板、墊圈和彈簧,可調夾具寬度;在夾具后部裝限位板、導柱、螺桿,可調整夾具長度。
2.2.2 頂桿設計(見圖4)
在采用該工藝初期,出現了一些品質問題:(1)倒角有偶發性的切深;(2)偶發性的倒角不圓。
原因分析:鉆孔速度快,會使切削力很大,同時會造成切屑過大而排屑不暢,當工件沒有被夾緊時,工件會振動上浮,造成了鉆深。
解決方案:加裝頂桿,頂桿由抱箍、支架、頂針調節螺釘和彈簧組成。
頂針應高于鉆頭,在隨主軸下移過程中,鉆頭先與工件接觸,完成自動定心,在鉆頭繼續下移鉆孔過程中,頂桿頂住工件,使工件不會上浮。
2.2.3 選用雙軸頭(見圖5)
雙軸頭的優點是軸頭體積小,重量輕,不用做支架,可直接懸掛在鉆床,操作方便,安全隱患少;速率1∶1,滿足鋁加工的高速切削要求;做好孔距規后,兩軸間尺寸調整相對比較方便。
2.2.4 鉆孔過程(見圖6)
采用兩個相同夾具交替工作的方法是縮短輔助時間的措施之一[3]。鉆孔采用自動鉆床,設計為雙工作臺,可輪流裝卸,在鉆頭區域前部和兩側加裝護板,工作臺兩側裝有限位開關,夾具座底部安裝傳感器,工作臺移動至安裝位置時停止移動,當感應開關一開一合,即感應到工件被裝卸一次后,工作臺才會再次移動。
2.3 全自動產線構想
采用先進制造自動化技術不僅能顯著提高勞動生產率、大幅提高產品質量、降低制造成本、提高經濟效益,還能有效地改善勞動條件、提高勞動者的素質、帶動相關技術的發展,大大提高企業的市場競爭能力[4]。人工成本的不斷增加,高柔性全自動化加工制造的是未來發展的必然趨勢,為此構想設計了全自動化加工產線,把各加工模塊有序地組織在一起。
工件放入料盤內,以氣缸為動力源,推桿把工件推至機械手夾持位,然后由機械手把工件依次送至沖、鉆加工位進行加工,最后放入周轉箱中。采用上述夾具產品更換方便,可迅速調整好產線。圖7為自動化生產構想圖。
3? 結語
此次工藝改進的核心是解決了工件快速裝卸的問題,通過對夾具的設計和設備工裝的簡單改造,降低了生產成本,在使用了新工藝后,生產效率提高了150%。雖然多了一道工序,多用了一個作業員,但操作簡單,普工經過簡單培訓就可替代數控操作技術工人上崗,人力成本增加不多,綜合經濟效益增加顯著,為進一步向著全自動化方向技改打下了基礎。
參考文獻
[1] 陳中中,王一工.先進制造技術[M].北京:化學工業出版社,2016.
[2] 王杰,李方信,肖素梅.機械制造工程學[M].北京:北京郵電大學出版社,2004.
[3] 王鳳平.機械制造工藝學[M].北京:機械工業出版社,2017.
[4] 成虹.沖壓工藝與模具設計[M].北京:高等教育出版社,2006.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
