汽車空調出風管雙色注射模設計
2020-03-18 08:36:38張少飛
模具制造 2020年1期
張少飛
東江模具(深圳)有限公司(廣東深圳 518132)
1 塑件介紹
圖1所示為一個汽車內部零件的雙色塑件,其中綠色部分是第一色PP+30GF膠料,橙色部分是第二色TPE軟膠。該塑件尺寸比較大,屬于大型雙色注射成型件。

圖1 雙色塑件圖
該塑件平均壁厚2mm,外形尺寸為799×295×262mm,第一色PP+30GF膠料重539.7g,第二色TPE膠料重274.8g。模具要求一模出1+1腔,即先注射成型硬膠PP+30GF膠料然后再注射成型軟膠TPE膠料。
如圖2所示,第一色PP+30GF膠料及第二色TPE膠料的塑件四周都有倒扣,該塑件的結構復雜,很顯然,此塑件不符合簡單雙色模具設計最基本原則:定模部分塑件形狀不同,動模部分完全相同。這種雙色塑件不能按照普通旋轉動模具的雙色模具來設計。而且,該雙色塑件比較大,如果采用普通的雙色機旋轉動模工作臺的轉盤,那么需要3,500t以上的注塑機,注射成型成本很高。
圖3及圖4是該副模具最終選定的帶中間豎直旋轉工作臺的雙色注塑機,此雙色注塑機是平衡式雙色注塑機,其主射嘴位于普通住注塑機的正常位置,副射嘴位于主射嘴相對位置,注塑機的旋轉工作臺在主射嘴和副射嘴的中間位置,可以沿豎直方向旋轉180°。這樣注塑機的型號只需1,700t就夠了,但是注塑機的容模厚度比較大,是普通注塑機的2倍。

圖2 塑件尺寸結構

圖3 中間豎直旋轉工作臺雙色注塑機圖

圖4 中間豎直旋轉工作臺雙色注塑機圖
2 分型線及出模方向
該塑件的結構復雜,塑件4個面都有倒扣,且第二色TPE軟膠穿插在第一色PP+30GF硬膠中,很顯然采用簡單的旋轉動模是不可行的。對于此類塑件,可以采用定模具4個面滑塊結構。圖5所示為該塑件的分型線及出模方向。

圖5 定、動模分型及分型圖
3 設計要點
模具分型線及出模方向確定了,接下來確定澆口形式及位置。先分析第一色PP+30GF膠料的進澆口及形式。根據塑件特征,第一色PP+30GF硬膠可以采用熱流道轉4點潛伏式澆口。圖6為該塑件第一色PP+30GF膠料的澆口圖。

圖6 第一色澆口圖
設計前期,通過MoldFlow軟件對此塑件進行詳細的分析。圖7~圖12為第一色PP+30GF硬膠的MoldFlow軟件分析結果圖。

圖7 MoldFlow軟件分析第一色PP+30GF膠料澆口圖

圖8 MoldFlow軟件分析第一色PP+30GF膠料填充時間圖

圖9 MoldFlow軟件分析第一色PP+30GF膠料塑件+流道的V/P切換點圖

圖10 MoldFlow軟件分析第一色PP+30GF膠料塑件的V/P切換點圖
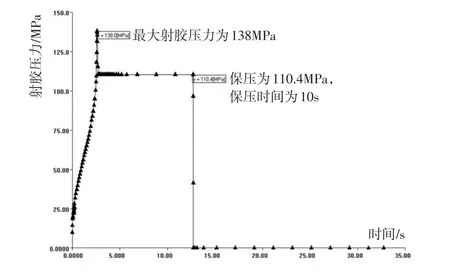
圖11 MoldFlow軟件分析第一色PP+30GF膠料射膠壓力曲線圖

圖12 MoldFlow軟件分析第一色PP+30GF膠料鎖模力曲線圖
從MoldFlow軟件分析數據上看,第一色的填充時間約為2.8S,最大的射膠壓力是138MPa,保壓為110.4MPa,流道上損失壓力為138-116.2=21.8MPa,屬于PP+30GF膠料的注塑范圍內。鎖模力為924.4噸,在1,700t的注塑機范圍內。所以該塑件的第一色PP+30GF膠料的澆口形式為熱流道轉4點潛伏式澆口方案比較合理。圖13為第一色PP+30Gf膠料的整體澆注系統流道圖。

圖13 第一色膠料整體澆注系統流道圖
接下來分析第二色TPE膠料的進澆口及形式。從前面圖1、圖2及圖3中可以看到,該塑件的第二的TPE膠料穿插在第一色PP+30GF膠料中間,在塑件設計時,需要考慮到第二色膠料的澆口形式。如圖14所示,在第一色PP+30GF硬膠合適的位置設計引流部分,用于第二色TPE軟膠的進膠。由于該塑件比較復雜,且塑件比較大,除了設計一些引流部分外,還采用比較多的進膠點。圖15是第二色TPE軟膠的進澆口位置圖,共采用12點潛伏式進澆口成型第二色TPE軟膠。

圖14 塑件細節圖

圖15 第二色澆口圖
同樣,為了確保第二色澆口的合理性,對于第二色TPE軟膠也進行了MoldFlow軟件分析。下面從圖16~圖21為第二色TPE軟膠的MoldFlow軟件的分析結果圖。

圖16 MoldFlow軟件分析第二色TPE膠料澆口圖
從MoldFlow軟件分析數據上看,第二色TPE膠料的填充時間約為2.7s,最大的注射壓力是150.7MPa,保壓為120.6MPa,流道上損失壓力為150.7-137.6=13.1MPa,在TPE膠料的注塑范圍內。鎖模力只需944.4t,也在1,700t的注塑機范圍內。所以該塑件的第二色TPE膠料的澆口形式為熱流道轉12點潛伏式澆口方案比較合理。圖22為第二色TPE膠料的整體熱流道系統圖。

圖17 MoldFlow軟件分析第二色TPE膠料填充時間圖

圖18 MoldFlow軟件分析第二色TPE膠料塑件+流道的V/P切換點圖

圖19 MoldFlow軟件分析第二色TPE膠料塑件的V/P切換點圖

圖20 MoldFlow軟件分析第二色TPE膠料射膠壓力曲線圖

圖21 MoldFlow軟件分析第二色TPE膠料鎖模力曲線圖

圖22 第二色膠料整體澆注系統流道圖
根據前面對此雙色塑件的分析,由于第二色膠位設計比較復雜,該雙色塑件的第二色不能直接在定模型腔成型,可以采用定模滑塊結構來進行雙色注射成型。此套模具所配備生產的雙色注塑機為中間帶旋轉工作臺的雙色注塑機,因此該套模具需采用豎直旋轉動模的模具結構形式,設計四面定模滑塊的結構,第二色TPE膠料全在定模型腔及定模滑塊內成型。由于此模具的定模具滑塊比較大,為確保模具動作安全可靠,該模具中所有定模滑塊而分別采用獨立的油缸驅動。圖23為定模滑塊的主要結構圖。

圖23 定模滑塊主要結構圖
4 模具結構
圖24、圖25為第一色(PP+30GF膠料)模具主要結構圖,圖26、圖27為第二色(TPE膠料)模具主要結構圖,圖28為整副雙色模具主要結構圖。

圖24 第一色膠料模具結構圖Ⅰ

圖25 第一色膠料模具結構圖Ⅱ
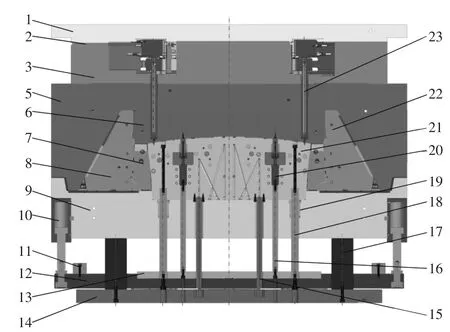
圖26 第二色膠料模具結構圖Ⅰ
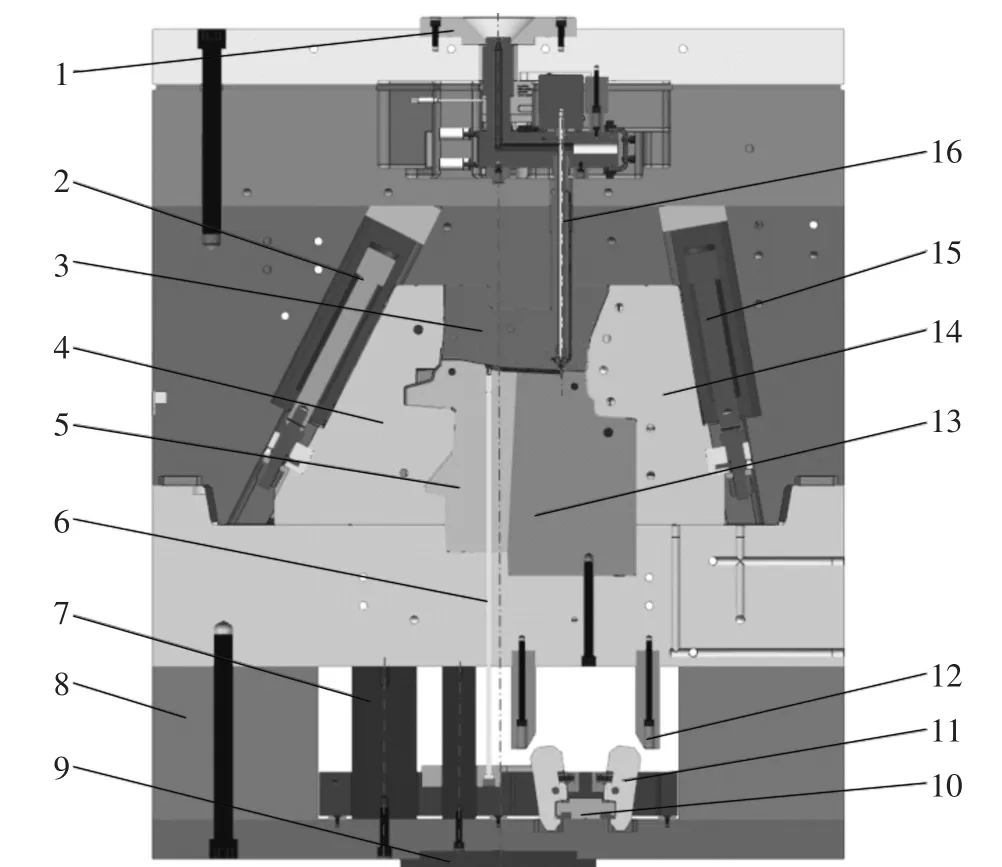
圖27 第二色膠料模具結構圖Ⅱ

圖28 整套模具結構圖
該模具的熱流道采用SYNVENTIVE品牌,定模型腔采用1.2344材料,熱處理淬火后二次回火到48~50HRC;動模型芯采用1.2344材料,熱處理淬火后二次回火到46~48HRC;定模滑塊采用1.2344材料,熱處理淬火后二次回火到50~52HRC;推塊采用1.2344材料,熱處理淬火后二次回火到50~52HRC;推塊內滑塊采用1.2767材料,熱處理淬火后回火到52~54HRC;蹺蹺板(見圖19~32)采用1.2344材料,熱處理淬火后回火到50~52HRC;拉鉤采用1.2344材料,熱處理淬火后回火到50~52HRC;控制桿采用01材料,熱處理淬火后回火到54~56HRC。其它標準件采用HASCO品牌的標準件。
5 塑件頂出
該套雙色模具的難點和特點不僅僅在于定模滑塊的結構設計方面,塑件的如何頂出及取出方面也是該套雙色模具的難度和特點。
由圖23所示的定模滑塊主要結構圖可知,定模滑塊在油缸的驅動下,在開模過程同時完成定模滑塊的脫模動作,只需要通過電子感應開關控制同步就可以比較容易實現,難點在于模具打開后的塑件頂出。圖29~圖32是該副模具第二色注射成型完成后定、動模開模后塑件頂出前動模狀態圖。

圖29 第二色膠料注射成型完成后塑件頂出前狀態圖Ⅰ

圖30 第二色膠料注射成型完成后塑件頂出前狀態圖Ⅱ

圖31 第二色膠料注射成型完成后塑件頂出前狀態圖Ⅲ

圖32 第二色膠料注射成型完成后塑件頂出前狀態圖Ⅳ
第二色TPE膠料注射成型完成后,連接在頂桿板上的油缸(見圖29)驅動頂桿板(見圖29),最終通過頂桿板帶動圖30中的頂桿Ⅰ、推塊、拉鉤、小頂桿板、圖31中的頂桿固定板、流道頂桿、頂桿及圖32中的頂桿Ⅱ、蹺蹺板、推塊內滑塊一起運動,將塑件頂出動模具型芯。當頂出到一段距離后,固定在動模板上的控制桿接觸到拉鉤,迫使拉鉤轉動一定角度,使得拉鉤脫開小頂桿板。頂桿板繼續頂出,此時固定小頂桿板上的頂桿及流道頂桿Ⅰ停止運動不再參與塑件的頂出,如圖33所示。
拉鉤脫開時塑件及推塊內的流道的頂出還沒有完成。塑件和冷流道依然留在推塊內,不能取出。油缸繼續帶動頂桿板進行頂出動作,固定在動模板上的撞塊接觸到蹺蹺板時(見圖32),由杠桿原理,蹺蹺板撬動頂桿固定板,使得流道頂桿Ⅱ繼續加速頂出動作。由于蹺蹺板的作用,使得流道頂桿Ⅱ的頂出速度快于推塊的頂出速度,從而把冷流道從推塊中頂出,實現冷流道的最終頂出,這就是利用蹺蹺板實現冷流道的二次加速頂出機構。在此過程中,通過固定在頂桿固定板上的頂桿Ⅱ推動推塊內滑塊,從而推動固定在推桿固定板內部的“T”形滑塊。“T”形滑塊與推桿固定板、推桿通過螺絲連為一體,見圖34所示。由于“T”形滑塊在頂出方向的運動與推塊一致,所以最終導致“T”形滑塊通過推桿固定板帶動推桿,推桿將塑件推出推塊。最后通過機械手將塑件取走。至此,塑件完成一次完整的頂出,如圖35、圖36所示。

圖34 “T”形滑塊與推桿固定板連接圖

圖35 頂出第二階段圖Ⅰ

圖36 頂出第二階段圖Ⅱ
6 注射成型過程解析
當注塑機完成第一色PP+30GF膠料注射成型后,進行第一次開模動作。在模具打開的同時,固定在定模側連接定模滑塊的油缸開始工作,使得定模滑塊在模具打開過程中,沿著導向條方向運動,完成定模滑塊的抽芯動作,如圖37所示。在此過程中,定模滑塊的開模動作與注塑機開模動作同步,確保塑件不被損壞。

圖37 定模滑塊抽芯圖
模具完全打開后,注塑機中間裝盤旋轉180°,同時帶動模具的動模部分旋轉180°,即第一色膠料動模與第二色膠料動模部分位置對調,模具再次合模進行第二色膠料注射成型,如圖38所示。第二色膠料注射成型完成后,模具進行第二次開模后,通過頂桿板上的油缸驅動頂桿板進行頂出塑件,塑件頂松后,最后機械手將塑件取走,從而完成第一次完整雙色塑件的雙色注射成型。實際注射成型生產過程中,每個注射成型周期中,注塑機第一色膠料與第二色膠料同時注射成型,每次模具開模后,第一色位置的油缸及頂桿板不頂出,第二色位置油缸及頂桿板先將頂出塑件后且復位后,注塑機中間轉盤旋轉帶動動模旋轉到下一工作位置,如此循環生產。圖39為整副模具三維圖。

圖38 動模旋轉圖

圖39 模具整體圖
7 結束語
該副模具是典型的復雜大型雙色注射模,所配備生產的雙色注塑機需要中間配有旋轉工作臺,注塑機兩端分別配有主射嘴和副射嘴。該模具結構中包括二次頂出、推塊內頂出、定模滑塊、強制脫模具等多種典型的模具結構。該雙色注射成型模成功解決了大型汽車雙色塑件的注射成型問題,替代了傳統的兩副模具套啤注射工藝,大大地提高了企業的生產效率,降低了注射成型成本,為企業贏得了更多的市場,提高了企業的競爭力。此類雙色注射模結構,也可運用到其它雙色塑件的模具中,值得借鑒和推廣。
