焊后熱處理在管線焊接生產項目中的實際應用
2020-03-24 10:30:58倪繼志
科學技術創新 2020年3期
費 愚 倪繼志
(海洋石油工程股份有限公司,天津300451)
在焊接過程中,由于加熱和冷卻的不均勻性,以及構件本身產生拘束或外加拘束,在焊接工作結束后,在構件中總會產生焊接應力。焊接應力在構件中的存在,會降低焊接接頭區的實際承載能力,產生塑性變形,嚴重時,還會導致構件的破壞。焊后熱處理(PWHT)是指焊后為改善焊接接頭的組織和性能或消除焊接結構的焊接殘余應力而進行的熱處理。本文涉及到的生產項目就是局部高溫回火方式的消除焊接應力熱處理。
1 焊后熱處理作用與機制
1.1 焊后熱處理的目的
焊后熱處理的目的有三個:消氫、消除焊接應力、改善焊縫組織和綜合性能。焊后消氫熱處理,是指在焊接完成以后,焊縫尚未冷卻至100℃以下時進行的低溫熱處理。一般規范為加熱至200~350℃,保溫2-6 小時。焊后消氫處理的主要作用是加快焊縫及熱影響區中氫的逸出,對于防止低合金鋼焊接時產生焊接裂紋的效果極為顯著。
消除焊接應力熱處理是使焊好的工件在高溫狀態下,其屈服強度下降,來達到松弛焊接應力的目的。常用的方法有兩種:一是整體高溫回火,即把焊件整體放入加熱爐內,緩慢加熱到一定溫度,然后保溫一段時間,最后在空氣中或爐內冷卻。用這種方法可以消除80%-90%的焊接應力。另一種方法是局部高溫回火,即只對焊縫及其附近區域進行加熱,然后緩慢冷卻,降低焊接應力的峰值,使應力分布比較平緩,起到部分消除焊接應力的目的。
有些合金鋼材料在焊接以后,其焊接接頭會出現淬硬組織,使材料的機械性能變壞。此外,這種淬硬組織在焊接應力及氫的作用下,可能導致接頭的破壞。如果經過熱處理以后,焊縫的金相組織得到改善,提高了焊縫的塑性、韌性,從而改善了焊接接頭的綜合機械性能。
1.2 熱處理設備
熱處理可以采用電阻加熱或感應加熱局部熱處理方法。熱電偶必須是K 型(鉻鎳- 鋁鎳)或J 型(鐵- 康),所有的熱電偶必須擁有滿足國家標準的證書。在熱處理之前,熱處理設備必須完好的保養和校準。熱電偶必須校準確保在有效期內。所有焊后熱處理設施的有效校準證書必須經過業主和第三方的檢查批準。
1.3 焊件的熱處理
根據業主的項目規格書中規定,所有壁厚超過19.05mm 的碳鋼壓力管線或碳鋼復合管的對接焊縫,均必須進行焊后熱處理。對于碳鋼壓力管線的支管連接,在任意垂直于支接焊縫的平面內,如果貫穿焊縫的厚度大于38.1mm,則必須進行焊后熱處理。焊后熱處理必須在焊接完成之后盡快進行。在進行熱處理之前需要檢查被熱處理的部件,保證部件膨脹或擠壓時可自由移動。同時應充分支撐保護部件,防止部件由于重力而凹陷、變形。最終熱處理之后應避免進行焊接。如果熱處理后還需要進行焊接,必須經由業主及第三方的批準后方可實施。
1.4 熱處理時的支撐布置
對于需要熱處理的管子,必須在熱處理開始之前在管子下方放置支撐以防止撓曲變形。支撐的形式任意,但材質必須是鋼,木頭等其他可燃固體不允許用作支撐。焊縫每側至少放置一個支撐,支撐應緊靠隔熱毯邊緣,放置在沒有包裹隔熱毯的區域。如擔心管子變形,可在兩側支撐之間增加支撐的數量。
2 熱處理實際操作
2.1 熱處理要求
如熱處理前法蘭有法蘭蓋保護,熱處理之后法蘭的保護措施應當恢復。螺栓連接材料及電鍍的或鍍鋅的部件不允許進行焊后熱處理。當采用局部熱處理時,最小加熱區域為焊縫兩側起25mm 或3 倍焊縫厚度,取最大值。加熱片的最大環向間隙不能超過30mm,最大縱向間隙不能超過50mm。加熱片不能重疊。熱處理工件應包裹隔熱毯,以確保在加熱帶之外的溫度場處于逐漸遞減狀態。石棉不能用作隔熱材料。加熱器件兩端起至少300mm 范圍內,應包裹至少2 層隔熱毯。工件溫度低于150℃之前,不允許去除保溫材料。如需要,管線兩頭應使用防火棉封蓋以避免熱處理過程中管內空氣流通循環。
2.2 熱處理操作
工件/部件的溫度在315℃以下時,可以自由加熱。大于315℃時,加熱速率不能超過℃/小時,且最大不超過200℃/小時。冷卻速率不能超過℃/小時,且最大不超過260℃/小時。(δ為最大母材控制壁厚,mm)。常規厚度的部件應當根據厚度按2.4min/mm 在600-610℃下進行保溫,小壁厚的管子保溫時間也不得少于1 小時。
對于感應加熱,熱電偶應通過電容器放電連接,并且熱電偶導線間距不能超過6mm。對于電阻加熱,應使用鎧裝熱電偶,保證鎧裝熱電偶外殼與加熱表面接觸,同時應采取方法將熱電偶固定(可采用鐵絲綁定)。熱處理完成之后所有熱電偶必須清除。僅對于電容放電連接的區域,應打磨平滑至完好金屬,并對打磨區域進行MPI 或DPI 檢測以確認是否存在裂紋。
熱電偶應放于距焊縫邊緣25mm 處。對于不等厚接頭,熱電偶應布置在壁厚較大的一側,例如較大壁厚的法蘭、管件上等。對于局部熱處理的管線,熱電偶的數量和位置要求如下:
a.管徑D ≤168.3mm 時,在6 點和12 點位置各放置一個熱電偶;
b.管徑D>168.3mm 時,在4 點、8 點及12 點位置各放置一個熱電偶。
熱處理作業完成后,應打印出完整的熱處理時間- 溫度曲線圖。同時相關信息應在曲線圖中標明,這些信息至少應包括熱處理曲線編號、管線三維圖編號及版次、焊口號、熱處理開始時間、熱處理結束時間。在熱處理作業開始前,熱敏紙下方需由第三方及業主簽字確認后才可開始作業,熱處理結束后需對溫度曲線進標記,確定其對應熱電偶的測溫位置,圖1 是樣例熱處理曲線圖。
如果在熱處理操作過程中,發生斷電的緊急情況,升溫及降溫階段斷電不超過五分鐘可繼續作業,結束后需對該短時間進行標注并由業主簽字確認,如多斷電發生在保溫階段,此次熱處理作業作廢,需提交二次熱處理程序方案給業主審批,審批通過后方可再次進行熱處理作業,如果二次熱處理作業再次發生斷電情況,此處接頭作廢,需被切割掉并更換新管段。
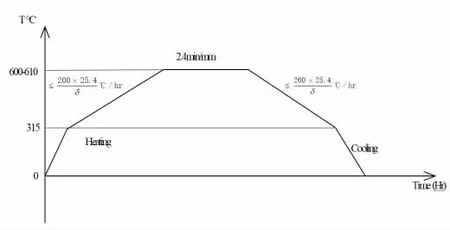
圖1 焊后熱處理曲線
3 熱處理后的檢驗
檢驗工程師應查看所有與與熱處理相關的記錄及核實熱處理是否按照WPS 和熱處理程序的規定執行。對于酸性服役、濕硫化氫氛圍、異常酸性服役管線、深冷管線等必須進行硬度測試。硬度測試要求參照管線建造焊接檢驗測試以及安裝規格書。硬度測試之前,應采用鋼絲刷或砂輪片去除測試表面的鐵銹、油污等可能影響測試結果的異物。
最終的NDT 檢驗和壓力試驗應在焊后熱處理后進行。可在最終熱處理之前進行一次NDT 檢查,以確保在熱處理之前不存在缺陷。最終熱處理完成后不允許進行焊接。
4 結論
為使管件的焊接接頭具有所需要的力學性能、物理性能和化學性能,除合理使用材料和各種成形工藝外,熱處理工藝是必不可少的。合理的選用加熱設備和方法,并且控制好溫度的變化及保溫時間是熱處理質量好壞的關鍵因素,我們一定要在實際工作當中掌握好每一道工序才能保證工件的質量。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
設備管理與維修(2015年12期)2015-04-09 06:57:24