提高汽車車身材料利用率的方法
2020-03-18 08:36:46唐小龍劉君君
模具制造 2020年1期
李 錦,唐小龍,劉君君
奇瑞商用車(安徽)有限公司(安徽蕪湖 241009)
1 汽車市場現狀
2019年8月12日,中國汽車工業協會公布了中國乘用車市場最新產銷數據。根據數據顯示,2019年前7個月,中國汽車產銷量分別達到1,393.3萬輛和1,413.2萬輛,同比下降13.5%和11.4%,市場仍處于低位運行的狀態。2019年7月份,全國汽車產銷量分別為180萬輛和180.8萬輛,同比下降11.9%和4.3%,7月汽車銷量降幅有所收窄。越來越嚴酷的汽車市場份額競爭,讓諸多自主汽車制造企業如履薄冰,加上合資車、進口車相關政策放寬,汽車市場的競爭是如火如荼。
2 白車身材料利用率對公司投資成本的影響
汽車白車身原材料鋼材占車身采購成本約70%的成本,所以提升車身材料利用率對車身的采購成本的控制有著非常重要的作用。根據行業當前現狀,當利用率到達52%以后,提升難度就會成倍增加,這就需要研發人員在整個研發周期里投入大量的精力去開展提升材料利用率的專題研究。以奇瑞商用車某SUV車型為例,白車身總重量約為455kg,整車白車身材料利用率為60%,使用的原材料約為758kg;如果整車的材料利用率提升1個百分點,則整車的原材料可降低758-455/0.61=12kg,按照目前原材料7元/kg,單車可節約原材料成本84元。按照公司生產綱領15萬臺計算,可為公司節約原材料成本1,260萬元。由此可見,在提升白車身材料利用率方面能夠給公司節約非常大的成本。
3 材料利用率具體提升方法及措施
通過我司以往車型開發經驗積累和對白車身材料利用率的研究探討,同時這些方法不斷的在新車型上應用、鞏固,使其這些對提高白車身材料利用的方法不斷的優化、提升,最終總結出16種成熟的提高白車身材料利用率的方法,下面將做重點介紹。
3.1 制件分件可行性分析及優化
眾所周知外覆蓋件在設計階段需要對CAS進行分縫線、外觀特征棱線制造可行性分析。CAS的分縫不光決定制件的外觀流線造型、沖壓工藝的難易程度,同時對白車身的材料利用率也著非常大的影響。
制件在設計中由于結構造型不一致會導致材料利用率也不同,越是造型奇特的制件,往往材料利用率就越低,所以在CAS數據階段要嚴格控制各分縫關系,盡量避免曲面的急劇變化和有尖銳突出的棱角,這樣不但提高了沖壓工藝的可行性、可靠性,同時也提高了整車的材料利用率。圖1所示為我司某款車型側圍外板后部,通過合理分件,材料利用率提高了11%。
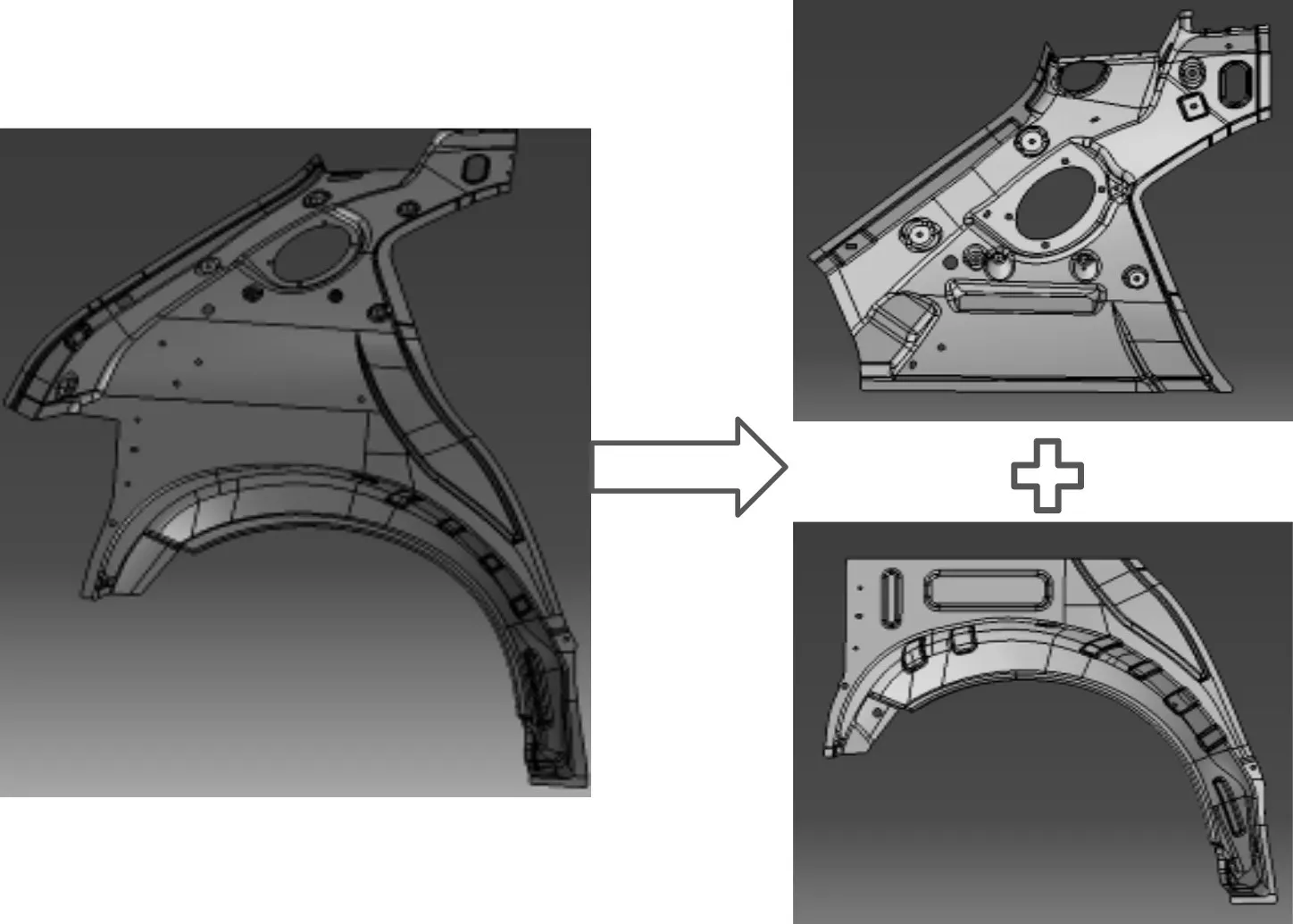
圖1 側圍外板后部
3.2 制件合理定義(制件設計Checklist)
在設計初期階段,設計思路不成熟,導致很多制件結構設計不合理,造成材料利用率下降及模具結構復雜(沖壓工藝可行性差),沖壓SE過程中,對制件的結構合理性進行分析,將信息反饋給制件設計部門,實現制件結構的合理定義,圖2所示為我司某項目流水槽優化前和優化后的制件數據對比,通過制件的合理定義避免了尖銳的凸角及難以實現的造型,提高了單件的材料利用率及工藝實施可行性。
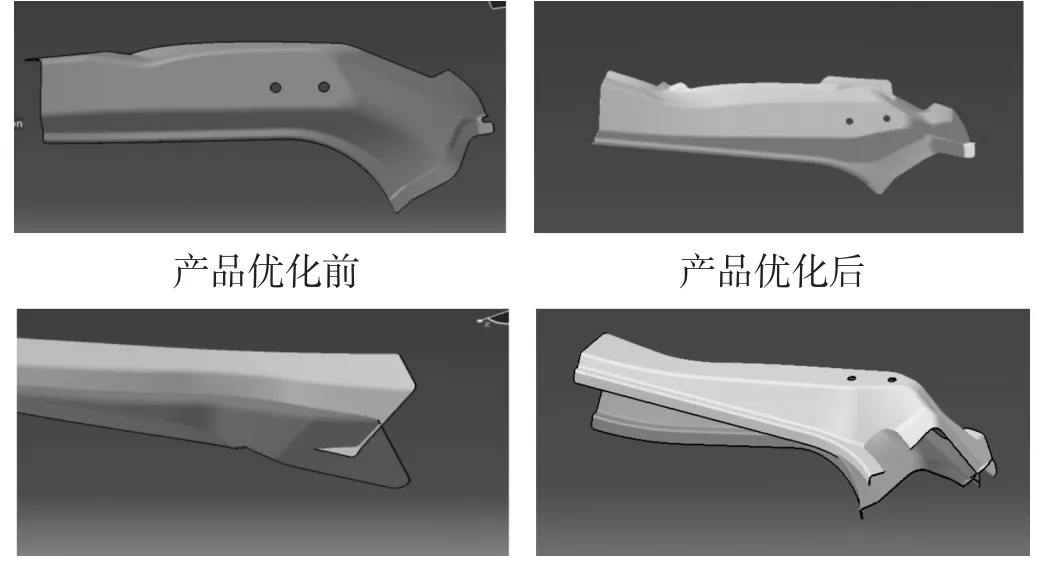
圖2 某車型流水槽優化前后對比
3.3 材料牌號的合理定義
對于一個新車型,材料和厚度組合有60~80種,如何減少材料牌號,如何對白車身鈑金件材料利用率實際應用的提升,減少白車身的采購成本有著重大意義。
對于材料的定義,可遵循如下原則:
(1)對于材料性能相近的,盡量讓材料往公司現有鋼板庫中的原材料靠攏。
(2)材料定義厚度不要出現特殊的厚度,如1.65mm、1.79mm等特殊的厚度。
(3)材料定義的時候盡量合理,對于一小件,可以讓其滿足制件要求的同時,盡量往大件的廢料靠齊,例如側圍的開卷落料的廢料應用。
3.4 套模件生產組合的應用
套模件組合通俗的說就是小件鑲嵌在大件的廢料上一起成形出來,套模工藝最大程度的減少了沖壓模具開發的一次性成本,同時也降低了沖壓費用,同時,提高了整車的材料利用率,圖3為我司某車型的門內板套模工藝,利用門內板窗框中的廢料部分把水箱左/右豎板加強板一起成形出來,通過此工藝,門內板的材料利用率由60%提升至80%,提高了20個百分點。
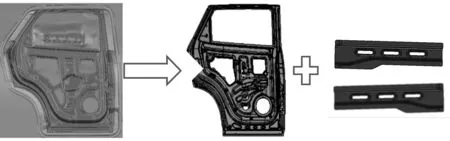
圖3 套模件的實際應用
3.5 廢料再利用
在滿足制件性能的前提下,合理的定義小件的原材料厚度、牌號,在SE階段把信息收集整理好反饋給制件設計部門,便于后期大件(大型覆蓋件)生產的廢料能夠合理使用,從而提高整車的材料利用率水平,圖4是我司對某車型天窗安裝板的廢料應用方案。
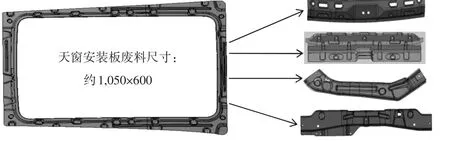
圖4 天窗安裝板的利廢案例
3.6 淺拉伸的應用
淺拉伸是指不影響制件的前提下,制件外的工藝補充面盡量的做淺;在滿足成形性條件下進一步提高整車材料利用率水平。圖5是拉伸補充面剖面,圖5a為常規拉伸補充面,圖5b為應用減少工藝補充面的剖面,工藝補充面減小后,材料利用率會明顯得到提升,圖6是淺拉伸的應用。
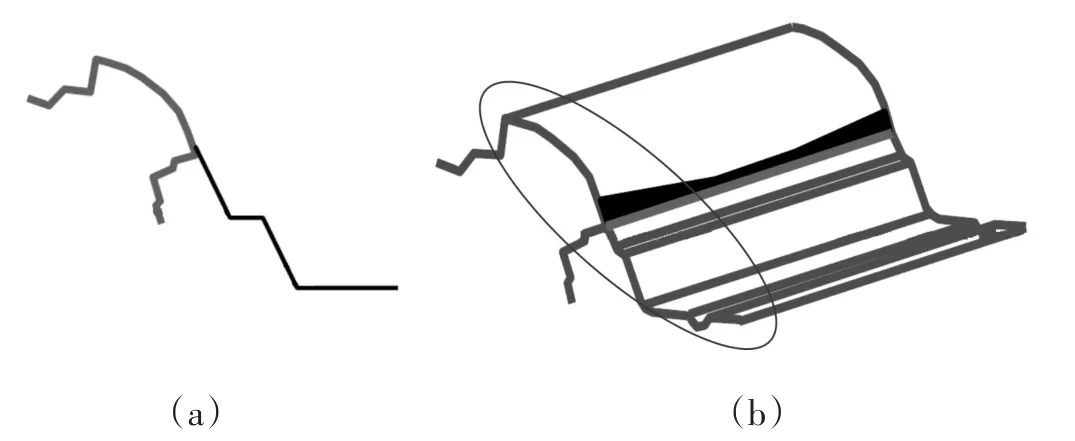
圖5 工藝補充面優化
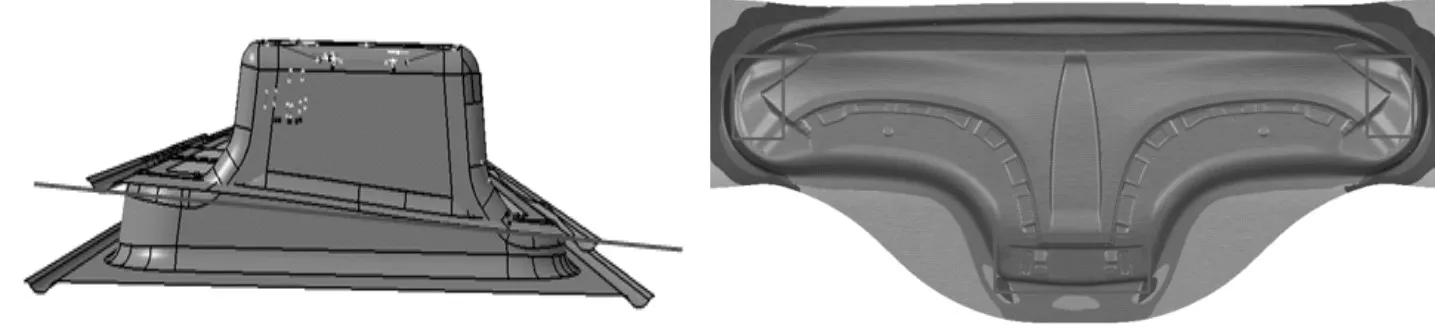
圖6 淺拉伸的應用
3.7 合并/一模兩件
在滿足制件成形性的前提下,將左右對稱拼接在一起沖壓成形,后續再剖切分離左右件,既節省了模具套數又能大大的提升材料利用率。圖7是我司某款車型1模4件工藝,涉及制件:左前門外板支撐板、右前門外板支撐板、左后門外板支撐板、右后門外板支撐板。圖8是我司某款車型合并工藝。
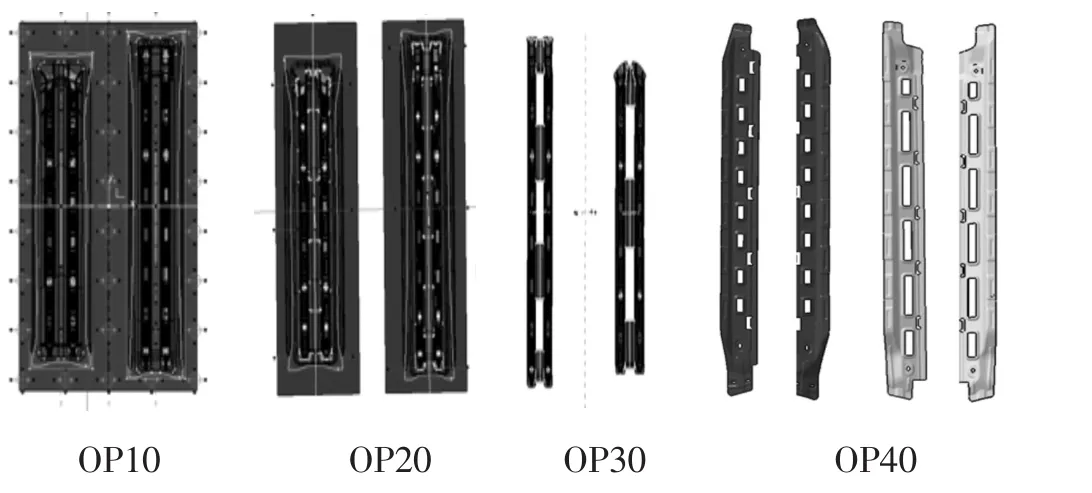
圖7 1模4件工藝的應用
3.8 工藝的合理排樣
在考慮生產操作便利性的同時,優化料片排樣方式可以大幅度提高材料利用率。通過相關分析軟件對制件展開并進行排樣分析,從多種排樣方式中得到最佳的排樣方式,以我司輪罩外板為例(見圖9),通過更改排樣方式,使輪罩外板原鋼板利用率35.47%提升到37.56%,提升2.09%,節約鋼板0.56kg,節約模具制造費3.5萬元,單車節約12.9元/臺。圖10是某車型水箱上橫梁落料排樣的優化,優化后材料利用率由73.25%提升至74.54%,提升1.29%,單臺車成本降低1.13元。
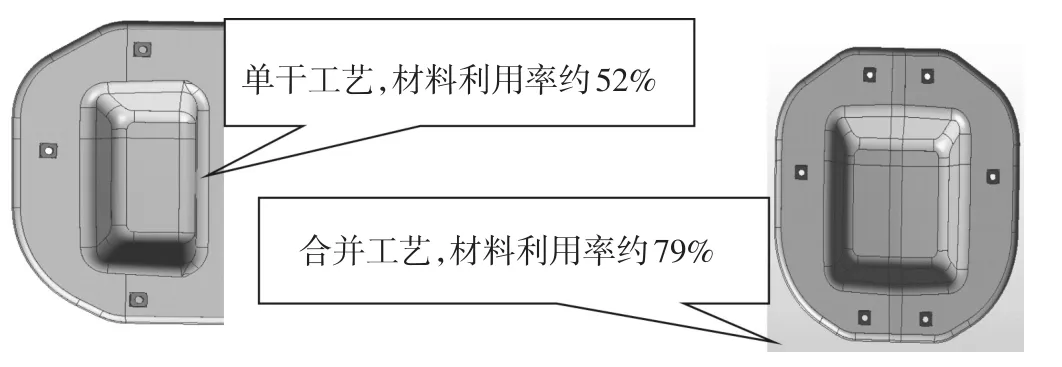
圖8 合并工藝的應用
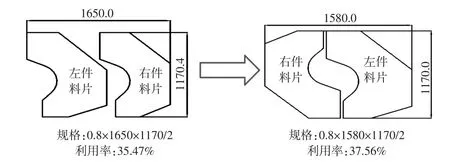
圖9 輪罩外板排樣優化
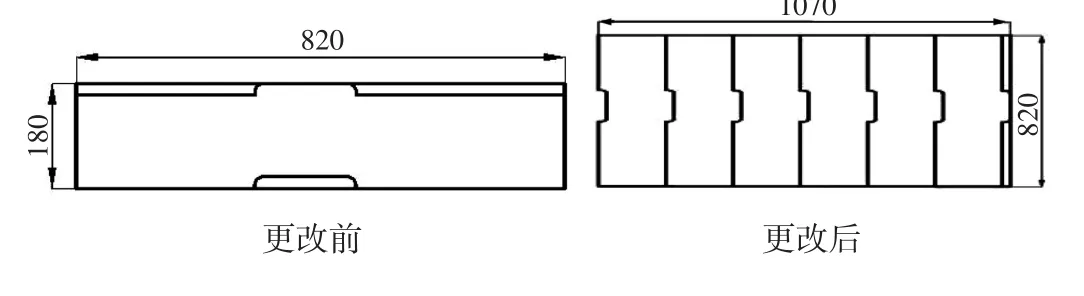
圖10 水箱上橫梁落料排樣優化
3.9 采用成形工藝
傳統的制件都是通過OP10拉伸模去實現制件的成形,眾所周知拉伸模首先噸位大,其次在調試過程中存在一定的難度,如開裂、起皺等功能性問題,通過落料成形的方式實現的工藝在一定程度上避免了拉伸工藝存在的問題,同時也降低了模具開發的費用。圖11是我司某款車型縱梁本體后部成形工藝(材質:HC340/590DP,料厚:1.8mm)。
3.10 落料/擺剪/開卷落料的應用
為滿足制件的成形性,需要將規則的方料進行預處理,如采用擺剪設備、落料模對方料進行切角、分離處理,或采用弧形刀切成弧形料,這些落料方式越來越被各大主機廠普遍接受并使用,落料工藝的使用能夠讓整車材料利用率進一步得到提升,如圖12所示。
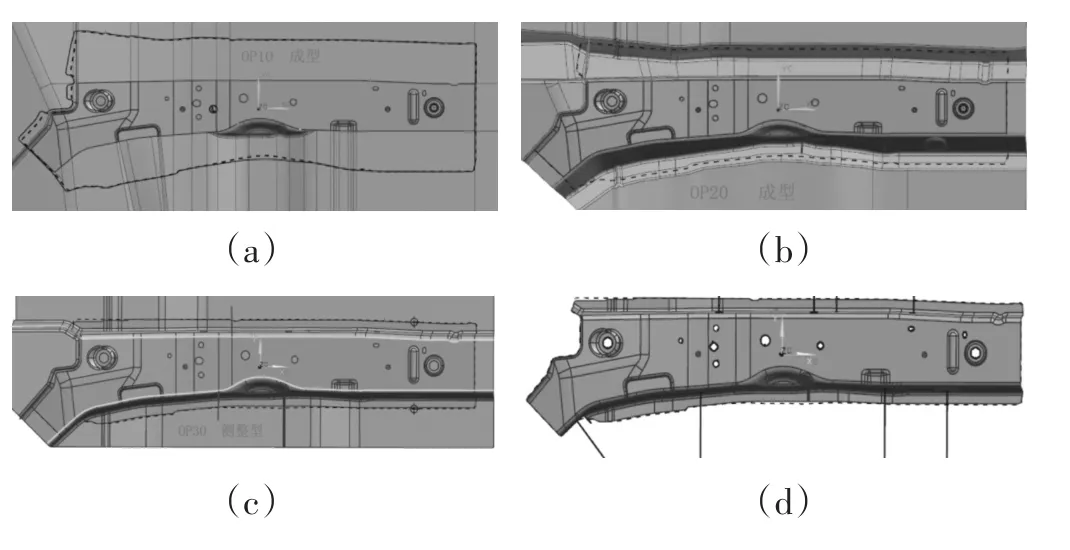
圖11 縱梁本體后部成形工藝方式
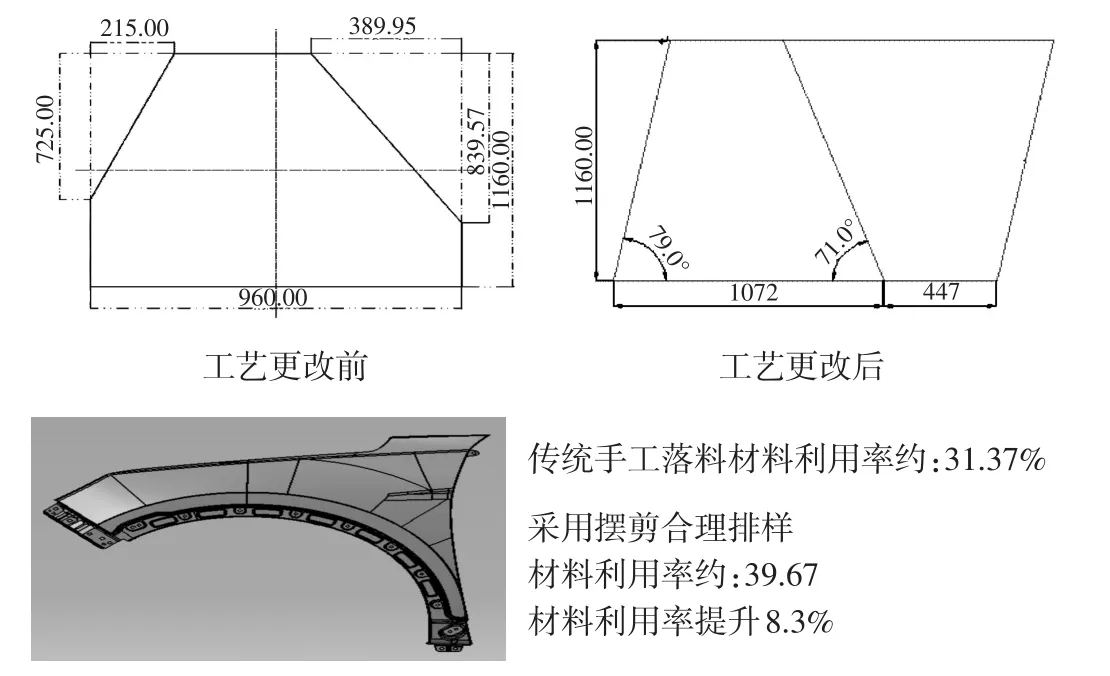
圖12 翼子板擺剪工藝的應用
3.11 弧形刀/鋸齒刀的應用
圖13 是發動機罩內、外板采用弧形料以提升材料利用率的典型案例。弧形料采用等距排樣的方式,合理避免了邊角余料的浪費,能有效的提升單件、整車的材料利用率。
3.12 工藝設計及結構優化(分模線、坯料線、拉延筋等)
在制件設計階段,運用強大的CAE分析軟件進行數據模擬,在保證制件面品、質量的前提下,減少制件工藝補償面、敞口拉伸等工藝的應用,可以提高整車材料利用率水平,如圖14所示。
3.13 調試減規格
在模具回廠調試階,根據實際的生產調試結果結合理論的材料消耗定額去減少材料的規格。圖15是某款車型雙槽工藝門外板,模具回廠后通過調試驗證,原材料規格可以適當優化,優化前原材料利用率為70.96%,現材料利用率為71.94%。
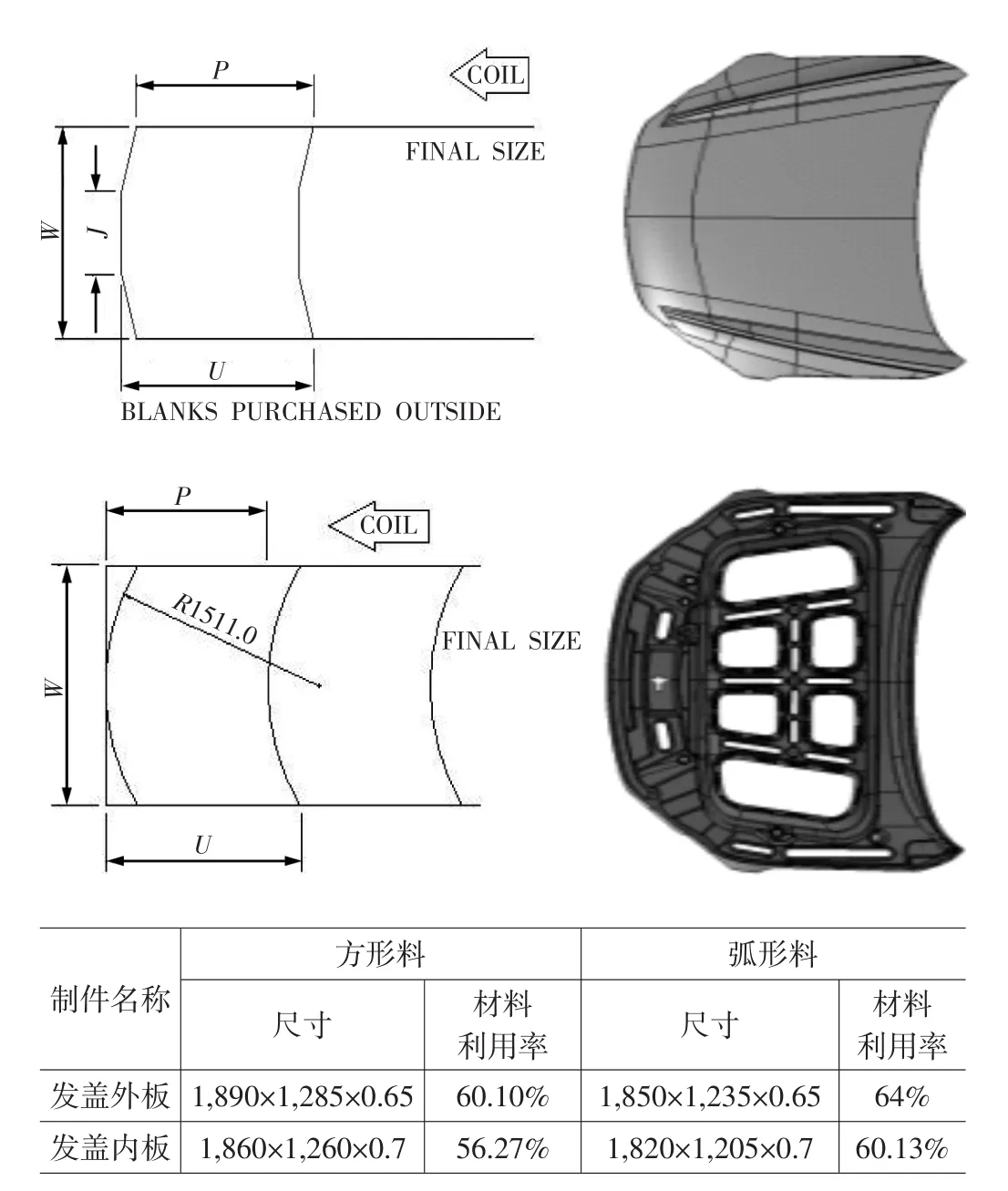
圖13 發蓋內外板采用弧形刀落料工藝提升材料利用率案例
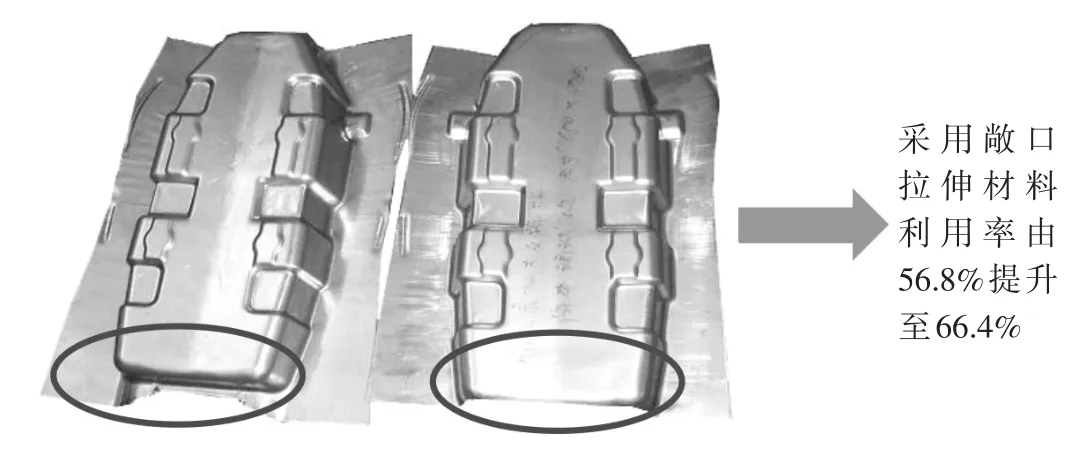
圖14 敞口拉伸工藝使用
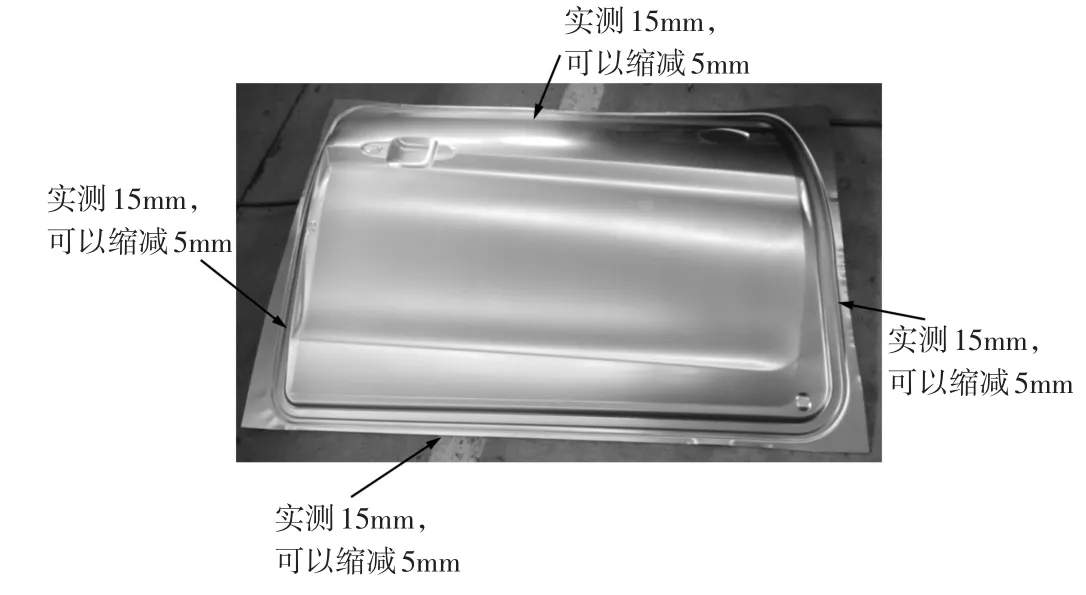
圖15 調試減規格
3.14 新材料:激光拼焊板、碳纖維、高強度板的應用
新材料主要是指高強度板、激光拼焊板、碳纖維材料、鋁鎂合金等輕金屬,這些材料如果大規模的應用在整車制造中,會大量減少整車制件的開發數量,同時車身輕量化將得到大幅度的提升,目前國內自主品牌在整車的零部件開發中高強度板、激光拼焊板應用的比較廣泛,如圖16所示。
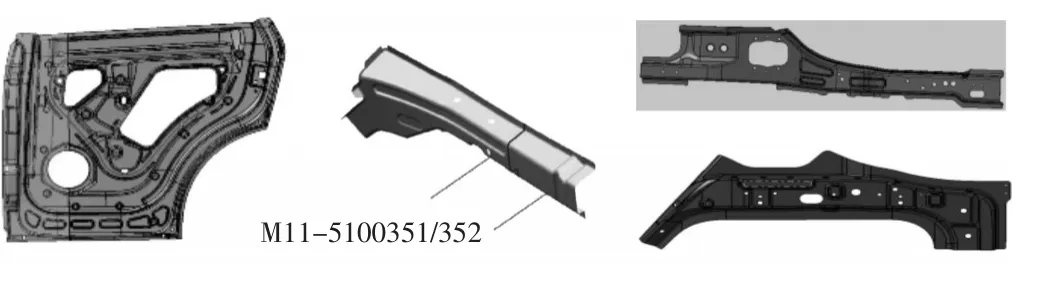
圖16 激光拼焊、高強度板的廣泛應用
3.15 新工藝:熱成形、輥壓工藝的應用
熱成形、輥壓工藝除了具有生產效率高、增加制件強度、質量穩定、降低開發成本等特點,還能夠減少原材料的使用,減少工藝補充,越來越多的被應用到現代汽車生產制造中,提高了整車車身的安全系數的同時降低了整車材料的投入。
3.16 新設備:多工位、單機串聯、高速線的選擇應用
隨著汽車制造工藝的飛速提升,自主品牌主機廠也在不斷引進先進制造設備,不斷提高制造精度及水平,由于設備精度高,生產的模具可以是合并、雙出等工藝,一般手工線比較難以實現的工藝都可以通過先進的設備去實現。
4 結束語
在汽車行業競爭日趨激烈的背景下,如何提高車企的市場競爭力、降低公司開發投入、運營成本等問題困擾各車企。作為車企的專業技術人員要立足于本崗位并以結果為導向,從專業技術角度去深入剖析問題、解決問題,為公司的發展盡自己的一份力量。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
